电火花伺服进给模糊控制器制备方法
2011-12-27刘石安
刘石安
(华侨大学 机电与自动化学院,福建 泉州 362021)
电火花伺服进给模糊控制器制备方法
刘石安
(华侨大学 机电与自动化学院,福建 泉州 362021)
设计电火花放电状态分类统计法,用MATLAB生成模糊控制函数,并用存储器查表法实现模糊控制器硬件化 .硬件化的电火花伺服进给模糊控制器,是在Altera公司EP1C12Q240C8可编程逻辑器件中实现的,占用760个逻辑单元,40 960个存储比特,模块工作频率可达72MHz.仿真结果表明:控制器计算迅速,几乎不消耗时间,完全能满足电火花数控系统的实时性任务要求.
电火花;模糊控制器;放电状态;存储器查表法
电火花数控系统与铣削数控系统相比较,多了一项核心实时任务,即放电状态检测与控制 .电火花加工需要自适应控制技术、智能控制技术来提高加工的稳定性[1-2].国内外的学者利用模糊控制技术,建立数学模型以解决电火花加工间隙黑箱、状态时变、难控制的问题,实现了电火花加工过程的状态检测与控制[3-4].然而,模糊控制算法很复杂,需要先将输入因子模糊化,建立推理规则机制,解模糊和输出适当的控制因子.算法非常消耗时间,如果将其放入控制系统中可能会影响系统的实时性.针对这一问题,可以采用离线法预计算,将结果预存贮,然后用查表法实现快速模糊控制计算.在电火花数控系统的研发过程中,选用模糊控制技术检测与控制电火花加工过程,用MATALAB生成了正确无误的C语言的模糊控制算法函数,即软件模糊控制器,期盼能应用于电火花数控的实时系统中 .然而,实测结果表明这太消耗时间,产生的控制迟滞高达百微秒级(33.33MHz的CPU),甚至更高 .由此,数控系统实时性能难免有所降低,为摆脱被动局面,模糊控制器硬件化势在必行 .基于此,本文集中研究模糊控制算法和模糊控制器硬件化制备方法.
1 电火花放电状态分类统计
电火花加工间隙放电状态非常复杂,放电波形随机变化,间隙放电波形可分为空载、正常放电、短路及电弧放电4大类.针对电火花数控铣削是用简单棒电极通过轨迹运动实现几何表面成型的加工方法,其冲液条件良好,排屑流畅,产生电弧放电的概率很低,几乎不出现电弧放电 .为说明问题,简化放电状态种类,建立的放电状态分类统计电路仅考虑空载、正常放电和短路3种状态.
放电状态分类统计是电火花模糊控制技术必须首先研制开发的前置电路 .该电路要能记忆放电状态,要能完成各类放电状态数量计算,其性能要好且运算速度快,以及有良好接口电路,方便数据的采集输出.目前,放电状态分类统计主要有两种实现方法 .第1种方法是用分立元件计数器记忆各类放电状态,然后通过接口电路采集数据;第2种方法是用嵌入式系统设计方法,用硬件描述语言VHDL设计[5-6].前者电路分散,抗干扰能力差,后者是模块化设计思想,性能可靠.以上两种方法都有1个共性,即用计数器直接记录放电状态,在一个分析周期结束之时需要清零重置,放电状态记忆不具连续性.
图1为放电状态分类计数状态机原理,即采用嵌入式系统设计思想,放电状态记忆与放电状态计数分开处理,先记忆后计数,用状态机的数字电路设计思想实现 .将采样信号即状态机开始工作循环起动信号移位寄存器Shift-Register记忆输入状态;然后,对该移位寄存器各位进行统计,最后输出放电状态的计数结果.该电路已经模块化了,可用QuartusⅡ工具实现的.
图2为用状态机的思想设计的放电状态分类统计电路,它具有如下5个特点.
(1)实时性.3个状态记忆模块即32位移位寄存器,实时记录每个脉冲放电状态,连续记录32个,最新的放电状态从D0位采集输入,前面已发生的第32个放电状态从D31位益出 .因此,移位寄存器中实时记忆的状态数,既有最新的当前状态数据,也有已往发生过的历史状态数据.
(2)“1”的个数求和 .这是统计模块,分别完成空载、正常放电和短路状态数的统计 .值得注意的是,在采样时刻放电状态只可能是三者之一.因此,3个状态数之和恒定为32.求和模块是在记忆模块之后才开始工作的,硬件计算速度快,耗时仅需1.1μs.
(3)分析间隔数、锁存信号 .该模块的输入是采样信号,输出是脉冲锁存信号,用于锁存“求和模块”的状态统计值.分析间隔数的物理意义是指锁存周期,反映了移位寄存器记忆的状态数据的新旧比例数.当该值为1时,表示每次采样放电状态后,最新状态在D0被实时记录下来,并且和历史数据一起向上提交,统计值存入到相应的锁存器中;当该值为2时,表示两次采样以后最新状态、亚新状态和历史状态数据才能够向上提交;当该值大于32时,表示移位寄存器记忆的状态完全都是连续的最新的放电状态.使用者可以根据需要适当调整分析间隔数,灵活使用放电状态监视器.
(4)通讯 .在放电状态数锁存之后,锁存信号同时设置数据准备好状态信号,允许微处理机可以用查询方式或中断方式读取状态数据.
(5)电火花放电状态分类统计器 .这是用硬件描述语言HDL编程的,设计1个时序控制状态机,由采样信号启动,分步骤完成放电状态记忆、求和及数据锁存.
在社会快速发展的背景下,工程造价管理工作的发展进程并没有能够迎合社会发展速度,这导致工程造价管理工作会呈现出一定的滞后性[3]。在传统工程造价管理工作中,部分建设单位在造价管理过程中所采用的是原有定额计价形式,或是将此种形式作为基础,致使诸多数据不能够适应市场发展新形势。此种矛盾的主要表现为:其一,定额价格方面的变动所需时间较长,也是工程造价管理滞后性的主要体现;其二,以一年作为期限,一种商品价格可能会出现较为频繁的浮动,但建设工程定额时间较长,长此以往会导致数据与工程造价市场脱节。
放电状态分类统计器已做成了标准IP软核,提供3个接口,微处理机可以随时读出间隙放电状态数据.该模块通用性强,也可以应用于非数控类电火花加工机床的状态监测与控制.
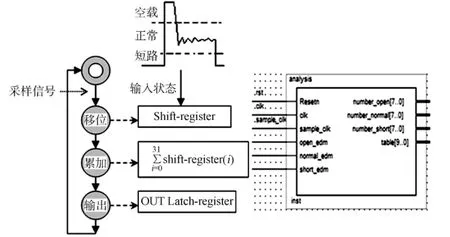
图1 放电状态分类计数状态机原理Fig.1 Principle of the discharge state of the state machine

图2 电火花放电状态分类统计Fig.2 Statistics of the state of electrical discharge machining
2 电火花伺服进给模糊控制器
求解输入输出之间的“黑箱”映射关系有多种方法,如模糊系统、线性系统、专家系统、神经网络、微分方程、多维插值查找表等.在众多理论方法中,模糊系统是最佳的黑匣子求解方法.
2.1 MATLAB建立模糊控制器算法
用MATLAB的模糊推理机编辑器打开GUI图形交互界面;然后,确定输入变量和输出变量,选择和建立各变量对应的成员函数,并根据经验和实际加工特点修正波形数据,也可从实验数据中求得.
代表空载open输入变量的成员函数波形图,如图3所示 .图3中:N为空载状态数;γ为比率 .从图3可知,当空载锁存器中状态数为23时,50%认定当前间隙是空载状态;而当空载锁存器中状态数为32时,100%认定当前间隙不放电.正常放电normal和短路short输入变量的成员函数和空载情况相近,只是波形参数有少许不同.
代表伺服进给速度Velocity输出变量的成员函数波形图,如图4所示.从图4可知:当短路锁存器记录的状态数接近32时,认定间隙短路,应该100%以-5.0的速度回退;当空载锁存器记录的状态数接近32时,毫无疑义间隙就是空载状态,当然应该100%以+5.0的速度前进;而当正常放电锁存器记录的状态数接近32时,应该100%保持进给速度为0,持续保持正常放电加工的平稳性.
最后,需要确定模糊控推理规则.

图3 空载open输入变量成员函数波形图Fig.3 Open member function of the input variable membership waveform

图4 伺服进给速度Velocity输出变量成员函数波形图 Fig.4 Velocity of servo feed output variable membership function plot
2.2 模糊控制器的硬件化
(1)C语言函数硬件化 .先用MATLAB建立Simulink工程,加入模糊控制Fuzzy System Controller组件;然后,将以上建立的模糊推理机ANFIS输入到该项工程中,利用Real-Time Workshop生成完全符合ANSI标准的C语言软件模糊控制器;最后,用嵌入式开发软件QuartusⅡ的硬件加速器NiosⅡC2HCompiler将模糊控制函数硬件化,生成以硬件方式执行的用户指令.有了该硬件加速用户指令,电火花数控系统程序执行流程变为先读入放电状态分类统计的空载、正常放电、短路状态数据,并作为形参输入到该用户指令中,再求出模糊控制函数值,即进给速度Velocity,完成伺服进给控制.应指出的是,用此方案生成的用户指令在评估之后还必须得到Altera公司的授权,方能下载到可编程逻辑控制器中,最终完成模糊控制器的硬件化.
(2)存储器查表法 .首先建立M-File文件,在文件中输入前面建立的模糊推理机ANFIS,输入如下关键程序:

将预先计算好的伺服进给速度Velocity函数值存储在一张二维的数据表中,输入是空载open状态数因子和短路short状态数因子,输出是伺服进给速度Velocity变量.
其次,建立Simulink工程,加入Altera DSPbuider LUT组件,空载open状态数因子作为LUT的高地址,短路short状态数因子作为LUT的低地址,输出是Velocity变量.将以上计算的二维数据表植入LUT中,再用Signal Compiler编译生成适合Cyclone的HDL硬件描述文件.即完成电火花伺服进给模糊控制器硬件化.
值得注意的是,放电状态分类统计电路通过空载open锁存器和短路short锁存器可以与LUT存储器直接相连,联合建立一个共同的顶层工程文件 .因此,这种包含放电状态分类统计的模糊控制器硬件化方案是全程硬件化方案 .整个分类状态统计与模糊控制计算是在一个状态机控制下独立自动完成,无需处理器的介入,与处理器工作并行,处理器只需读取计算结果就行了 .因此,该模糊控制器执行速度快,实时性好.
2.3 模糊控制器仿真
主要是验证当给定空载open状态数和短路short状态数后,是否能获得准确的伺服进给速度,如图5所示.从图5可以看出:存储器中存贮的伺服进给速度Velocity波形数据非常理想,正向进给和反向回退速度在波形中都体现出来.

图5 模糊控制器的仿真Fig.5 Simulation of fuzzy controller
3 结论
(1)放电状态分类统计与模糊控制器硬件结合起来,可完成电火花加工的间隙放电状态监测与控制任务.所开发的硬件化模糊控制器在用作监测与控制时,能够满足电火花数控系统的实时性能要求,而用作非数控类电火花机床的状态监测任务时也毫无障碍.
(2)输出变量Velocity成员函数的keep线位置可以依据加工性质做少许调整,使研制的伺服进给模糊控制器能更好地满足电火花粗、中、精加工的要求.
(3)分析间隔数与锁存信号模块通过调整参数能锁存记忆新旧比例数不同的状态统计值,及时发出准备好信号,方便微处理机以查询方式或中断方式摄取放电状态和伺服进给速度.
(4)硬件化的电火花伺服进给模糊控制器,是在Altera公司EP1C12Q240C8可编程逻辑器件中实现的,占用760个逻辑单元,40 960个存储比特,模块工作频率可达72MHz,说明占用资源少,经济性好,工作频率高,已成功应用于电火花加工过程的状态检测与控制.
[1]王爱玲 .现代数控原理及控制系统[M].北京:国防工业出版社,2002.
[2]贾敏忠,谢明红 .PCL-839运动控制卡数控系统的开发[J].华侨大学学报:自然科学版,2006,27(4):404-407.
[3]杨新胜,贝季瑶,奚绍申 .电火花加工中的模糊控制初探[J].电加工与模具,1988(2):12-14.
[4]郑红,宋博岩 .模糊控制技术在电火花加工中的应用现状与展望[J].电加工与模具,1996(2):7-8.
[5]欧阳黎明.MATALAB控制系统设计[M].北京:国防工业出版社,2001.
[6]潘松.EDA技术与VHDL[M].北京:清华大学出版社,2006.
Research and Development Method of Electric Spark Servo Feed Fuzzy Controller
LIU Shi-an
(College of Mechanical Engineering and Automation,Huaqiao University,Quanzhou 362021,China)
A statistical method for various types of electric spark discharge status was designed.A fuzzy control function with MATLAB was generated and the hardware-based fuzzy controller with memory look-up table scheme was established.The hardware of the electrical discharge machining(EDM)servo fuzzy controller is implemented in the Altera Corporation′s programmable logic devices EP1C12Q240C8with 760logic cells and 40 960memory bits,the module operating frequency of which is up to 72MHz.The simulation results show that the fuzzy controller is of high efficience,almost no time-consuming,which is fully able to adapt to the real-time EDM CNC tasks requirement.
electrical discharge machining;fuzzy controller;discharge status;memory look-up table
钱筠 英文审校:崔长彩)
TP 273.4;TG 661
A
1000-5013(2011)06-0611-04
2010-11-26
刘石安 (1965-),男,教授,主要从事特种加工技术的研究.E-mail:liushian@hqu.edu.cn.