立式辗环机的芯辊转动装置
2011-11-16江绍成袁汉江
江绍成,袁汉江
(1.成都机车车辆工厂,四川 成都 610051;2.安徽工程大学,安徽 芜湖 241000)
立式辗环机的芯辊转动装置
江绍成1,袁汉江2
(1.成都机车车辆工厂,四川 成都 610051;2.安徽工程大学,安徽 芜湖 241000)
目前,国内外各种辗环机的芯辊都是由主辗压轮通过被辗的环件而带动旋转的。对普通立式辗环机而言,环坯是立套在芯辊上,主辗压轮的切向摩擦力就必须大于环坯和芯辊及下支承的转动惯量及其他转动阻力,否则主辗压轮不仅不能带转环坯,反而压入环坯外表面形成凹坑,从而使辗环过程无法进行。尤其对内外圆偏心较大的大型环坯,带转更加费力,这也是限制立式辗环机的大型化和环坯重量的重要原因之一。为解决这个问题,设计了结构简单的芯辊转动装置,使芯辊由被动带转变成主动旋转,不仅方便了操作,且为立式辗环机的大型化创造了条件。
机械制造;芯辊驱动;立式辗环机;设计
1 前言
辗环机作为一种回转锻造设备,被广泛应用在各类轴承内外环、法兰、齿圈和火车轮箍等各种环件的大批量生产中。辗环机主要有立式辗环机和卧式辗环机两大类,前者用于中小型环件,后者用于大型环件,卧式辗环机构造复杂,造价高昂,一台卧式辗环机的售价常为普通立式辗环机的十几倍、甚至数十倍。昔日的各种规格的立式辗环机加工的环件直径一般都不超过400mm,随着技术的发展和环件需求量的增长,现在设计制造的立式辗环机已能轧制直径超过1000mm的环件,由于其售价仅是卧式辗环机售价的零头,而受到大多数中小企业的欢迎。
立式辗环机的辗环过程,主辗压轮在边旋转边下降过程中,切入套在芯辊上的环坯外圆,并借接触表面的切向摩擦力带动环坯连同芯辊一起转动,主辗压轮和芯辊构成一对轧辊,随着主辗压轮的下降,环件厚度减薄,内、外圆逐渐扩大,达到要求尺寸时完成辗环过程。应当指出,立式辗环机的环坯是立套在芯辊上(而卧式辗环机上的环坯是平躺在工作台上),环坯的重量全部由芯辊承受,主辗压轮在切入环坯表面时形成的切向摩擦力,必须大于环坯和芯辊及下支承的转动惯量及其他转动阻力,否则主辗压轮不仅不能带转环坯,反而压入环坯外表面形成凹坑,从而使辗环过程无法进行。尤其对内外圆偏心较大的大型环坯,带转更加费力,矛盾更为突出,这也是限制立式辗环机大型化和环坯重量的重要原因之一。
2 芯辊转动装置
针对上述困难,设计一种适合于立式辗环机的芯辊转动装置,使芯辊由主辗压轮通过环坯被动带转,变成可以主动旋转。在主辗压轮与环坯接触前,主动旋转的芯辊带动环坯以适当的速度先行转动,主辗压轮切入已转动的环坯表面时,该切向摩擦力不需克服它们的转动惯量等阻力,而是像接力赛跑一样,接着边带转、边辗压。它的技术方案是用安装在下支承外部的油马达或电动机,经减速后通过机械传动副(如齿轮、链轮或带轮等),帶动安装在下支承内的支承轴、连同紧插在支承轴内的芯辊一起转动,使芯辊具备了主动旋转的功能。
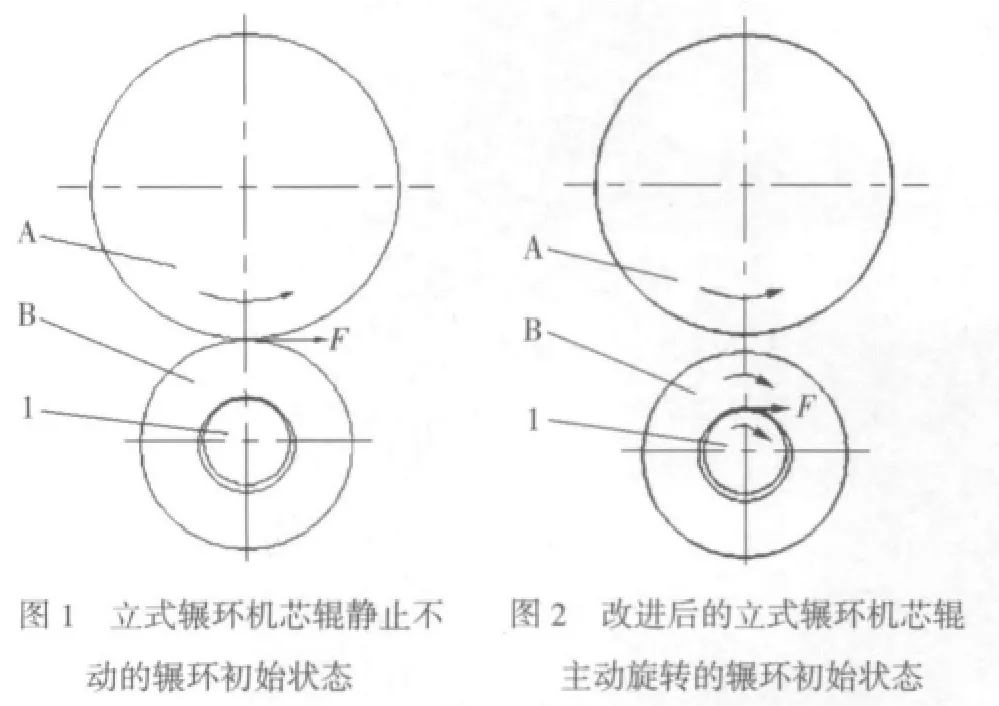
立式辗环机未安装本转动装置时,芯辊静止不动的辗环初始状态,见图1所示,图中A为主辗压轮,B为环坯,1为芯辊。由主电机驱动旋转且由主油缸拖动下压的主辗压轮A,在与环坯B接触前,环坯B和芯辊1处于静止不动状态,主辗压轮A切入环坯B外周后,切向摩擦力F克服环坯B、芯辊1等的转动惯量及其他转动阻力,带转环件B和芯辊1等一起转动,辗压过程开始。因两外圆相切接触面较小,接触初期只能轻压,摩擦力有限,若转动惯量和转动阻力很大,带转不动环坯,主辗压轮在炽热的塑性状态环坯上压出凹坑,且越压越深,使辗环过程无法进行。具体状态参见图1所示。
立式辗环机安装本转动装置后,芯辊主动旋转的辗环初始状态,见图2所示,图中A主辗压轮,B环坯,1芯辊。由主电机驱动旋转且由主油缸拖动下压的主辗压轮A在与环坯B接触前,主动转动的芯辊1和套在其上的环坯B己经有合适的转动速度,(应指出因环坯B内孔与芯辊1接触弧面的面积,较主辗压轮A从外圆切入时的面积为大,芯辊1上的切向摩擦力,带转空套其上的仅有转动惯量的环坯B是不困难的)主辗压轮A切入环坯B的外周后,切向摩擦力像接力赛跑似的继续带转环件B和芯辊1转动,辗压过程开始(图2)。
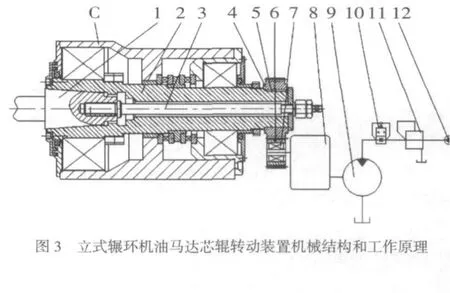
立式辗环机油马达芯辊转动装置的结构(图3):C下支承部件,芯辊1以锥面和尾部的榫状体与支承轴2结合,并借助拉杆3将它们相互并紧成一体,大齿轮4安装在支承轴2的露在外面的端部上,以键5连接,油马达9通过减速器8,带动内装单向超越离合器7的小齿轮6,小齿轮6与大齿轮4相啮合,设备泵站上的一个分支油路12经减压阀11调压后,再经可调限速切断阀10通至油马达9的进口。这样,当压力油进入油马达9时由油马达9、减速器8、单向超越离合器7、小齿轮6、大齿轮4、键5、支承轴2和芯辊1构成的机械传动链,就带动芯辊1连同套在其上的环坯B先行主动旋转起来。当主辗压轮A切入环坯B表面后,切向摩擦力F像接力赛跑似的继续带转环件B和芯辊1转动。随着辗压过程的进行,环件B外周的线速度仍保持和主辗压轮A的外周线速度一致,但环件内周的线速度却随着环件内孔逐步扩大而迅速增加,致使芯辊转速提高,此时芯辊1已由主动旋转变成被动带转,当转速超过油马达9提供的转速时,单向超越离合器7使机械传动副与减速器8脱开,油马达9处于卸荷状态,油马达进口处压力的突然降低,导致可调限速切断阀10动作,切断了通向油马达9的油路,停止对油马达供油,此后,芯辊转动装置中止工作,正常的辗压过程继续进行,直至工序完成(图3)。
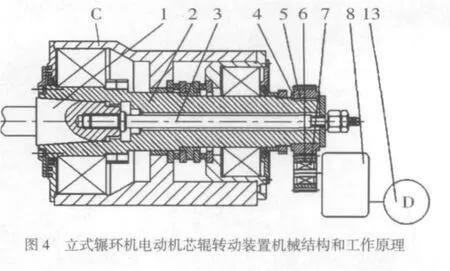
立式辗环机电动机芯辊转动装置的结构原理与图3的区别,仅在于以电动机13取代了油马达9,其功能和工作过程完全相同,单向超越离合器7起作用后,电动机13卸荷。
3 结束语
立式辗环机的芯辊转动装置使芯辊具备了主动旋转的功能,这个有别于目前所有的立式和卧式辗环机的特点,带来了诸多好处。
(1)解决了立式辗环机生产中因环坯过重或内外圆偏心致使环坯带不转的难关,给辗环初始阶段的操作带来方便,提高生产效率、减少废品损失。
(2)降低了对大型环件的环坯的技术要求,降低了成本。
(3)为结构简单、造价低廉的普通立式辗环机大型化提供了可能。
(4)结构简单、可靠实用、安装调整方便、造价低。
(5)无须复杂控制系统就可与主机联动实现自动运行,与主机脱开也非常方便。
该装置是立式辗环机独立的附设机构,新造机器设置或旧机改造添置均可,它可与主机联动实现自动运行,随着环轧工序的开始或结束,本装置自动进入或退出工作状态。
[1]华 林,黄兴高,朱春耒,著.环件轧制理论和技术.北京:机械工业出版社,2001-10.
[2]中国机械工程学会塑性工程学会.锻压手册.北京:机械工业出版社.2007-10.
[3]江绍成,袁汉江.中国专利号《201110118836.8》和《201120144872.7》的专利技术说明书.
The rotary unit of mandrel on vertical ring rolling mill
JIANG Shaocheng1,YUAN Hanjiang2
(1.Chengdu Locomotive and Rolling Stock Factory,Chengdu 610051,Sichuan China;2.Anhui Engineering University,Wuhu 241000,Anhui China)
Up to now,the mandrels of the ring rolling mill all over the world are rotated passively by the workpiece through the main rolling wheel.For the ordinary vertical mill,the ring blank is sleeved on the mandrel.The friction of the main rolling wheel has to above the rotary inertia and other resistance of ring blank and lower support.Otherwise,the main rolling wheel can't rotate the blank and would damage the surface of the blank,especially for large blank with big inner and outer eccentricity,which is the main reason of restricting the large weight and size of vertical mill.In order to solve the above problem,the mandrel rotary unit with simple structure has been designed,which turns passive rotary into active rotary and creates possibility for the large weight and size of the vertical mill.
Vertical ring rolling mill;Active rotary of mandrel;Design
TG334.1
B
1672-0121(2011)06-0064-02
2011-08-16
江绍成(1939-),男,高工,享受国务院特贴专家,从事非标设计研究
