长输天然气管道焊口带磁的产生原因及消磁方法
2011-12-15崔嘉黄文俊杨安益张振马晓红
崔嘉 黄文俊 杨安益 张振 马晓红
1.中国石油西南油气田公司输气管理处 2.中国石油塔里木油田公司
长输天然气管道焊口带磁的产生原因及消磁方法
崔嘉1黄文俊1杨安益1张振1马晓红2
1.中国石油西南油气田公司输气管理处 2.中国石油塔里木油田公司
在天然气长输管道停气换管作业中,常常会遇到因管道带磁而无法正常施焊的情况,既影响焊口质量,又耽误施工时间。为此,分析归纳总结出了导致管道焊口带磁的原因:①管道检测工艺的影响;②制管工艺的影响;③环境的影响;④管道安装过程的影响;⑤管内介质的影响。进而分析了管道焊口带磁对管道焊接的影响:根焊时会出现焊接电弧,产生磁偏吹,干扰电弧稳定性,容易产生焊接缺陷。最后从管道消磁的基本理论入手,结合管道消磁工作的实际经验,提出了5种管道消磁方法:①绕线组法;②采用专业消磁设备法;③升温法;④搭桥法;⑤清洗法。研究成果对类似情况有较好的指导作用。
天然气管道 停气换管作业 管道焊接 根焊 管道焊口带磁 管道消磁 电弧 磁偏吹
1 长输天然气管道焊口带磁的产生原因
导致长输天然气管道碰口作业焊口带磁的原因较复杂[1],根据对多个施工现场的调查分析,管道焊口带磁的主要原因如下:
1.1 管道检测工艺的影响
近年来,长输天然气管道加强了在役检测,广泛采用了数字化的智能清管器,与传统的“投球”清管后再进行无损检测作业相比,使用智能清管器具有开挖面积小、融清洁与诊断为一体的优势,但在实施智能清管作业过程中,受清管器发射的磁场波影响,管道带磁情况较为严重。智能清管器磁铁头(其示意图如图1所示)在清管作业过程中,由铁毛刷下端的磁铁块不断向管内壁发出磁场波,导致管道带磁。北方某公称直径1 016 mm的天然气输气管道受此影响,导致换管碰口施工中无法正常进行根焊作业。
1.2 制管工艺的影响
此种情况一般出现在大口径螺旋焊缝管道上,该类管道在出厂前对螺旋焊缝进行了无损探伤,采用磁粉渗透法对管道螺旋焊缝进行检测会使管道磁化,检测完毕后,虽然进行了退磁处理,但部分管材仍然会有微弱磁性存留下来。四川某公称直径813 mm长输天然气管道的施工现场,37根新螺旋焊缝钢管出现此类情况。
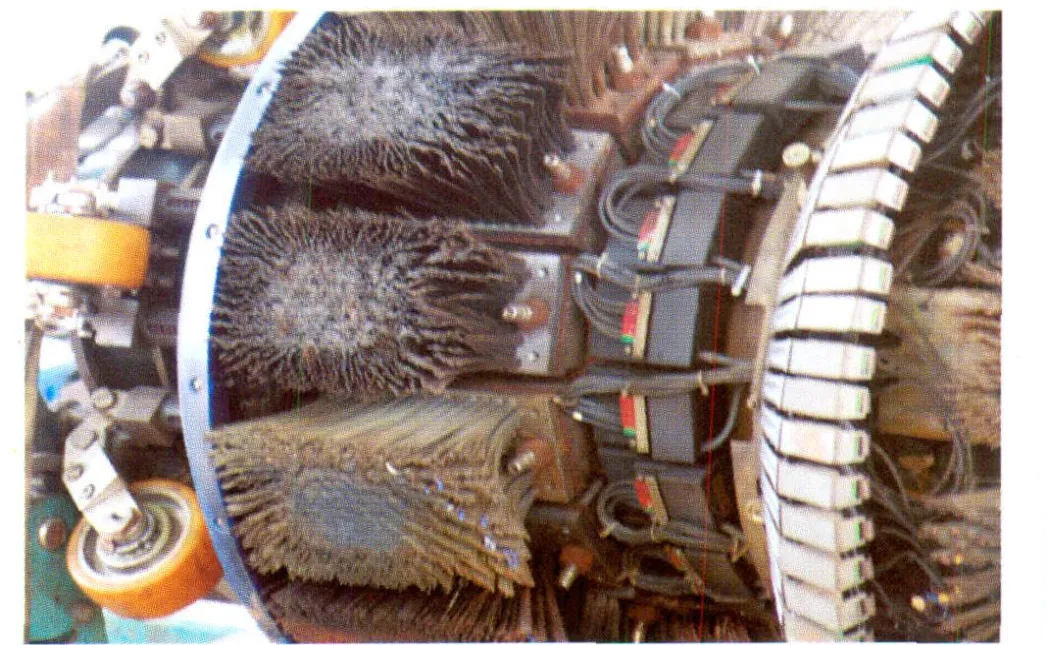
图1 智能清管器磁铁头照片
1.3 环境的影响
长输管道建设时,通常会在施工现场选择1处或多处地点存放管材。管材在堆放时间内,不可避免地受到地球磁场、电磁铁磁场和电机永久磁铁磁场等诸多因素的影响,在某些地区管材还会受到铁道、机场等环境的影响。如某站公称直径108 mm的旁通管道更换作业过程中,受附近机场环境的影响,更换管道三通进行根焊时,管道带磁,延长了施工周期。
1.4 管道安装过程的影响
管道安装时,要采用磨光机对管口进行打磨,强摩擦会引起坡口带磁;焊口采用中频加热处理时,其加热过程会导致管内充磁。在这些作业停止后,仍有残留磁性留在管口端面。如某管道改线碰口作业中,因长时间对管口进行打磨,导致顺气流11点钟方向根焊过程中出现焊口带磁情况。
1.5 管内介质的影响
长输天然气管道中通常会有铁锈粉,其中含有的四氧化三铁容易受地理磁场影响而磁化管道(如重庆气矿某输气干线);管内介质以湍流状流动、速度较快时,易导致涡流产生,而涡流会导致磁性产生;管内介质高速流动时,与管内壁会发生摩擦,生产的大量静电会导致产生磁场。
2 管道焊口带磁对焊接的影响
在长输天然气管道的换管碰口作业过程中,经常遇到管道焊口带磁现象,具体表现为:在根焊时,出现焊接电弧,产生磁偏吹,干扰电弧稳定性,容易产生焊接缺陷[2]。特别是采用氩弧焊进行根焊时,坡口边缘的强烈磁性会吸引焊丝,产生颤震或粘连,致使无法正常运条施焊,给根焊作业带来以下影响。
1)采用氩弧焊进行根焊时,呈现大量飞溅,声音异常(雷同于采用纤维素焊条根焊时的声音)。
2)根焊过程中,电弧严重产生偏吹[3],如采用氩弧焊丝,在坡口间隙中因磁场牵引会产生颤震和粘连现象,填充的熔池无法正常过度,使焊接过程异常困难甚至无法完成。
3)管道坡口两侧的母材不能很好或无法与填充熔池融合,焊缝很难或无法成型。
4)即使形成焊点或焊缝,焊点部分为蜂窝状,焊缝不成形,无法确保焊缝质量,直接影响到承压管道的安全使用[4]。
3 焊口带磁管道的消磁方法
目前,根据对现场带磁管道的测定结果,管道一般带磁量为89 Gs左右,极个别特殊地形条件和输送高含硫气质管道带磁量甚至达到500 Gs。为了保证焊接施工质量,缩短施工周期,提高管道安全运行系数,亟须解决长输天然气管道换管碰口过程中焊口带磁管道的根焊问题。
管道消磁的含义为:运用外部附加反磁场对管道本身磁场进行抑制,或将磁力线接通,当剩余磁场不足以影响到根焊时,便可进行焊接。通过对多个施工现场消磁方法的探索和总结,焊口带磁管道的消磁方法主要有以下5种:
3.1 绕线组法
用直流电焊机的手焊钳线在带磁管道上顺时针或反时针缠绕若干圈,缠绕匝数根据管道的磁场强弱决定,一般选用8~10圈为宜,其作业示意图如图2所示。绕线时如发现管口磁性变大,则需全部拆除,重新反向缠绕。

图2 绕线组法作业示意图
3.2 采用专业消磁设备
目前市场上有成型的消磁设备,虽然其工作原理与绕线法相近,但操作简单,输出电流可调节,可在设备上实现磁场极性转换,近年来也在施工作业中广泛使用。其工作原理是采用专业设备对带磁管端附加1个外部反向磁场,抑制原有磁场,使带磁管端剩余磁场低于10 Gs,从而满足焊接需求[5]。中国石油西南油气田公司输气管理处采用消磁仪,已成功消磁作业数百例。
3.3 升温法
焊口组对好以后,在带磁管道端面用氧—乙炔火焰进行加热升温至居里点(管道母材表面呈浅红色,温度约为800℃),以此降低管道磁性。但对强磁管道而言,需升温至改变其金相结构才能降低管道磁性,而改变管材的金相结构又与现行国家标准不符,因此,建议对弱磁管道使用该方法。成都市某小区管网碰口作业时,采用此种办法成功解决了碰口时焊口根焊带磁的问题。
3.4 搭桥法
由于管道坡口存在磁场,要求磁桥有足够的分磁面积,搭桥法要求在焊口处对称均匀点焊8~10点(2点之间距离为100 mm左右),每1焊点长度约为25 mm,熔池深度不宜超过管道壁厚的1/3(从外壁向内壁算,如果熔池过深,则有可能被磁性吸附至管口内壁上),从而有效地使大部分磁力线通过桥面流通,降低焊口处的磁性强度。
3.5 清洗法
对于弱磁管道而言,可采用丙酮清洗,将渗透于金格间的四氧化三铁清洗干净。点焊时,用手锤敲击管口外壁,扰乱磁力线,也可与搭桥法配合使用,引通磁力线。
4 结束语
近年来,由于数字化智能清管系统的广泛使用,管道智能检测作业较频繁,长输天然气管道碰口作业时焊口带磁强度有上升趋势,采用单一消磁办法已不能满足换管、碰口作业实施根焊的需求,因此,建议从焊接工艺上寻求解决办法。
[1]侯贤忠.9%Ni钢焊接中的磁偏吹及其防止[J].焊接学报. 1985,6(4):137-141.
[2]徐初雄.焊接工艺500问[M].北京:机械工业出版社, 1997.
[3]许贵芝.俄罗斯管道焊接前的现代消磁方法[J].焊管, 2002,25(5):57-62.
[4]王建勋.焊接电弧磁偏吹问题的理论解释及解决办法[J].电焊机,2003,33(6):46-47.
[5]曹萱龄.物理学[M].北京:高等教育出版社,1984.
Reasons for the occurrence of magnetic field on pipeline cratersand the relavant demagnetization methods
Cui Jia1,Huang Wenjun1,Yang Anyi1,Zhang Zhen1,M a Xiaohong2
(1.N atural Gas Transm ission A dm inistration,Southw est Oil&Gasfield Com pany,PetroChina,Chengdu, Sichuan 610213,China;2.Tarim Oilf ield Com pany,PetroChina,U rumqi,X injiang 835000,China)
NATUR.GAS IND.VOLUM E 31,ISSUE 7,pp.74-76,7/25/2011.(ISSN 1000-0976;In Chinese)
During the pipe disp lacement work w ith the cut-off of gas supp ly in long-distance gas pipelines,welding operation can not be no rmally performed due to the occurrence of themagnetic field on the pipe,w hich affects notonly the crater quality,but also the construction schedule.This paper first p resents themain reasons fo r themagnetic field on the pipe from the follow ing aspects:pipeline detection technique,pipeline manufacturing p rocess,environment,pipeline installation p rocedures,and inside medium.Then, this paper analyzes how themagnetic field on the craters affects the welding operation on the pipe.In such a case,a welding arc appears first at roo t welding,afterwards themagnetic blow occurs,having bad effects on the stability of arc,w hich w ill thus result in welding defects.In the end,this paper puts fo rward fivemethods fo r the pipe demagnetization based on the basic demagnetizing theories and p ractical experiences,including w inding,adop ting specialized facilities for demagnetization,heating-up,bridging,and cleansing.
natural gas pipeline,gas cut-off for pipeline rep lacement,pipeline welding,root welding,crater w ith magnetic field,electric arc,magnetic blow
崔嘉等.长输天然气管道焊口带磁的产生原因及消磁方法.天然气工业,2011,31(7):74-76.
DO I:10.3787/j.issn.1000-0976.2011.07.018
崔嘉,1980年生,本科;主要从事管道的抢险、维修、消磁和补强工作。地址:(610213)四川省成都市华阳华府大道中段595号成都管道抢险维修中心。电话:13668201237。E-mail:cuijia510@163.com
(修改回稿日期 2011-05-04 编辑 何 明)
DO I:10.3787/j.issn.1000-0976.2011.07.018
Cui Jia,born in 1980,ismainly engaged in pipeline emergency response,maintenance,demagnetization and reinfo rcement.
Add:Chengdu Pipeline Emergency and Maintenance Center,No.595,M iddle Huafu Avenue,Huayang,Chengdu,Sichuan 610213, P.R.China
Mobile:+86-13668201237 E-mail:cuijia510@163.com
