钢轨打磨列车分动箱传动轴电子束焊接工艺研究
2011-11-27李武勇钱兆勇
李武勇,钱兆勇
(北京二七轨道交通装备有限责任公司,北京100072)
GMC96型钢轨打磨列车是打磨头数最多、作业效率最高的大型养路机械,具有广阔的市场前景。低恒速液压传动系统是该车的核心部件之一。该系统包括分动箱、液压泵、液压马达、减速箱等,其中分动箱为液压系统提供动力。液压系统泵和马达接口全部为DIN5480的花键,与之相对应的传动轴大部分是盲孔内花键结构,这种结构多采用插齿加工。由于分动箱传动轴长度超出了国内大部分插齿机的行程,加工困难。如果引进新设备,耗资大,加工周期长,无法满足装车要求。如果采用剖分—插齿—焊接的加工方案,可以在不增加设备投入的前提下,充分利用现有资源,完成零件加工。然而,这个工艺流程的瓶颈为焊接工序。传统焊接深度浅,强度低,变形大,易产生冶金缺陷,无法满足作为传动轴的强度及安全性要求。而电子束焊接具有明显的优势,因此提出采用电子束焊接,并进行焊接工艺研究。
电子束焊接是一种高能束焊接方法,其特点主要表现在以下方面[1-2]:
(1)由于其能量密度极高一般可达106~109W/cm2,是普通电弧焊和氩弧焊的100~10万倍。焊接速度大,热影响区和焊接变形极小,可作为最后加工工序或仅留精加工余量。
(2)可实现焊缝深而窄的焊接,深宽比大于10∶1。而一般焊接焊缝的深宽比约为1∶1.5。因此,适用于大焊透深度、高强度的焊接场合。
(3)可控性好。电子束焊接参数(电压、电流及焊接速度等)能够被精确控制,焊接时参数的重复性及稳定性好,能确保焊件的焊接质量。
(4)可用于不加填充焊丝的对接、角接、T形接等多种定位精度要求高的焊接场合。
(5)因电子束焊焦点小而能量集中,对组焊件配合处的机械加工精度及装配质量有严格要求,对接焊缝的两边缘要求平整、贴紧,一般不留间隙。
(6)焊缝强度高,可将难于整体加工的零件分解为容易加工的几部分,再用电子束焊的方法将其焊成整体,使复杂工序变得简单。
针对电子束焊接的诸多优点,采用该工艺进行焊接,是最优方法。
1 需要解决的问题
传动轴结构如图1所示,进行焊接工艺开发需要解决以下问题。
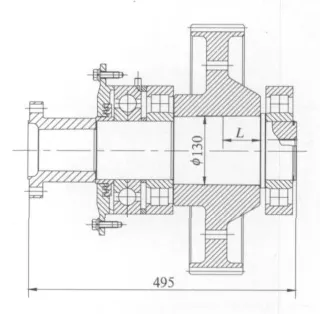
图1 分动箱传动轴及其安装
(1)剖分位置选择
剖分位置的选择要考虑焊缝承载、加工和组焊方便。综合考虑传动轴结构,选择与齿轮轮箍配合的φ130轴颈进行剖分有利于组焊定位和焊缝承载。同时,考虑到剖分后内花键加工方便,确定剖分位置距离轴肩L为50mm。
(2)剖分结构设计
为了保证剖分结构的装配精度及减少焊接变形,必须设计合理的剖分式结构。
(3)电子束焊接工艺开发
研究针对该类零件的电子束焊接工艺是决定焊接质量的关键。电子束焊接工艺包括预处理、预热、后处理及焊接过程参数控制。
2 剖分结构设计
传动轴剖分成两部分轴1和轴2,通过φ56轴孔配合定位,保证同轴度,通过均布的两个定位销增加连接刚度,防止转动。轴2为通孔结构,便于内花键加工。为了便于装配,销孔采用钻模板加工,定位销开通气槽。
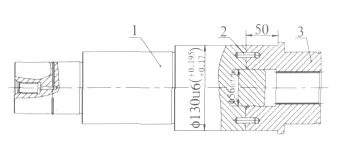
图2 传动轴剖分结构
3 电子束焊接工艺研究
采用有色金属研究院THDW-12型12kW电子束焊机进行工艺试验。经过几轮试验,最终得到无裂纹及气孔缺陷的焊缝,采用焊接工艺参数(表1)加工的传动轴见图3。经检测经过电子束焊接的轴最大径向跳动为0.13mm。
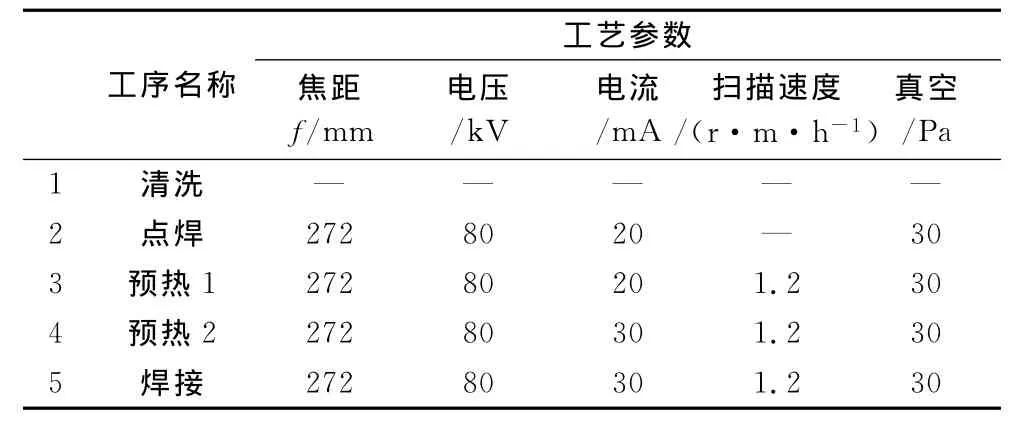
表1 优化的电子束焊接工艺参数
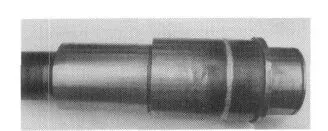
图3 电子束焊接的传动轴
4 后续加工
电子束焊接能量密度高,热影响区小,变形小,不破坏原强化层,不需要后续热处理。经过探伤检测后,进行后续精加工(图4)。
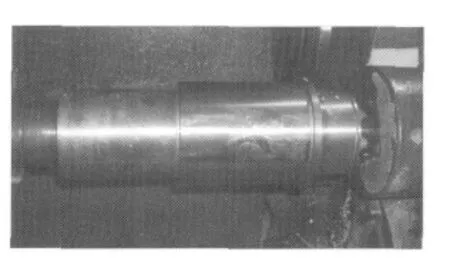
图4 磨床加工中的传动轴
5 轴类电子束焊接工艺流程
通过对焊接工艺过程的跟踪和质量控制,内花键轴类零件电子束焊接可按照以下工艺流程加工。
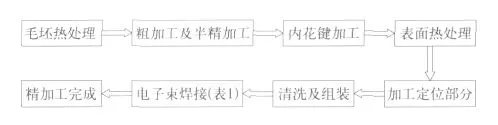
图5 加工工艺流程
6 效益分析
采用该工艺生产的传动轴已经成功装车,并经过了台架试验及两年的运用考核。
由于钢轨打磨列车等大型养路机械批量小、种类多,采用该工艺加工具有很大的灵活性,可保证加工周期和加工质量,同时可节约工装卡具的费用。采用此工艺每根轴电子束焊接费用几百元,如果引进新设备自行加工,需要投入机床采购费用近百万元。
高能电子束焊接工艺焊接时间短、生产效率高、成本低、焊接强度高、焊后变形量小,为某些因结构特殊而无法整体加工或者整体加工成本昂贵的零件提供了一种可靠而经济的解决方案。
7 结束语
本文研究了钢轨打磨列车分动箱传动轴的电子束焊接工艺,并成功实施,经过台架试验及两年的运用考核。得出了电子束焊接的焊接参数及工艺流程。该工艺质量可靠、成本低,可应对品种繁多的大型养路机械产品。同时,为该工艺在机车车辆领域的广泛应用进行了一定的探索。
[1]中国机械工业学会编.焊接手册,第2卷,材料的焊接[M].北京:机械工业出版社,2001.
[2]张应力.新编焊工实用手册[M].北京:金盾出版社,2004.
