高压锅炉用无缝钢管线性缺陷与危害分析
2011-10-26赖赟红海湾发电有限公司设备部广东省汕尾市
赖赟 红海湾发电有限公司设备部,广东省汕尾市
高压锅炉用无缝钢管线性缺陷与危害分析
赖赟 红海湾发电有限公司设备部,广东省汕尾市
汕尾电厂在建4号锅炉水冷壁集箱短管内壁发现疑似裂纹的线性缺陷。通过对样管进行化学成分分析、内壁显微观察、制管工艺分析确定了线性缺陷的成因:该线性缺陷为钢管轧制过程中产生的原始缺陷,属非裂纹性缺陷。而对样管进行压扁试验表明:该线性缺陷会随管子的压扁而扩展,从而推断在运行时缺口部位应力会较为集中,可能会造成管子提前失效爆管的后果。
短管;裂纹;线性缺陷;原始缺陷;扩展
crack; linear defects; original defects; expand
冷壁与上部的垂直水冷壁组成,工质经螺旋水冷壁与垂直水冷壁后汇入水冷壁出口上集箱。
2010年1月22日,参建单位经RT、内窥等方式检查发现:安装中的4号炉水冷壁前墙右侧上集箱63N145有9根引出短管内壁存在疑似裂纹的缺陷。集箱筒身规格:Ф190.7× 47,材质SA-335P12;管接头规格:Ф31.8×8.5,材质15CrMoG。
1 缺陷成因与性质
(1)将其中一节缺陷短管割下剖开,目视发现管子内壁中部存在长约25m m和12m m左右的两条疑似裂纹(图1)。

图1 缺陷形态
对管子进行材质分析结果如下:

表1 化学成分(%)
可见管样的化学成分符合GB5310-1995标准中15CrMoG材质的要求,有害元素亦符合厂家标准要求。
(2)再割取两段完好的缺陷管样(编号为A、B)进行宏观观察,两段管样外壁状态正常(图2)。

表2 有害元素(%)

图2 管样宏观照片
汕尾电厂在建4号锅炉为东方锅炉厂设计制造的超超临界压力直流炉,型号:DG2000/26.15-Ⅱ2,一次再热、单炉膛、尾部双烟道、前后墙对冲燃烧、平衡通风。炉膛四周为全焊式膜式水冷壁,由下部的螺旋水
(3)分别取金相环对上面两根管样进行内表面显微观察,观察结果表明:A管样内壁存在两类缺陷。一类为圆钝宽大的沟槽状线性缺陷,缺陷的深度为0.85mm(图3);缺陷附近的显微组织中存在形变织构形态,且缺陷与内壁织构形态存在对应关系,为原始缺陷。另一类为细小的线性缺陷(图4);除了圆钝宽大沟槽状线性缺陷旁的1条细小线性缺陷深为0.5mm 外,其他细小线性缺陷的深度均小于0.2mm,其中部分缺陷与内壁织构形态存在对应关系,为原始缺陷(图5 )。
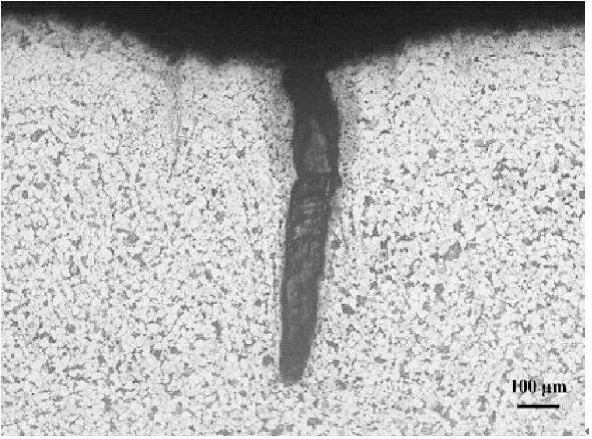
图3 A管样内壁圆钝宽大沟槽状线性缺陷形貌(腐蚀后)
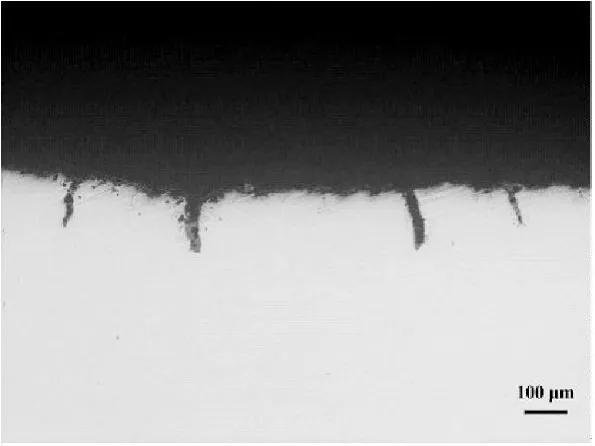
图4 A管样内壁细小线性缺陷形貌之一(未腐蚀)

图5 A管样内壁细小线性缺陷形貌之二(腐蚀后)
B管样内壁存在两类缺陷:一类为圆钝宽大的沟槽状线性缺陷,缺陷的深度为0. 95m m(图6);缺陷附近的显微组织中存在形变织构形态,且缺陷与内壁织构形态存在对应关系,为原始缺陷。另一类为细小的线性缺陷(图7),细小线性缺陷的深度均小于0.2mm;其中部分缺陷与内壁织构形态存在对应关系,为原始缺陷。
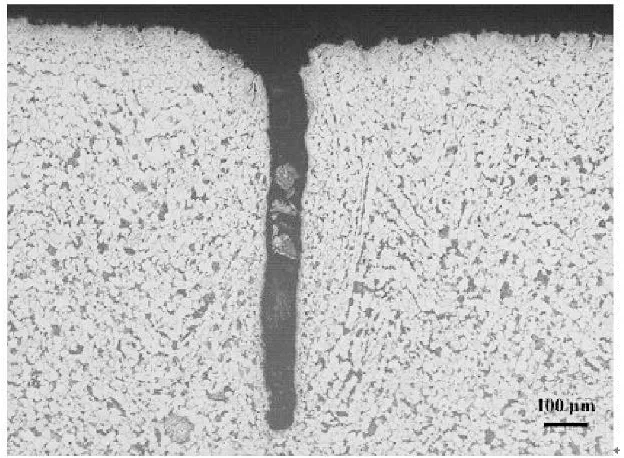
图6 B管样内壁圆钝宽大沟槽状线性缺陷形貌(腐蚀后)

图7 B管样内壁细小线性缺陷形貌之二(腐蚀后)
(4)从制管工艺上分析:管径小于76mm的高强度合金无缝钢管采用冷拔挤压法制造。即先将管坯或钢锭加热,用穿孔机穿孔制成空心厚壁管;冷加工时将厚壁管通过拔管模具拉拔,使无缝钢管逐渐延伸成为将近壁厚的荒管;最后在精轧机上轧制成所要求的成品管。钢管热穿孔过程中,倘若顶头存在缺陷可导致内壁形成细小沟槽,这些沟槽在拉拔过程中合并,会形成沿管子厚度方向的细小沟槽状缺陷。而现场检查情况:管子端部有线性缺陷的,则管子内壁也有此种缺陷;管子端部没有线性缺陷的,管子内壁无发现此缺陷。该管子为东方锅炉厂向国内某钢管厂采购,钢管厂查证确认是有一批可能问题管子流向东锅。可见实际情况与我们的假设相符。
综上可以判定:该线性缺陷为钢管轧制生产过程中产生的原始缺陷,属非裂纹性缺陷。造成这种缺陷具有偶然性,因此只有少量管子具有这种缺陷,并非大面积存在。
2 缺陷危害评估
分别在A、B两段管样上取压扁试样,试样长度为43mm。按照GB5310-2008和GB/T246-2007进行压扁试验,压至两板距离为25mm 左右时,两管样内表面沿圆钝宽大沟槽状线性缺陷处明显开裂(图8中6点钟方向)。在两个试样开裂位置旁边(约7点钟方向)均出现一条长度5mm左右的裂纹,见图9、图10。图11为B管样压扁试验后内壁圆钝宽大沟槽状线性缺陷形貌,压扁实验前形貌见图6。可见压扁试验后圆钝宽大的沟槽状线性缺陷有所扩开,但缺陷并未延伸到母材,细小的线性缺陷沿管子母材的径向略微有些扩展,见图12。

图8 压扁后试样照片
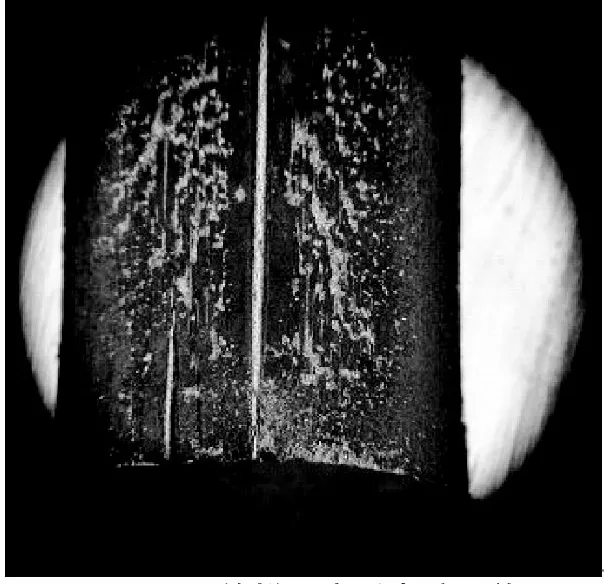
图9 A管样压扁后内壁形貌(压扁样解剖后)

图10 B管样压扁后内壁形貌

图11 B管样内壁圆钝宽大沟槽状线性缺陷(压扁试验后)

图12 B管样压扁前内壁细小缺陷形貌(腐蚀后)
虽然管子的实际运行情况我们无法模拟,但通过压扁试验可以判断:线性缺陷缺口的存在会导致应力集中,在机组今后运行中将会扩展,进而引起爆管。该缺陷虽不是裂纹,但缺口性质等同于裂纹,对于超超临界机组恶劣工况的管子来说,此缺陷是不可容许的。
3 处理与建议
(1)对4号炉所有已拍片的安装焊口底片进行100%复查。
(2)对集箱管接头进行100%的RT检查,对管屏管子端部进行100%RT与内窥检查。
(3)从源头查找问题管子使用情况,对可能使用问题管子的集箱和管屏部位进行切割和解剖检查。
(4)检查出有缺陷的管子全部更换处理,但要区分线性缺陷和正常直道划痕。参照GB5310-2008《高压锅炉用无缝钢管》中6.13条:“钢管内外表面上直道允许的深度应符合如下规定:冷拔钢管不大于壁厚的4%,且最大为0.2毫米”,管内所有的直道深度在0. 2m m以下的,可视为正常直道划痕。
[1]金炜忠.超超临界锅炉用优化内螺纹冷拔无缝钢管的生产[J].钢管.Dec.2009,Vol.38,No.6
[2]王宏.锅炉钢管压扁试验研究[J].锅炉制造. 2006,1(17)
The Linear defects in Seamless steel tube of High pressure boiler and Hazard analysis
Lai yun
Red Bay Power Generation CO Ltd, Shanwei 516623, Guangdong Province, PRC
The inner wall of the pipe beside water-cooled box appeared crack which is suspected while ShanWei Power Plant in the construction of the 4th boiler. Sample tube by chemical analysis, microscopic observation of the inner wall, pipe process analysis to determine the causes of the linear defects: The linear defect is generated in the process of rolling steel which is original defects, non-crack defects. The flattening of the sample tube experiments show that: the linear defects would be expanded with the flattening of the tube, which concluded that the gap would be more concentration of the press in the run-time, and that may cause the pipe failed in advance ,and finally to blow up.
10.3969/j.issn.1001-8972.2011.13.062
