软支撑平衡机在刚性接轴动平衡试验上的应用
2011-12-11王景龙
王景龙
众所周知,任何转子在围绕其轴线旋转时,由于相对于轴线的质量分布不均匀而会产生离心力。这种不平衡离心力作用在转子轴承上会引起振动,产生噪声和加速轴承磨损,严重影响产品的性能和寿命。因此,电机转子、机床主轴、内燃机曲轴、汽轮机转子,轧机高速接轴等旋转零部件在制造过程中,都需要经过平衡试验校正后才能平稳正常地运转。
1 动平衡原理及动平衡机分类
平衡机是测量旋转物体 (转子)不平衡量大小和位置的机器。根据平衡机测出的数据对转子的不平衡量进行校正,可改善转子相对于轴线的质量分布,使转子旋转时产生的振动或作用于轴承上的振动力减少到允许的范围之内。因此,平衡机是减小振动、改善性能和提高质量必不可少的设备。
平衡机的种类有很多,按其机械振动系统的工作状态不外乎两大类(共振型平衡机除外):软支撑平衡机和硬支承平衡机。软支撑平衡机是指平衡转速高于转子—支承系统固有频率的平衡机,如果平衡转速表示为ω,固有频率为ωn,则通常取ω>3ωn。而硬支承平衡机是指平衡转速低于转子—支承系统固有频率的平衡机,通常取ω<0.3ωn。
2 问题的提出
棒线材鼓形齿式接轴(见图1)是钢厂高速线材、棒材轧机所需的主传动配套件,该鼓形齿接轴传递转矩大、转速高,能够承受比十字轴式万向联轴器更高冲击载荷,安全可靠,可实现大伸缩行程,伸缩量200~1 000 mm。由于花键轴可伸入到减速器输出轴轴孔内,缩短了分配箱与轧机的间距,节省空间;由于所有零件均为回转件,动平衡精度要求高,接轴装配件动平衡精度要求控制在G6.3。因此,该接轴在精加工完成后,其中的1,2,3,4部件必须组装做动平衡试验(见图2)。
在机械旋转部件中,称具有固定旋转轴的部件为转子。在旋转的转子上,所有质量单元产生的惯性力都将使转子变形并使转子挠曲,而如果转子是完全刚性件,则不会产生变形。但实际上真正做到完全刚性的转子并不存在,所以通常所说的刚性转子是指在运转速度范围内产生的变形可以忽略不计的转子,而由于惯性力的影响,其弹性变形已无法忽视的转子则被称为挠性转子。由于该组装件是刚性转子,所以必须上硬支撑平衡机做动平衡试验(见图 3)。

图1 棒线材鼓形齿式接轴

图2 需做动平衡试验的鼓形齿式接轴部分组装件
但是大多数中小型企业由于受设备投资成本限制,通常只有软支撑平衡机,而无硬支撑平衡机,以往只有委托有此类设备的企业做动平衡试验,这样就无形中增加了企业生产成本并会耽误交货周期。
3 解决方案及机构设计原理

图3 硬支撑平衡机为该接轴部分组装件做动平衡试验示意图
针对上述问题,开发出一种结构简单,使用安全方便的专用机构,以实现在软支撑平衡机上为高速棒线材轧机鼓形齿式接轴部分组装件做动平衡试验是非常必要的(见图4)。
3.1 设计原理
(1) 由于刚性转子的平衡一般在低转速下进行,可以不考虑转子的挠度影响,而挠性转子往往工作在一阶甚至二、三阶弯曲临界转速之上,所以必须考虑转子的挠度影响。因此在该装置联接套半圆凹槽中心与外齿轴套 (需做动平衡部件之一)的齿槽中心之间嵌入圆柱销,由于外齿轴套部件齿部为鼓形齿,所以,圆柱销与该机构联接套和外齿轴套的接触为点接触,轴线方向可以产生偏转角。这样就解决了刚性转子不能上软支撑平衡机做动平衡的理论问题。
(2)对刚性转子的平衡而言,一般取两个校正面和一个平衡转速即能达到平衡目的。但对挠性转子,如只选一个平衡转速却难以保证在整个转速范围之内都达到平衡,为此,必须多选择几个平衡转速。在利用该机构做动平衡试验时,至少应选用3种转速。
3.2 机构组成及主要零部件设计
本机构含有以下主要零部件:联接盘、压盖、联接套、圆柱销。
(1) 连接盘设计 材料采用45#钢,调质241~286HB后精加工完成,其内孔与软支撑平衡机主动轴应采用基孔制H8/h7配合。
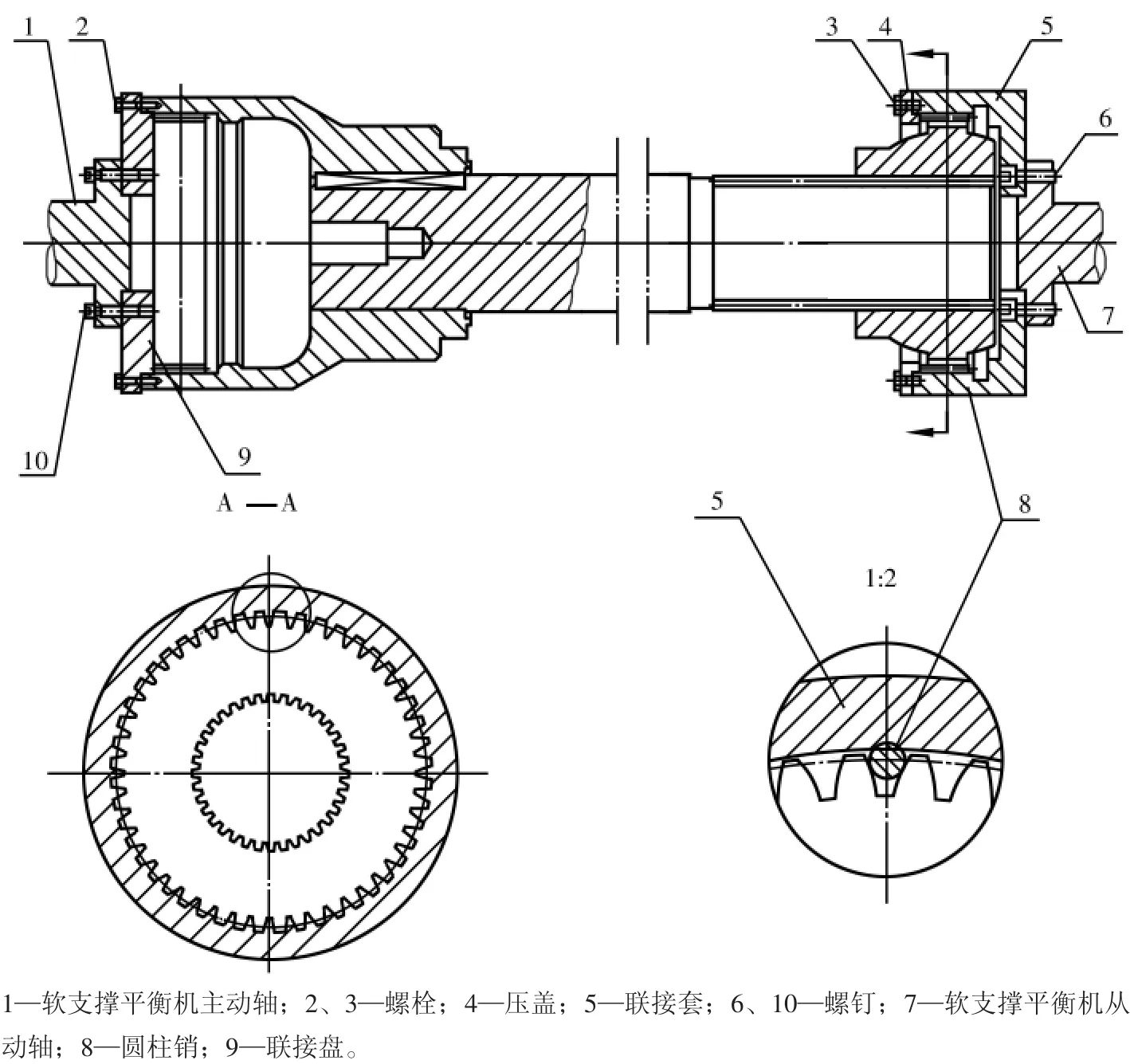
图4 软支撑平衡机为该接轴部分组装件做动平衡试验示意图
(2) 压盖设计 材料采用45#钢,调质241~286HB后精加工完成,螺栓孔在数控机床上加工,以保证其精度(IT9级公差) 和位置度(0.10 mm),消除对动平衡精度的影响。
(3) 联接套设计 材料采用42CrMo,调质269~302HB后精加工,与压盖相连接盲孔螺孔也应在数控机床上加工,以保证其精度和位置度。联接套的半圆销孔个数应为3或4的倍数,一般将半圆销孔设计为3个、4个,或者6个、8个,且在分布圆(分布圆尺寸和图1中外齿轴套4外齿分度圆尺寸相同)上均匀分布,在加工半圆销孔时应严格保证精度和位置度公差。联接套精加工完成后需进行整体离子氮化处理,使硬度达493~589 HV,提高其耐磨性。
(4)圆柱销设计 因为使用次数频繁,为保证圆柱销尺寸的稳定性,其材料采用GCr15。为保证动平衡试验精度,其外圆与联接套半圆销孔采用基孔制H7/h6配合。
3.3 机构工作原理
在图3左端,先用螺栓将联接盘与该组装件相连接,再通过螺钉与软支撑平衡机主动轴相连接,并紧固为一体;然后,确定软支撑平衡机主动轴端面与从动轴端面之间距离,在右端用螺钉将联接套与从动轴相连接,并将试验组件右端装入联接套,联接套半圆凹槽中心与外齿轴套 (需做动平衡部件之一)的齿槽中心对正,嵌入圆柱销,最后,通过螺栓将压盖装入联接套中,防止外齿轴套 (需做动平衡部件之一)在动平衡试验过程中轴向窜动。组装好整套试验机构,设定相关参数,启动软支撑平衡机。最终的试验结果达到动平衡G6.3精度要求。
4 结语
实践证明,该机构制造容易,可操作性强,使用安全可靠并且试验结果也达到了动平衡精度要求,实现了在软支撑平衡机上为高速棒线材轧机鼓形齿式接轴部分组装件做动平衡试验的目的。该机构结构简单,成本低廉,能为中小型企业节省购置设备费用,降低产品加工成本,提高设备利用率和生产效益,值得推广。
