铝型材的在线淬火设备
2011-12-18戚文军
蔡 畅,戚文军,周 楠,李 林,农 登
广东省工业技术研究院(广州有色金属研究院),广东 广州510650
铝型材的在线淬火设备
蔡 畅,戚文军,周 楠,李 林,农 登
广东省工业技术研究院(广州有色金属研究院),广东 广州510650
针对目前铝型材在线淬火设备存在的淬火方式单一、工艺参数优化困难的问题,通过优化淬火设备的机械结构,设计出了基于上位机与下位机相结合的在线淬火设备控制系统.在上位机中进行工艺参数的优化,通过下位机的控制系统和淬火设备实现风冷、雾冷和水冷多方式淬火、淬火方式分区段可调的在线淬火设备,提高淬火设备的生产效率.
铝型材;在线淬火;控制系统
铝合金型材广泛应用于各种交通运输工具和国防军工等领域.大型复杂断面的铝合金型材在热挤压出后,通常是采用淬火炉将型材重新加热固溶处理后t进行人工时效达到T6状态的性能.这种工艺需将型材运到淬火炉中进行淬火,能耗高、生产周期长[1-4].由于热挤压出来的型材温度很高,若能在挤压后直接进行淬火(在线淬火),就可简化工艺流程、缩短生产周期、提高生产效率、降低生产成本[5-6].
目前,国外已研制开发出一种精密在线气、雾、水冷淬火设备,可对大型复杂空心或实心型材进行不同状态的淬火,可处理长30 m,宽1 m,壁厚不均匀的非对称复杂型材.其尺寸精度、形位公差和力学性能等均可满足技术条件的需求.
近年来,国内也有不少企业研究开发出能对挤压后型材进行在线淬火的设备,如东北轻合金有限责任公司设计了一种可对几何形状复杂、壁厚小于25 mm的大规格铝合金型材在挤压生产线进行在线水冷淬火的设备[7].虽然这种设备的投资成本小、结构简单、操作方便,但存在淬火冷却不均匀的问题,很难保证淬火的效果.
李群霞等人[8]设计的大型铝型材挤压机的在线淬火装置,利用变频器来调节水泵电机的转速,采用流量传感器和比例流量控制阀对冷却水流量进行控制,使铝型材在淬火时冷却均匀,纵向温差小、横向温差相同.但这种装置仅能采用水冷淬火,冷却方式单一.
张培良等人[9]提出了一种用于铝型材挤压生产线的风水联合淬火设备,解决了风水联合淬火时出水不均匀等问题.但由于该风水联合淬火设备未考虑分区段的淬火布置,并且淬火参数是由操作人员根据经验来调整的,难以获得最优的淬火效果.
本文针对现有在线淬火设备存在的不足,对淬火设备的机械结构进行了改进,开发出一种可同时进行风冷、雾冷、水冷淬火的多方式、分区段可调的淬火设备,获得了较好的淬火效果,提高了生产效率降低了能耗.
1 在线淬火设备的组成
在线淬火设备包括机械部分和控制部分(如图1所示).
机械部分由喷水系统、通风系统和机械本体组成.由喷水系统和通风系统来实现水冷、风冷和雾冷淬火.在机械本体上安置喷水系统、通风系统以及导辊和水槽等辅助装置.
控制部分由上位机系统和下位机系统组成.上位机系统负责采集控制过程的工艺参数和淬火性能检测参数等,根据历史数据和工艺参数,通过对工艺参数与淬火效果的比对,为优化控制参数提供依据;下位机系统实现人机交互、执行控制指令、检测现场信号等功能,进行人机对话以及信号的转换与传递,采集检测到的数据、驱动底层元器件,根据下位机发送的控制指令进行相应动作,检测水温、水压、风压、型材曲度等现场信号.
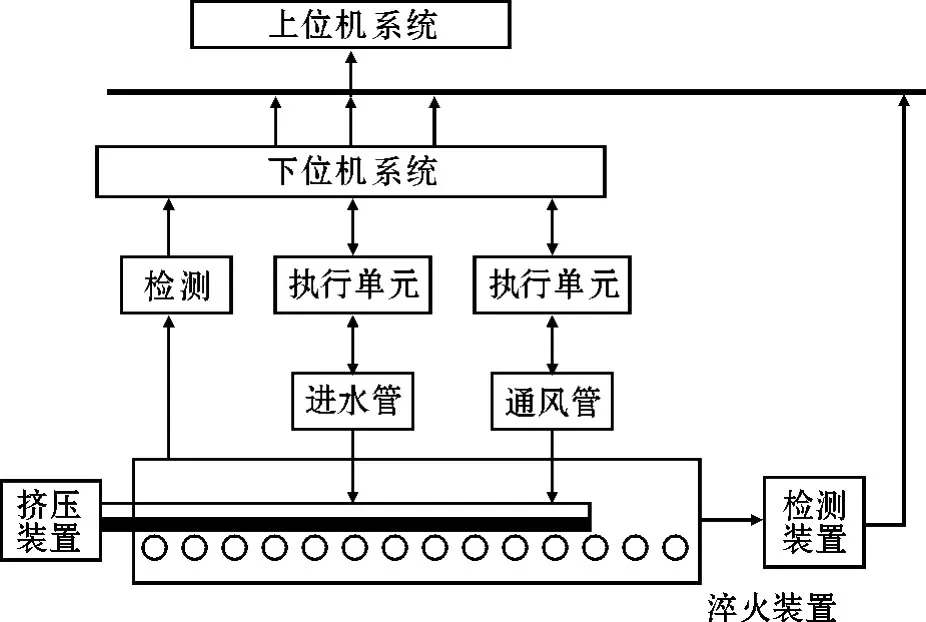
图1 在线淬火设备Fig.1 On-line quenching equipment
2 在线淬火设备的机械结构
在线淬火设备的机械部分包括:水箱、上水盖、下水槽、喷嘴、出风口、进水管、通风管.
将喷水的喷嘴布置在出风口内,通过喷水量和出风量的配合实现雾冷淬火;喷嘴和出风口分三个区排布,每个区均可实现水冷淬火、风冷淬火和雾冷淬火的转换,各个区的喷嘴数量可按需求设置.在线淬火设备的机械结构如图2所示.

图2 在线淬火设备的机械结构示意图Fig.2 Schematic diagram of the mechanical structure of the on-line quenching equipment
3 控制系统总体方案
本文设计的在线淬火控制系统示意图如图3所示,它由上位机系统和下位机系统两部分组成.上位机是以Windows为操作系统的PC机;下位机以可编程逻辑控制器(PLC)为控制核心,由触摸屏来完成人机对话.上位机与下位机通过串口连接起来,实现数据传递.
4 上位机系统设计
上位机的管理系统以Windows操作系统为开发平台,以VC++6.0为开发环境来开发上位机的管理系统,实现现场数据的采集、保存及状态的实时显示.上、下位机通讯时,约定通讯协议,即对数据格式、步方式和传送速度等做出统一规定,将采样数据通过串口送至上位机.

图3 控制系统组成框图Fig.3 Composition diagram of the control system
上位机系统的应用软件主要包括上位机串口通讯程序、历史数据管理、淬火性能评价程序、系统运行参数显示、系统状态参数显示和故障显示等.上位机由串口与PLC连接,通过PLC和检测设备采集底层数据,采集到的数据存储在SQL Server 2005数据库中,采用ODBC连接数据库与管理系统,对数据进行查询和存取等;在VC++6.0中开发的淬火性能评价程序,根据检测到的现场数据和PLC系统控制参数,以淬火后型材的弯曲度、淬火后型材的纵向和横向温差、淬火能耗等为约束条件,对淬火工艺参数进行优化.
5 下位机系统设计
下位机系统由PLC及其扩展模块、检测执行单元及触摸屏组成,下位机的系统框图如图4所示.触摸屏可直观显示生产过程和安全监视,选择控制模式,调整操作参数,进行人机交互;PLC作为控制单元,是整个控制系统的核心,接收的开关量、模拟量输入信号,经处理后输出开关量、模拟量控制执行单元件动作.

图4 下位机系统框图Fig.4 System diagram of the lower machine
5.1 PLC系统
PLC系统由PLC及其扩展模块构成.PLC的主要作用是:(1)初始化变量,设置通讯协议和中断协议;(2)与触摸屏进行实时通讯,为触摸屏的显示提供数据,并对触摸屏提供的信息进行处理;(3)完成数字量和模拟量的相互转换;(4)实时控制淬火系统的运行状态;(5)与上位机进行通讯,为上位机提供工艺参数和淬火效果检测数据.PLC的程序流程图如图5所示.
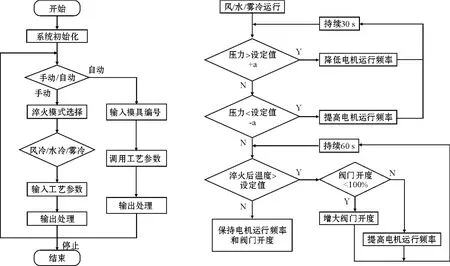
图5 PLC程序流程图Fig.5 Flow diagram of the PLC program
5.2 检测执行单元
检测执行单元包括:水泵拖动电机、风机、吹水涡流风机、流量比例阀、电动阀门、压力传感器、位置传感器、温度传感器及CCD检测设备等.在淬火系统的挤压型材的入口处和出口处分别布置一台涡流风机,水冷淬火时,从顶部吹型材,将水留在水槽内;风机和水泵的拖动电机采用变频调速来间接控制风压和水压.PLC通过RS-485接口与变频器进行通讯,在变频器的初始化中设置通讯规格,变频器与PLC的485通信板的连线如图6所示.阀门根据控制系统的信号控制喷嘴的开合和通风口的开度,确保型材淬火均匀.传感器采集到的数据传递到下位机系统形成闭环控制,对现场工艺参数进行实时调整,确保水冷淬火时的水压和水温以及风冷淬火时的风压在设定值附近波动;CCD检测设备将图像信号转化成电信号,完成淬火后型材尺寸测量.传感器和CCD检测设备采集到的数据传递到上位机,分析淬火性能,为工艺参数优化提供依据.

图6 变频器的通讯接口与PLC通讯板的连线图Fig.6 Circuit between communication interface of the frequency converter and communication board of the PLC
5.3 触摸屏
触摸屏是与PLC配套使用的设备,它是取代传统的控制面板和键盘的智能操作显示器,用于设置参数和显示数据,以动画等形式描绘自动控制过程.触摸屏与PLC配套使用,一方面扩展了PLC的功能,使其能够组成具有图形化、交互式工作界面的独立系统;另一方面可大大减少操作台上的开关、按钮和仪表,使操作更加简便,工作环境更加舒适.
在触摸屏软件编写平台上进行设计、编译在线淬火设备的监控界面,监控界面包括:主控界面、系统运行界面、系统报警界面、数据管理界面和数据监控界面等将所设计编译的监控界面下载到触摸屏,触摸屏通过通讯接口与PLC连接,由PLC对触摸屏的状态控制区和通知区进行读写,实现信息交互,进行人机对话.
6 结 论
通过对铝型材淬火冷却的研究,设计出了一种能同时进行风冷、水冷和雾冷的淬火设备,通过分区段布置通风管和进水管,实现了分区段和多方式的淬火.以PLC为核心的淬火设备控制系统,通过各传感器与执行单元对在线淬火时的水温、水压、风压及型材曲度等参数进行实时监控和调整,获得了较好的淬火效果.
[1]张君,阎养民,闫善武.铝型材挤压中的淬火装置[J].重型机械,2001(3):8-11.
[2]王邦文,李谋谓,赵永忠,等.淬火控制系统关键技术的研究[J].冶金设备,2003,173(1):9-13.
[3]梁世斌.工业铝合金挤压制品的在线淬火[J].轻合金加工技术,2006,34(6):32-34.
[4]张立新.在线淬火在铜带热轧中的应用分析[J].有色金属加工,2009,38(4):13-15.
[5]苏兴武,顾敏.淬火冷却过程数值模拟的研究现状及展望[J].金属热处理,2008,33(6):1-7.
[6]何艳兵,杨海波.扁条铝挤压型材在线喷水冷却影响因素研究[J].冶金设备,2009,12(6):22-25.
[7]籍淑珍.铝合金型材在线水冷淬火设备[J].轻合金加工技术,2008,36(6):26-27.
[8]李群霞,李国栋,高晓俊.大型铝型材挤压机的在线淬火装置[J].重工科技,2000(2):7-10.
[9]张培良,张培栋,苏振佳.一种用于铝型材挤压生产线的风水联合淬火设备:中国,02269917.1[P].2002-09-28.
[10]彭继慎,任宝栋.基于PLC和触摸屏技术的压铸机控制系统 研 究 [J].计 算 机应 用 技 术,2006,26(3):154-155.
[11]周立宏,喻寿益,贺建军,等.31m空气循环淬火炉计算机温度控制系统[J].中南大学学报,2004,35(2):285-289.
Study on an on-line quenching equipment for aluminum profile
CAI Chang,QI Wenjun,ZHOU Nan,LI Lin,NONG Deng
Guangdong Research Institute of Industry Technology (Guangzhou Research Institute of Non-ferrous Metals),Guangzhou 510650,China
Considering the singleness of the quenching method of the on-line quenching equipment for aluminum profile and the difficulty in optimizing the parameters for quenching,an on-line quenching control system is designed based on the combination of upper devices and lower devices by optimizing the mechanical structure of the quenching equipment.Hardening parameters are optimized in the upper device.Taking advantage of the lower control system and the mechanical structure of this equipment,the on-line quenching equipment can realize multi-quenching of wind cooling,flog cooling and water cooling,which are adjustable in separation section.Finally,the production efficiency of the equipment is improved.
aluminum profile;on-line quenching;control sy stem
TG379
A
1673-9981(2011)03-0213-05
2010-11-04
蔡畅(1983—),男,湖南邵阳人,工程师,硕士.
