垃圾焚烧发电厂渗沥液处理优化组合工艺
2011-12-11徐宝国陈金强
李 静,徐宝国,陈金强
我国城市生活垃圾由于含水量高,入炉焚烧前在贮坑内堆放后,会发酵产生大量渗沥液。在现有技术中,渗沥液的处理方式主要有两大类:一类是将渗沥液经一定的预处理后直接排入城市污水处理厂进行合并处理;另一类是对渗沥液进行单独处理。采用合并处理方法时需通过管道将渗沥液输送到污水处理厂,运输成本高,经济上不合理,而且会对市政污水处理系统造成冲击。对渗沥液进行单独处理的工艺方法有多种形式,但在处理效率、效果、投资成本等方面还不甚理想。因此,研发新型高效垃圾渗沥液处理技术尤为重要。
1 渗沥液来源及特性
1.1 来源
垃圾焚烧厂渗沥液主要是指垃圾在贮坑内堆放过程中受挤压作用排出的水分及垃圾中有机组分在贮坑内经厌氧发酵而生成的水分所组成的一种组分复杂的高浓度有机废水。此外,由于垃圾在运输过程中常常遭受雨水的淋浴、冲刷导致垃圾被倾倒入垃圾贮坑时会带入大量雨水,由此构成了焚烧厂渗沥液的另一个来源。
1.2 特征
垃圾渗沥液的主要成分是有机物、氨氮和重金属等,高浓度的垃圾沥液主要在酸性发酵阶段产生,其种类浓度与垃圾类型、组分、发酵时间密切相关。
(1)水质复杂,危害性大
垃圾渗沥液中有93种有机化合物,其中22种被列入我国和美国EPA环境优先控制污染物的黑名单。此外渗沥液中还含有10多种重金属和氨氮等,水质成分十分复杂。
(2) CODcr和BOD5浓度高
CODcr可达 90000mg/l,BOD5可达 38000mg/l,和城市污水相比浓度极高。
(3) 金属含量高
渗沥液中含有10多种金属离子,其中Fe含量2 050 mg/l,Pb 含量 12.3 mg/l,Zn 含量 370 mg/l,K和Na含量2 500 mg/l,Ca甚至高达4 300 mg/l。
(4) 可生化性差
垃圾渗沥液中BOD5/TP>300,与生化处理中微生物所需磷元素相差较大,营养元素比例严重失调。
(5)氨氮含量高、含盐量高。
(6)色度深,有恶臭。
2 常用处理方法比较
2.1 回喷法
即将渗沥液回喷入焚烧炉进行高温氧化的处理方法。
回喷法适合于渗沥液产量少、垃圾热值高的场合,如用于处理热值较低的垃圾会造成焚烧炉炉膛温度过低、甚至熄火的状况。中国垃圾由于含水率太高,渗沥液产量大,回喷法并不适用。
2.2 生物处理法
(1)好氧生物处理技术
好氧处理主要有活性污泥法、生物膜法、间歇式活性污泥法(SBR)、循环活性污泥工艺(CASS)和好氧稳定塘等。
①活性污泥法 是目前污水处理中最常使用的方法,它对水的净化作用主要通过微生物的代谢和活性污泥的吸附、絮凝沉淀来完成。
②生物膜法 是指废水流过生长在固定支承物表面上的生物膜,利用生物氧化作用和各相间的物质交换降解废水中有机污染物的方法。与活性污泥法相比,生物膜法对水量、水质要求低,能生长世代时间较长的硝化菌等微生物。
(2)厌氧生物处理技术
厌氧处理包括上流式厌氧滤池(AF)、上流式厌氧流污泥床反应器(UASB)、厌氧复合床反应器(UASBF)、厌氧折流板反应器(ABR)及厌氧稳定塘等等。
厌氧生物处理技术近年来发展很快。研究表明厌氧系统产生的气体可以满足系统的能量需要,若将这部分能量合理利用,既能够保证厌氧工艺有稳定的处理效果,还能降低处理费用,是很有前途的处理工艺。特别是UASB工艺,由于负荷率大幅提高,停留时间缩短,是一种优选的生物预处理工艺。
尽管厌氧处理反应速率较慢,但因可以承受较高的有机负荷,所以当污水中有机物浓度较高(BOD>2 000 mg/l)时常采用厌氧生物处理技术[2]。
(3)厌氧与好氧结合处理
鉴于单独采用好氧处理法或厌氧处理法并不能使出水水质达到国家排放标准。因此通常将上述2种方法结合使用,即先通过厌氧法降低渗沥液中BOD和COD浓度再通过好氧法使出水达标。常用的组合有:UASB—生物接触氧化组合工艺;厌氧消化—水解酸化—SBR组合工艺;UASBF—SBR组合工艺,UASB—A2/O组合工艺[2]。
2.3 物化处理法
渗沥液的物化处理法包括絮凝沉淀、化学氧化、湿式氧化、气提、蒸发、中和沉淀、活性炭吸附、膜分离法、光催化氧化法和电化学法等多种方法。物化法作为生物处理的后续保证工艺,可对污水进行消毒,并进一步去除悬浮物和可吸附有机物,确保出水水质达到设计要求;作为预处理技术可降低CODcr、BOD5,除去大部分NH3-N、重金属离子、SS等污染物,提高BOD5/CODcr以改善渗沥液的可生化性,减少重金属离子和NH3-N对微生物活动的抑制作用。
与生物法相比,物化法不受水质水量的影响,出水水质比较稳定,尤其是对BOD5/CODcr较低(0.07~0.20),难以用生物法处理的垃圾渗沥液,有较好的处理效果[2]。
3 垃圾焚烧发电厂渗沥液处理工艺
鉴于垃圾渗沥液水质的复杂性,在实践中应充分发挥物化法和生物法各自的优势,采用物化和生物联合的方法对渗沥液进行处理。为此,本文结合垃圾焚烧厂渗沥液自身特点以及社会、经济和环境等综合因素,提出一种将斜板沉淀、水解酸化、SBR、混凝沉淀及消毒杀菌技术相结合的垃圾焚烧厂渗沥液处理新工艺。
3.1 设计流量
本工艺所涉及垃圾焚烧厂规模为2 000 t/d,垃圾含水率选定为50%,根据估算,将渗沥液产生量设定为400 t/d,以保证垃圾含水率过大时,污水处理系统也能正常运行。
3.2 进水水质
本次设计目标为渗沥液处理后达到中水回用的水质标准(见表1),使处理后的中水能够用于洗车、灰渣池冷却水、冲洗垃圾卸料平台等焚烧厂内部用水,实现焚烧厂内部水的循环利用。
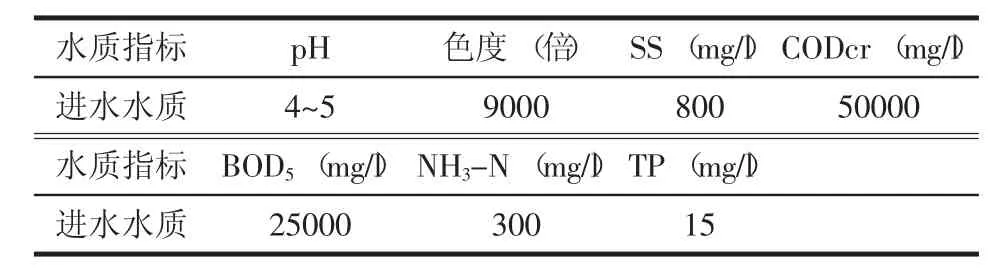
表1 进水水质指标
3.3 工艺流程
该垃圾焚烧厂渗沥液处理工艺需经过7个处理步骤(见图1)。
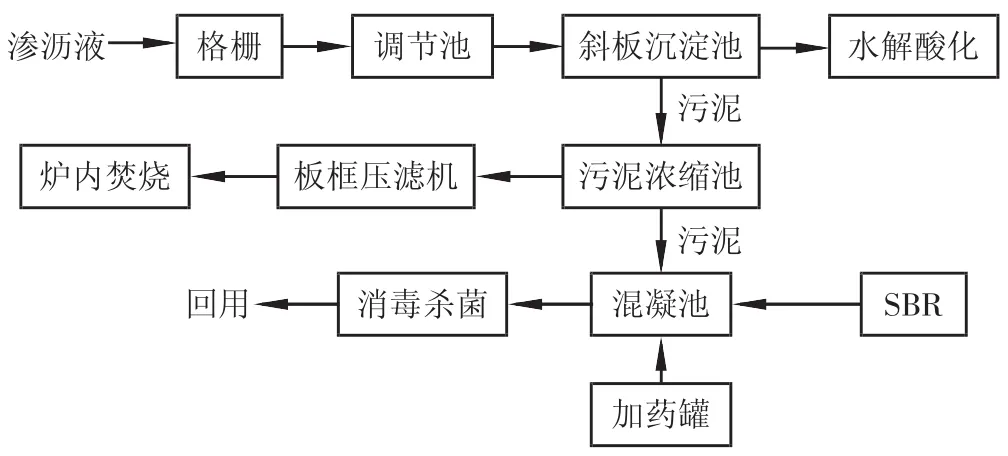
图1 垃圾焚烧厂渗沥液处理工艺流程图
(1)渗沥液先用格栅筛滤,去除渗沥液中粗大的悬浮物和杂物。
(2)将过滤后的渗沥液送入调节池,在调节池内对渗沥液进行调节水质的搅拌处理,有效水力停留时间为12天,通过计量泵控制出水水量。
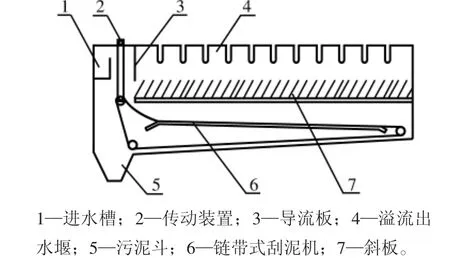
图2 斜板沉淀池结构示意图
(3) 调节池出水进入斜板沉淀池(见图2),斜板沉淀池水力停留时间为60~180 min,污泥停留时间为12~14 h,除去渗沥液中易沉降的有机物和无机物杂质,使出水指标达到:CODcr<15 000 mg/l,BOD5<8 000 mg/l。
(4)将经过斜板沉淀的渗滤液送入折板式水解酸化池(见图3),渗滤液从水解酸化池的一侧进入,在水解酸化池内反应3~5 h,增加挥发性脂肪酸VFA、SCODcr、SBOD5含量,从另一侧排出。
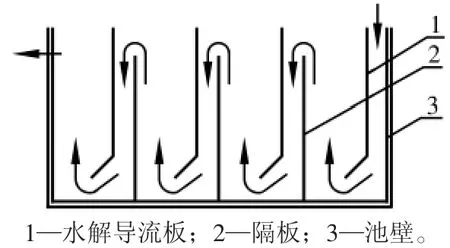
图3 折板式水解酸化池结构示意图
(5)将经水解酸化的渗滤液分批送入SBR反应池,然后按反应、沉淀,处理水(上清液)顺序进行分批处理。处理包括五个阶段,分别为进水期、反应期、沉淀期、排水排泥期和闲置期。其中进水期为1~4 h,反应期为4~8 h,沉淀期为2~4 h,排水排泥期和闲置期依据进水量和工况设定,使出水中的 CODcr≤300 mg/l,BOD5≤150 mg/l,NH3-N≤50 mg/l。
(6)将经过SBR反应池的渗滤液送入混凝池,按每升渗滤液投放聚合氯化铝铁PAF()C 200 mg/l、硫酸铝A()
S 500 mg/l,投放混凝剂,混凝处理20~40 min,再经过 2~4 h的沉淀,使出水中的CODcr≤50 mg/l、BOD5≤20 mg/l、NH3-N≤30 mg/l、TP≤1 mg/l、SS≤10 mg/l。
(7)混凝池澄清后的出水经过消毒杀菌后循环利用。
3.4 环境效益
采用上述处理工艺处理后的渗沥液,各项出水指标能够达到《城市污水再生利用工业用水水质》(GB/T 19923-2005)中冷却用水水质要求,可补充到垃圾焚烧发电厂循环冷却水系统中回用。
渗沥液中主要污染物一年的消减量为:

4 结语
采用本文所述工艺方法对垃圾焚烧厂渗沥液进行处理后,出水效果良好,各项污染物指标值均大大降低,经处理后的中水直接用于垃圾焚烧厂灰渣冷却、洗车、冲洗卸料平台等,实现焚烧厂水的循环利用目标。
[1]垃圾焚烧厂渗沥液处理技术的研究下载,刘晋、蒋岚岚.来自:环境工程,2010-09-30.
[2]城市垃圾填埋场渗沥液处理技术下载,张、王新艳、曹巍、于润.来自:环境卫生工程,2007-04-15.
[3]垃圾渗滤液的处理技术及其研究方向下载,付智娟、刘亚敏、孙桂琴,来自:江西化工,2005-12-30.
