热时间常数在QBe2箔与Cr20Ni80丝电容储能点焊中的应用
2011-11-14袁旭超谢红霞
方 飞,张 勇,袁旭超,谢红霞,李 星
(西北工业大学 陕西省摩擦焊重点实验室,陕西 西安 710072)
热时间常数在QBe2箔与Cr20Ni80丝电容储能点焊中的应用
方 飞,张 勇,袁旭超,谢红霞,李 星
(西北工业大学 陕西省摩擦焊重点实验室,陕西 西安 710072)
为了满足微型电机电刷零部件的使用要求,根据计算所得的热时间常数τ及其与焊点中心部分温度上升的关系曲线,确定了QBe2铍青铜箔与Cr20Ni80镍铬丝微型件电容储能点焊工艺参数的选取原则。根据所选的工艺参数,采用电容储能点焊机对试样进行焊接,并对焊接接头的金相组织、微区成分进行了分析试验。结果表明,利用热时间常数选取的工艺参数,可以获得良好的固相连接接头,但焊接界面铍青铜一侧有晶界局部熔化现象,镍铬合金中的镍与铬元素向铍青铜一侧有较明显的扩散。由此可知,根据热时间常数选取焊接工艺参数的原则是合理可行的。
热时间常数;铍青铜;镍铬丝;电容储能点焊
0 前言
热时间常数反映了板件焊接时的加热规律,是微型件点焊选择焊接电流波形的重要依据[1]。在某微型电机电刷零部件的生产过程中,需将直径φ 0.1 mm的Cr20Ni80镍铬丝焊接到厚0.1 mm的QBe2铍青铜箔上。考虑到微型焊件的热时间常数较小,且两种金属的化学成分和热物理性能差异较大,故采用焊接电流波形上升较陡的电容储能点焊机对焊件进行工艺试验。根据热时间常数与焊件中心部分温度上升的关系曲线,确定铍青铜箔与镍铬丝微型件电容储能点焊工艺参数的选取原则,并对焊接接头的金相组织、微区成分进行分析试验。
1 热时间常数及焊接工艺参数选取原则
1.1 热时间常数
板材、带材、箔材的加热与RC电路的充电类似,即经过一定时间后焊接区才会逐步达到稳定温度Tm,其加热过程表达为

式中 T为加热时间t时的温度;Tm为某一试件在某规范下可达到的近似稳定的温度值;τ为热时间常数。
板件中心部分的温度上升与热时间常数τ的关系如图1所示。当加热时间t=τ时,温度T=0.63Tm;t=2τ时,T=0.86Tm;t=3τ时,T=0.95Tm,即已接近这种工件使用某一具体规范所能达到的最大稳定温度。
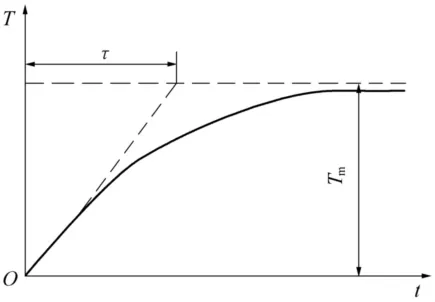
图1 板件中心部分温度上升与热时间常数τ的关系[1]Fig.1 Relation between temperature rising in the central part of weldment and thermal time constantτ
焊件的热时间常数τ可按下式进行计算[1]

式中 c为比热容(单位:J/kg·K);ρ物质密度(单位:g/cm3);a为导温系数(单位:cm2/s);λ为导热系数[单位:W/(m·K)];δ0为板厚(单位:cm)。
考虑到电阻温度系数α影响时,热时间常数τ为

QBe2与Cr20Ni8的化学成分和物理性能如表1、表2所示。由表可知,铍青铜的热导率较大,电阻率较小(约为0.055 μ Ω·m),热时间常数τ可由式(3)计算,得到铍青铜的热时间常数τ≈5.3×10-4s,镍铬丝的热时间常数τ≈9.4×10-4s,计算时Tm取值略低于两种材料的熔点(QBe2熔点956℃,Cr20Ni80熔点1 400℃)。
1.2 焊接工艺参数选取原则
试验采用DR-1000型电容储能焊机。焊机额定充电电压550 V,最大电极压力470 N,配用KR-2型电容储能点焊微机控制器。

表1 Qbe2与Cr20Ni80的化学成分%Tab.1 Chemical composition of Qbe2 and Cr20Ni80
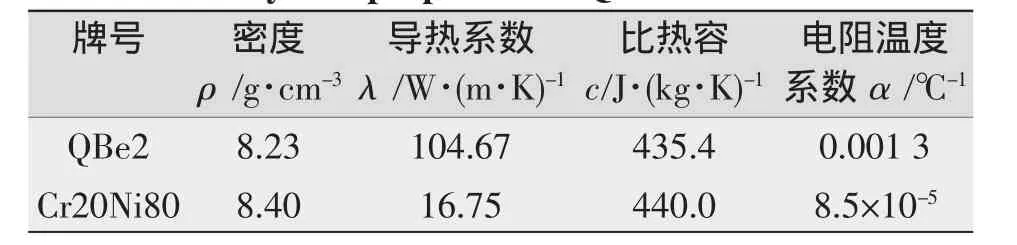
表2 Qbe2与Cr20Ni80的物理性能Tab.2 Physical properties of Qbe2 and Cr20Ni80
电容储能焊机的充电电压和储能电容器组电容量对焊接质量有重要影响。改变充电电压,主要引起电流峰值的变化,而电流波形的陡度和通电时间变化不大;随着储能电容量的增加,虽然电流峰值有所增加,但焊接电流通电时间也相应增长,波形上升变缓。
由图1可知,被焊材料的加热时间若大于3τ,即可达到近似稳定的温度值。由此可见,铍青铜在同一焊接过程中先于镍铬丝达到稳定温度。如果选用电容容量较大,通电时间较长的电流波形,虽然会使镍铬丝达到稳定温度,但由于铍青铜在长时间、大电流的作用下过度熔化,难以保证焊接质量。因此,在铍青铜箔与镍铬丝微型件储能点焊时,应该以铍青铜的焊透为准,选择并调整焊接工艺参数。
根据以上原则并经多次试焊,最终确定的主要工艺参数为:电容量7 000 μ F,焊接充电电压260~280 V,电极压力310 N,电极选用镶钨铜合金复合电极。数字记忆示波器测量出的焊接电流波形如图2所示。由图2可知,电流上升时间大约为2 ms,是铍青铜热时间常数的3.8倍,是镍铬丝热时间常数的2.1倍。考虑到在电容储能点焊过程中,当焊接电流到达峰值时,焊接区可达到最高温度[2],在本试验条件下,当电流波形的上升t=3.8τ时(按导热性最好的铍青铜计算),即可实现成功焊接。
2 试验结果及分析
2.1 金相组织分析
从焊接区域的高倍金相组织照片(见图3、图4)可以看出,由于加热时间很短以及在电极压力的作用下,镍铬丝仅仅发生了一定程度的变形,水平方向的最大宽度变为0.16 mm,垂直方向镍铬丝最大高度为0.06 mm,但并未出现熔化现象。由于铍青铜的熔点较低(960℃),所以紧邻贴合面的铍青铜发生了局部熔化现象。接头主要为固相连接形式。

图2 DR-1000型电容储能点焊机焊接过程放电电流波形Fig.2 Discharge current waveform in welding process of DR-1000 capacitive storage spot welding machine
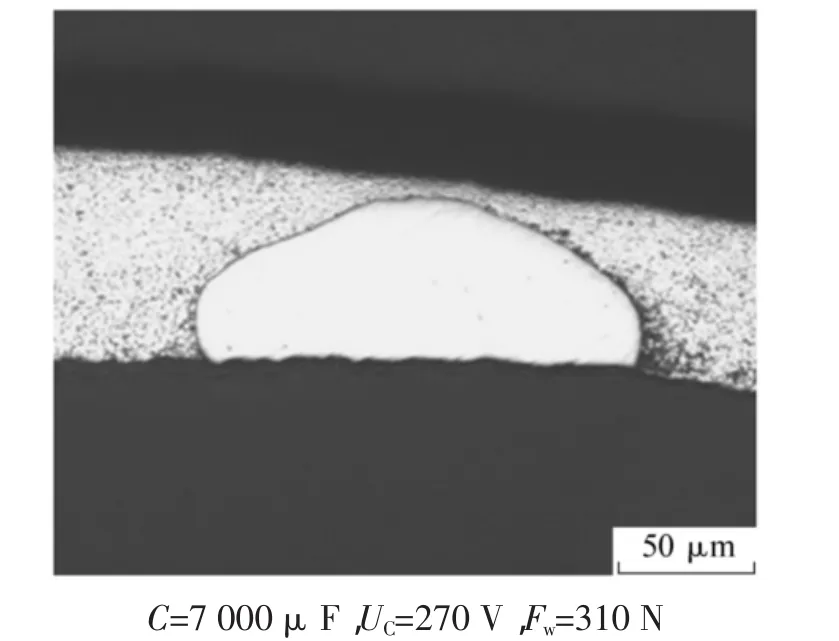
图3 焊点金相组织(200×)Fig.3 Metallographic structure of spot welded joint

图4 紧靠贴合面的铍青铜产生的晶界熔化现象(1 000×)Fig.4 Phenomenon of grain boundary melting about joint surface of beryllium bronz
虽然固相连接的强度波动较大,但对微型元器件所要求的某些特性如导电、导磁性能十分有利[3]。
2.3 电子显微分析
对焊件焊合区域进行微区成分分析,分析位置如图5所示,分析结果如表3所示。

图5 SEM微区域成分分析位置示意Fig.5 Schematic diagram of composition analyzing in SEM micro-region

表3 选定区域合金元素含量%Tab.3 Alloy element content of chosen district
从图5和表3可知,尽管加热时间很短,但在焊接界面两侧仍然存在一定程度的原子扩散。这种扩散主要是镍铬丝中的Ni、Cr向铍青铜中的扩散(见点5、点6),而且扩散距离仅为3~5 μ m。
界面附近线扫描成分变化曲线如图6所示。从镍铬丝一侧向铍青铜一侧进行线扫描,当越过两种材料界面时,在2 μ m宽度范围内材料成分发生变化,即在2 μ m宽度范围内材料成分是渐变的,在铍青铜一侧2 μ m的宽度范围内镍元素和铬元素逐渐减低到铍青铜母材的含量。
3 结论
(1)根据导热性好、熔点低的铍青铜的热时间常数来选取焊接规范参数的原则是合理的,可获得良好的焊接接头。
(2)本试验条件下获得的镍铬丝与铍青铜微型件焊点为固相连接,但焊接界面铍青铜一侧有晶界局部熔化现象。
(3)镍铬合金中的镍与铬元素向铍青铜一侧有较明显的扩散。

图6 线扫描成分变化曲线Fig.6 Curve of composition change by line scanning
[1]毕慧琴.焊接方法及设备(第二分册)电阻焊[M].北京:机械工业出版社,1981.
[2]王福田.电阻焊的电流波形特性与参数选择[J].电焊机,2002,32(11):34-38.
[3]赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2005.
Application of thermal time constant in capacitor discharge spot welding of QBe2 foil and Cr20Ni80 Wire
FANG Fei,ZHANG Yong,YUAN Xu-chao,XIE Hong-xia,LI Xing
(Shanxi Key Laboratory of Friction Welding Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
In order to satisfy the using demand of electrical brush spare parts of micro electric-machinery in this paper.QBe2 Beryllium Bronze foil and Cr20Ni80 Nichrome wire were joined together with capacitor discharge spot welding machine.Selecting principle of welding process parameters was defined according to the calculated thermal time constant and the relation curve of temperature rising in the central part of solder.The metallographic structure,micro-range composition and mechanical property of welding joint were analyzed and tested.Nice welding joint can be acquired in minisize workpiece production process of beryllium bronze and nicochrome wire with capacitive storage spot welding machine.There is grain boundary partial melting at the welding interface on the side of beryllium bronze.Nickel and chromium in Ni-Cr alloys diffused into beryllium bronze evidently.The principle of choosing welding process parameters by using thermal time constant mentioned in this paper is feasible.
thermal time constant;beryllium bronze;nichrome wire;capacitor discharge spot welding
TG453+.9
A
1001-2303(2011)07-0068-04
2011-03-22
方 飞(1986—),男,河南南阳人,硕士,主要从事电阻点焊理论与逆变电源方面的研究。