中温高磷化学镀镍复合配位剂的研究
2011-11-22曾振欧王勇张晓明赵国鹏
曾振欧,王勇,张晓明,赵国鹏
(1.华南理工大学化学与化工学院,广东 广州 510642;2.广州市二轻工业科学技术研究所,广东 广州 510170)
【化学镀】
中温高磷化学镀镍复合配位剂的研究
曾振欧1,*,王勇1,张晓明2,赵国鹏2
(1.华南理工大学化学与化工学院,广东 广州 510642;2.广州市二轻工业科学技术研究所,广东 广州 510170)
在中温(75 °C)下以乳酸为主配位剂进行化学镀镍,研究了不同辅助配位剂的浓度对沉积速率和镀层磷含量的影响。对配位剂进行正交复配试验,得到最优组合为:乳酸 10 mL/L,柠檬酸0.03 mol/L,DL-苹果酸0.06 mol/L,丙二酸0.05 mol/L。采用最优组合复合配位剂时,镀液稳定性好,在中温条件下的沉积速率为5.66 μm/h,镀层中磷的质量分数为11.78%,外观光亮细致,结合力良好,孔隙率低于0.24个/cm2,耐硝酸点蚀的时间超过180 s,耐中性盐雾96 h以上,镀层综合性能优良。
化学镀镍;中温;高磷;乳酸;复合配位剂
1 前言
由于具有优良的耐腐蚀、抗磨损、磁屏蔽、可焊接等性能,化学镀镍被广泛应用于航空、航天、电子、机械、石油化工等领域[1-2]。常规化学镀镍通常是在pH为4.5 ~ 5.0、85 ~ 95 °C下进行,不仅操作温度高、能耗大,而且存在镀液大量蒸发、还原剂利用率下降以及使某些塑料基材发生变形等一系列问题[3]。因此,开发中、低温化学镀镍工艺有着重要的实际意义[3-4]。
温度是影响化学镀镍沉积速率的重要因素,如何在相对较低的温度下保证一定的化学镀镍沉积速率是关键。另外,进行中、低温高磷化学镀镍还存在沉积速率与镀层磷含量之间的矛盾,即如何在较快的沉积速率下保证镀层的高磷含量的问题。解决这些矛盾的关键在于选择合适的配位剂并进行合理的搭配,降低反应表观活化能,从而提高沉积速率[5]。
乳酸是一种兼配位剂、加速剂和缓冲剂于一身的有机添加剂,与Ni2+形成的配离子的稳定性适当(pK = 2.5),沉积速率快、价格低,是酸性条件下化学镀镍常用的配位剂。本文以乳酸为主配位剂,研究了柠檬酸、DL-苹果酸、丙二酸、EDTA、甘氨酸和丁二酸等辅助配位剂的复配对化学镀镍沉积速率和镀层磷含量的影响。
2 实验
2. 1 实验材料及流程
以镀锌铁片为基材,试样尺寸为50 mm × 25 mm × 0.5 mm。实验中所用的药品均为化学纯,所用水为去离子水。
工艺流程为:镀锌铁片─50%(体积分数)的盐酸褪锌皮─棉布擦洗─纯水洗─5%(质量分数)H2SO4活化─纯水洗─化学镀镍─吹干─性能测试。
2. 2 镀液组成和工艺条件

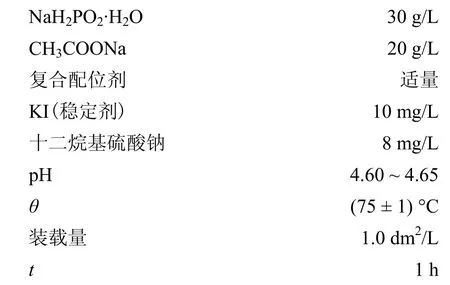
2. 3 性能测试
2. 3. 1 沉积速率
沉积速率按公式v = δ/t计算。其中δ为镀层厚度(μm),用德国Fischer公司的XDL-XYmz型X–荧光测厚仪测得;t为施镀时间(h)。
2. 3. 2 磷含量
镀层磷含量用Thermo Scientific的ARL QUANT’X能量色散X荧光光谱仪(EDXRF)测得。
2. 3. 3 孔隙率
孔隙率测试采用蓝点法:室温下,将滤纸浸泡于由10 g/L K3Fe(CN)6和20 g/L NaCl组成的溶液中,随后取出贴于试样表面,10 min后计算单位面积滤纸上的蓝褐色斑点数(个/cm2)。
2. 3. 4 镀液稳定性
参照PdCl2加速试验法[7],取化学镀镍液50 mL于100 mL试管中,浸入(75 ± 1) °C的恒温水浴,在搅拌下加入100 mg/L的PdCl2溶液1 mL,记录镀液变黑或出现混浊的时间。
2. 3. 5 结合力
按照GB/T 5270–2005《金属基体上的金属覆盖层电沉积和化学沉积层 附着强度试验方法评述》中的热震试验法对镀层的结合力进行评价。将Ni–P镀层厚度为20 μm以上的试件置于烘箱中加热至300 °C,1 h后取出,并立即投入室温的水中骤冷,观察镀层是否发生起皮、鼓泡或脱落等不良现象。
2. 3. 6 耐蚀性
分别采用耐硝酸试验法和中性盐雾试验法研究镀层耐蚀性。
(1) 耐硝酸试验:将Ni–P镀层试件的一半浸入质量分数为 68%的浓硝酸中,另一半暴露于空气中,记录试样表面出现第一个变色点的时间。
(2) 中性盐雾试验:在AHL-120-NS型盐雾箱(台湾全壹检测设备有限公司)中进行,试验时间4 h,根据GB/T 6461–2002《金属基体上金属和其他无机覆盖层 经腐蚀试验后的试样和试件的评级》对试片耐中性盐雾性能进行评级。
3 结果与讨论
3. 1 辅助配位剂对沉积速率和镀层磷含量的影响
使用单一配位剂也能满足一些化学镀镍的工艺要求,但单一配位剂一般很难获得理想的效果。使用稳定性较差的配位剂时,沉积速率较快,但镀层性能不佳;使用稳定性好的配位剂则沉积速率较慢,但镀层性能相对较好。使用复合配位剂可以综合不同配位剂的配位能力与缓冲能力,从而在较高的沉积速率下获得性能优良的镍磷镀层[7]。
乳酸的配位体有2个氧原子,配位基为2个─OH,pK(稳定常数)为2.5,螯合物多元环数为5。化学镀镍以乳酸为单一配位剂时,沉积速率较快,但镀层磷含量较低、镀层表面较粗糙、镀液使用寿命短。因此,本文以10 mL/L的乳酸为主配位剂,分别以柠檬酸、DL-苹果酸、丙二酸、EDTA、甘氨酸和丁二酸为辅助配位剂,研究了不同辅助配位剂的浓度对化学镀镍沉积速率和镀层磷含量的影响,结果如图1所示。

图1 辅助配位剂对沉积速率和镀层磷含量的影响Figure 1 Effects of different auxiliary complexing agents on deposition rate and phosphorus content of coating
由图1可知,随着柠檬酸、EDTA浓度的增大,沉积速率下降,镀层磷含量升高,两者浓度的微小变化都会引起沉积速率和镀层磷含量较大幅度的变化。随着 DL-苹果酸浓度的增大,沉积速率下降,镀层磷含量升高,但变化趋势都较平缓。增大丙二酸的浓度,沉积速率和镀层磷含量变化不大。增大丁二酸浓度,沉积速率呈先升后降(但比未加时快)的趋势,镀层磷含量下降;因此,在一定浓度范围内,丁二酸可作化学镀Ni–P的促进剂。随着甘氨酸浓度的增大,沉积速率和镀层磷含量均呈先增后减的趋势。
镍离子配合物的稳定性受诸多因素影响,如能否形成螯合物、螯合环大小、配位原子稳定性以及空间位阻效应等[8]。因此,辅助配位剂的种类和含量对镍离子配合物的稳定性有一定影响,从而影响化学镀镍的沉积速率和镀层磷含量。当配位剂(如柠檬酸、DL-苹果酸和EDTA)与镍离子形成含有五元环和六元环的鳌合物结构,并以羧基作为配位基时,配合物非常稳定[9]。表 1是辅助配位剂与镍离子配位的相关参数及不同浓度配位剂时的平均沉积速率和镀层平均磷含量。
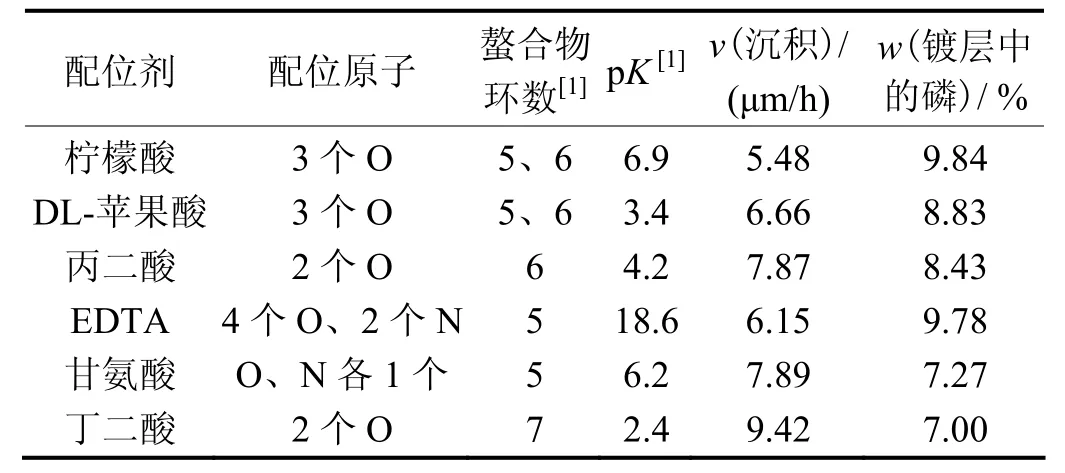
表1 辅助配位剂与镍离子配位的参数及其对镀速和镀层磷含量的影响Table 1 Parameters of auxiliary complexing agents coordinating with nickel ion and their effects on deposition rate and phosphorus content of coating
丙二酸、丁二酸均能与镍离子形成鳌合物,并以羧基作配位基,但形成的螯合物不是稳定的五元环,而是不稳定的六元环和七元环,因而不够稳定。甘氨酸能与镍离子形成五元环螯合物,但2个配位原子中,氮原子所提供的电子对的电负性低于氧原子,因此这种螯合物的稳定性也较差[8]。对于能与镍离子形成较稳定配合物的配位剂,当其质量浓度超过一定范围时,游离镍离子的有效浓度会显著降低,造成沉积速率下降。溶液中游离镍离子浓度较低时,催化活性表面吸附镍离子的数量减少,使磷还原的位置相对增多,镀层磷含量升高,容易得到高磷镀层。若添加的配位剂与镍离子形成稳定性较差的配合物,则镀液中游离镍离子的浓度升高,已配位的镍离子也容易游离出来而被还原,沉积速率提高,镀层磷含量下降[10]。
3. 2 配位剂的正交复配
由于采用单一辅助配位剂在中温条件下进行化学镀镍难以得到性能优良的高磷镍镀层[11],因此,选取多种辅助配位剂进行正交复配,以期在一定沉积速率下能得到性能优良的高磷镀层。根据以上实验结果,综合考虑镀液的稳定性和镀层性能,以乳酸为主配位剂,再选择柠檬酸、DL-苹果酸、丙二酸3种辅助配位剂,按 L9(34)正交表进行正交复配,正交试验结果和极差分析如表2所示。
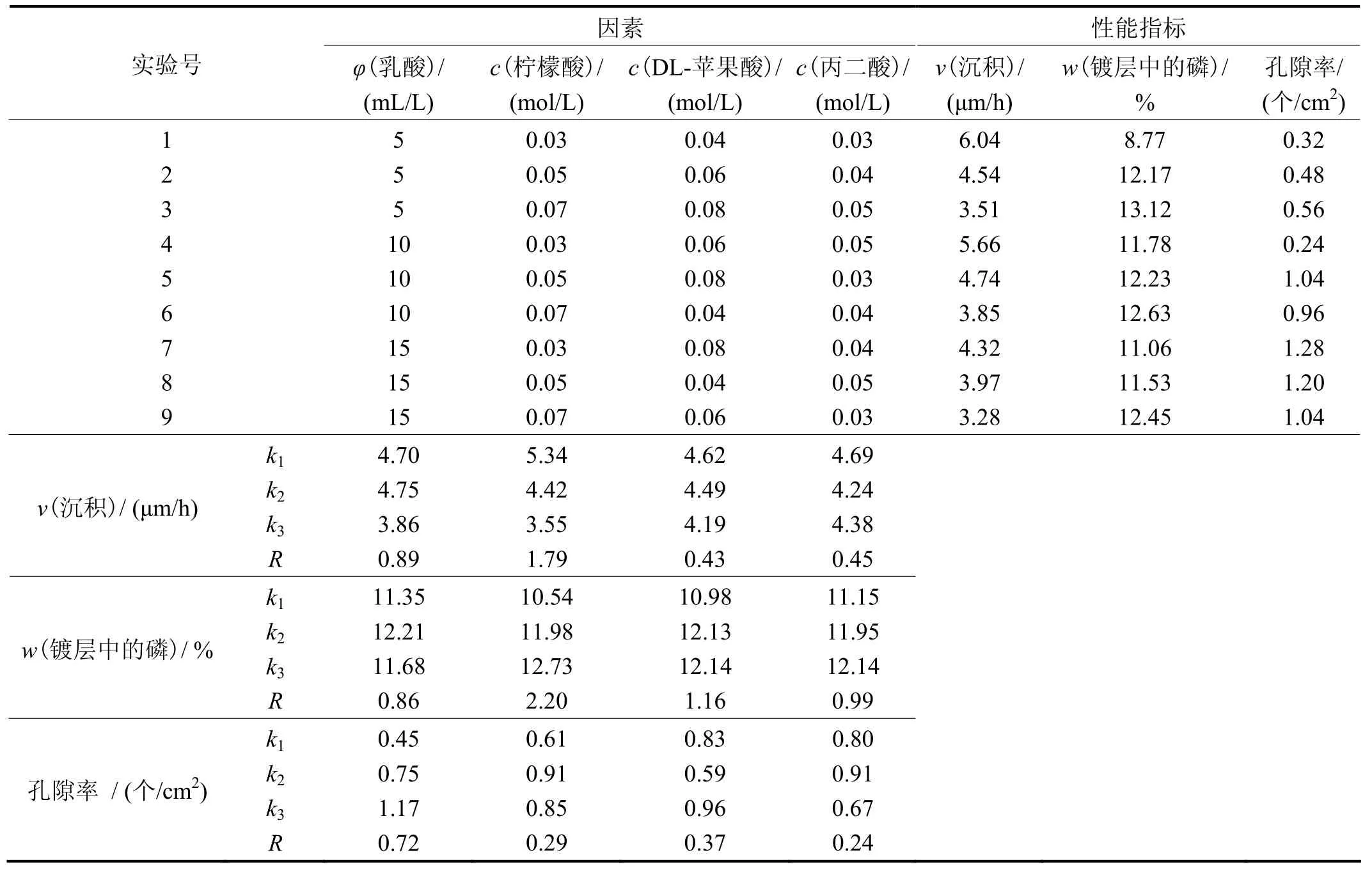
表2 正交试验结果和极差分析Table 2 Results of orthogonal test and range analysis
表 2中极差分析表明,配位剂对沉积速率影响的 主次顺序为:柠檬酸 > 乳酸 > 丙二酸 > DL-苹果酸;对磷含量的影响顺序为:柠檬酸 > DL-苹果酸 > 丙二酸 > 乳酸;对孔隙率影响的主次顺序为:乳酸 > DL-苹果酸 > 柠檬酸 > 丙二酸。综合考虑之下,各配位剂对镀层整体性能影响的主次顺序为:柠檬酸 > 乳酸 >DL-苹果酸 > 丙二酸。通过综合平衡法得到复配配位剂的最优组合为乳酸10 mL/L、柠檬酸0.03 mol/L,DL-苹果酸0.06 mol/L、丙二酸0.05 mol/L,即A2B1C2D3,与实验4相同。
3. 3 最优配方镀层的性能
采用最优组合复合配位剂的化学镀镍溶液,在中温条件下施镀1 h,再对所得镀层进行性能测试。结果表明,镀液的PdCl2加速试验稳定时间为1 800 s,沉积速率5.66 μm/h,镀层中磷的质量分数为11.78%,镀层外观光亮细致,不存在节瘤、孔洞、缝隙等缺陷。镀层经热震试验后,未出现表面起皮、局部脱落等不良现象,结合力良好。镀层的孔隙率低至0.24个/cm2,耐硝酸点蚀的时间在180 s以上,中性盐雾试验中96 h内未出现明显锈点。按GB/T 6461–2002,其保护等级可评为9级,耐蚀性能优良。
4 结论
(1) 以乳酸为主配位剂的中温高磷化学镀镍,镀液中辅助配位剂的种类和含量对沉积速率和镀层磷含量都有一定影响。
(2) 以乳酸为主配位剂,与柠檬酸、DL-苹果酸和丙二酸进行正交复配,得到复合配位剂的最优组合为:乳酸10 mL/L,柠檬酸0.03 mol/L,DL-苹果酸0.06 mol/L,丙二酸0.05 mol/L。
(3) 由最优组合的复合配位剂组成的化学镀镍溶液,其稳定性好,在中温条件下施镀所得镀层的磷含量高达11.78%(质量分数),外观光亮细致,结合力良好,孔隙率低至 0.24个/cm2,耐硝酸点蚀的时间在 180 s以上,耐中性盐雾96 h以上,镀层综合性能优良,但沉积速率仅5.66 μm/h,需通过添加促进剂和引入搅拌等方式提高沉积速率。
[1] 姜晓霞, 沈伟. 化学镀理论及实践[M]. 北京: 国防工业出版社, 2000.
[2] 郭海祥. 化学镀技术应用新进展[J]. 金属热处理, 2001 (1): 9-12.
[3] 严易舒, 黄树坤. 中温酸性化学镀镍[J]. 材料保护, 1996, 29 (5): 24-25.
[4] 蒋伏广. 中低温化学镀镍工艺[J]. 电镀与环保, 2004, 24 (1): 25-27.
[5] 王勇, 曾振欧, 张晓明, 等. 中温高磷化学镀镍促进剂的研究[J]. 电镀与涂饰, 2010, 29 (12): 25-28.
[6] 仵亚婷, 汤义武, 胡文彬, 等. 化学镀镍液稳定性测试评估方法[J]. 电镀与环保, 2004, 24 (2): 27-29.
[7] 邹建平, 贺子凯, 黄鑫, 等. 中温酸性化学镀镍络合剂的研究[J]. 电镀与涂饰, 2004, 23 (5): 19-21, 52.
[8] 赵善芬, 张振邦. 低温化学镀镍中络合剂作用研究[J]. 表面技术, 1996, 25 (5): 24-25, 28.
[9] 崔国峰. 化学镀镍磷合金过程中磷的析出及其对镀层性能的影响[D].哈尔滨: 哈尔滨工业大学, 2006: 39.
[10] 李北军, 李昕, 杨昌英. 复合配位剂化学镀镍工艺的研究[J]. 电镀与环保, 2006, 26 (6): 25-28.
[11] 宋仁军, 赵永武. 复合配位剂在化学镀镍中的作用[J]. 材料保护, 2008, 41 (3): 40-43, 79.
Study on composite complexing agent for highphosphorus electroless nickel plating at medium temperature //
ZENG Zhen-ou*, WANG Yong, ZHANG Xiao-ming, ZHAO Guo-peng
The effects of different auxiliary complexing agents on the deposition rate of electroless nickel plating at medium temperature (75 °C) and the phosphorus content in nickel coating were studied using lactic acid as primary complexing agent. The optimal formulation of the composite complexing agent was determined by orthogonal test as follows: lactic acid 10 mL/L, citric acid 0.03 mol/L, DL-malic acid 0.06 mol/L, and malonic acid 0.05 mol/L. The bath is stable and the deposition rate for electroless nickel plating at medium temperature is 5.66 μm/h when using the optimal formulation of composite complexing agent. The nickel coating obtained from the bath is characterized with phosphorus content 11.78wt%, bright and uniform appearance, good adhesion, porosity below 0.24 pores/cm2, nitric acid spot corrosion time >180 s, and neutral salt spray time >96 h, showing good comprehensive performance.
electroless nickel plating; middle temperature; high phosphorus; lactic acid; composite complexing agent
School of Chemistry and Chemical Engineering, South China University of Technology, Guangzhou 510640, China
TQ153.12
A
1004 – 227X (2011) 10 – 0026 – 04
;2011–03–24
2011–05–16
曾振欧(1955–),男,湖南祁东人,教授,研究方向主要为应用电化学与金属表面处理。
作者联系方式:(E-mail) zhouzeng@scut.edu.cn。
[ 编辑:周新莉 ]