6061铝合金冲压成形性能试验研究
2011-10-26武晋
武晋
天津中德职业技术学院机械工程系,天津 300191
6061铝合金冲压成形性能试验研究
武晋
天津中德职业技术学院机械工程系,天津 300191
利用电子万能试验机、扫描电镜等手段,对6061铝合金板材的拉伸性能进行了研究,并与6010铝合金的各项力学性能参数进行了比较;利用拉伸试验所测的力学性能参数,用板料成形有限元分析软件--Dynaform对6061铝合金的杯突过程进行仿真,并与真实的杯突试验进行了比较,分析了6061铝合金薄板的冲压成形性能。结果表明:6061铝合金的屈服强度σs和极限强度σb 与6010铝合金有一定的差距,但是均匀延伸率δ与6010铝合金相当;仿真所得的杯突值IE与实际的相近。因此6061铝合金具有较好的成形性能,能代替6010铝合金板材应用于汽车的一些领域。
汽车轻量化; 6061铝合金; 成形性能; 杯突试验
引言
汽车工业的发展面临着能源,环保和安全这三大课题越来越严峻的挑战。因此,减轻汽车自重以降低能耗成为各大汽车厂关注的焦点。而减轻汽车自重的关键是使用轻质材料。其中铝及其合金由于具有资源丰富,质量轻,弹性好,比强度和比刚度高,抗冲击性能好,良好的加工成形性等一系列优良特性,成为汽车轻量化最理想的材料。
6061 铝合金属于Al-Mg-Si-Cu系,是一种典型的可变形热处理铝合金,具有良好的加工,焊接性能、抗蚀性,中等强度和良好的塑性,在热态和冷态都易于加工成型, 因而具有很好的综合性能。常用于制造中等载荷零件、形状复杂锻件,在航空、船舶和汽车等领域有广泛的应用[1]。本文通过力学性能试验、杯突试验和计算机仿真技术研究了6061铝合金的成形性能,得出了影响成形的基本参数;并对比分析了6061铝合金与6010铝合金板材在成形性能的差异,为铝合金在汽车领域的开发与应用提供一定的指导。
1.试验方法
用6061铝合金1.0mm厚冷轧板作为实验材料。按GB /T 16865—1997沿板材轧制方向制取拉伸试样,在室温条件下,单向拉伸试验按照GB /T 228—1987在WDW-100型微机控制电子式万能试验机上进行;应变硬化指数n的测定方法按照GB5028进行;使用JSM-6700F型场发射扫描电镜(日本电子)对拉伸试样的断口形貌进行观察;使用GBS-60型数显半自动杯突实验机对6061铝合金板进行杯突试验,具体样品尺寸、模具规格、试验条件、数据处理等均分别按照国家标准GB415-84规定要求进行。
2.结果分析与讨论
2.1 常温力学性能试验
薄板的单向拉伸试验是获得研究板料机械性能数据的最基本、也是最重要的试验方法。一般,σ0.2小的材料容易屈服,即材料在较小的应力下就容易流动,成形后回弹小,贴模性和定形性较好;σb愈大,冲压成形时零件危险断面的承载能力愈高,其变形程度愈大。在材料与成形性能有关的其他性能大致相同时,σb大的材料,其综合成形性能好。而材料的屈强比σ0.2/σb则反映了材料从发生塑性变形到断裂时的变形能力。屈强比σ0.2/ σb的值越小,板材由屈服到破裂的塑性变形阶段长,抗破裂性好;δgt表示板料产生均匀的或称稳定的塑性变形的能力,它直接决定板材在伸长类变形中的冲压性能。δgt值越大,材料塑性变形的能力也越好。试验得到的6061铝合金的工程应力——应变曲线如图1所示。

图1 6061的室温工程应力一应变曲线
应变硬化指数n表示在塑性变形中材料硬化的程度,它在成形中的作用是:当板材某点应力较其邻近部分大时,其较大的应变由于应变强化,增加了抵抗进一步变形的能力,故有将变形转移到邻近部分的作用,延缓了该点缩颈的出现,使较大的板面有更为均匀的应变。以拉为主的零件成形时,n值小的材料,由于变形不均匀,变形大的部位又不能迅速硬化,易于产生裂纹;n值大的材料则相反,促使各部位变形趋于均匀,还可改善胀形成形极限。以压为主的零件成形时,n值大的材料,应变均化能力强,危险断面的承载能力高[3]。
应变硬化指数n值是影响板料的变形力及其成形极限的一个重要性能指标,这也是本次试验研究的主要内容之一。根据国标GB5028—85的规定,其计算过程如下:

式中 S—真实应力,S=σ(1+ξi); σ为名义应力
E—真实应变,E=ln(1+ξi); ξ为相对延伸率
K-强度系数
对式(1)两边取对数,得:l o g(S)=log(K)+n×log(E)
根据国标GB5028—85的规定,可按下式采用线性回归方法计算n值

式中 Xi=logEi;Yi=logSi;N-参加回归计算的真实应力和应变的个数
6061和6010 铝合金板材的力学性能数据见表1。试验结果表明,6061铝合金的屈服强度比6010高出近50MPa;抗拉强度比6010低出86MPa;但是6061的均匀伸长率和断后伸长率均接近于6010铝合金,且n值比6010高。通过这些性能指标可以定性地分析与评估6061铝合金板的成形性能。在单向拉伸试验还发现6061铝合金具有以下特点:(1)没有明显的细颈现象,对应力集中敏感,一旦出现裂纹,裂纹即迅速扩展、断裂;(2)进行拉伸试验时,会在负荷一位移曲线上产生负荷波动(锯齿形)。锯齿形是通过溶质原子和位错之间相互作用产生的[4]。
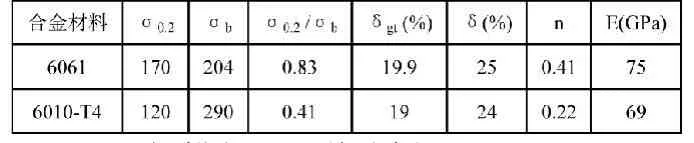
表1 6061和6010铝合金的拉伸性能参数
2.2 扫描断口形貌分析
铝合金的拉伸断裂形式一般分为三种,即滑移常开裂、沿晶开裂和韧窝型开裂。滑移常开裂多发生于高纯铝合金;工业铝合金由于含有一定量的夹杂相和弥散相,一般发生韧窝型开裂;沿晶开裂则取决于合金的成分和时效状态。铝合金中加入Mn或Cr等弥散相形成元素,合金组织中引入一定体积分数的弥散相,则使合金的沿晶开裂倾向显著降低[5]。6061铝合金拉伸试样断口形貌的扫描电镜图如图2所示,断口形貌分析表明, 6061铝合金断口属于混合型断口,表面存在大量韧窝,只有少量的沿晶开裂。断口表面的韧窝呈现出一定的方向性,为撕裂韧窝,体现出良好的韧性断裂特征,说明其具有良好的塑性。

图2 6061铝合金单向拉伸试样断口形貌
2.3 杯突试验
杯突试验是评价材料胀形性能的模拟试验。在试验过程中压边力始终恒定为10kN。在杯突试验中,杯突值IE越大,材料的胀形性能越好。通过试验得到6061铝合金的IE值为8.12,低于6010-T4铝合金的IE值9.10[2]。说明6061铝合金胀形成形性能比6010-T4稍差一些。
3 杯突试验的模拟
根据杯突试验国家标准GB415-84中的模具规格、样品尺寸和试验条件,利用U G软件获得曲面模型。该模型中凸模、凹模和压边圈和坯料的有限元网格是用有限元分析软件的自动生成网格命令生成的。在有限元分析软件中定义凸模、凹模和压边圈等冲压工具以及毛坯,并调整它们间的相对位置;定义拉延和接触类型、摩擦系数、冲压速度和压边力等工艺参数;给毛坯赋予材料和特性数据。模拟过程中使用的是6061铝合金板材,厚度为1.0mm。模拟过程中的工艺参数:弹性模量E为75GPa,泊松比ɣ为0.3135[6]。模拟中涉及的其他材料性能参数见表1。
有限元分析计算过程结束后,根据成形极限图,选择最先可以直观地看到红色破裂区域的一帧。图3-1,3-2所示为6061铝合金的成形极限图和板料位移图。

图3-1成形极限图

图3-2板料位移图
成形极限图和板料位移图均为最先可以直观地看到红色破裂区域的一帧,由此可以测得IE值为9.87。模拟所得的IE值与帧数有关,帧数越多,IE值越接近真实。通过杯突模拟和实验的结果比较发现:
1)成型件与数字模型的相对比,可发现发生破裂的地方比较接近。
2)两者测得IE值比较:模拟的IE值为9. 87,而试验的IE值为8.12,两者比较接近。
4.结论
(1)6061铝合金具有较好的成形性能,这种板材在单向拉伸过程中受到双向非均匀应力,容易产生应力集中敏感,发生脆性断裂,但是在杯突胀形过程中双向应力均匀扩展,成形性比较好。所以在采用6061铝合金板材作成形性工艺分析时,要尽量避免出现双向非均匀应力的情况。
(2)6061铝合金板材在拉伸过程中的强化段由于局部松弛产生负荷波动,容易导致试样表面上形成类似滑移带的形变花纹而损害产品的外观,所以采用该材料作汽车表面件时,必须增大均匀变形量以避免出现锯齿形负荷。
(3)比较杯突过程的模拟和试验的结果可以看出两者匹配较好,所以可以用模拟来验证试验并进一步指导试验,为铝合金板材冲压工艺的改善、模具设计和有限元仿真的研究提供了试验依据。
[1]王祝堂.国际协定牌号的加工纯铝及加工铝合金.轻合金加工技术.1996,24(4):24-27
[2]陈叙.汽车车身嵌板用铝合金板成形特征.994,17 (3):20-32
[3]陈林,汪凌云,卢志文. AZ31B镁合金板材冲压成形性能研究. 轻合金加工技术.2006,34 (1):31-54
[4]张唯敏.时效处理对6061铝合金锯齿形的影响. 国外金属热处理.2003,24(3):10-14
[5]张新梅,郝丽华,蒋大鸣,庞振民.Al_Mg_Si合金拉伸断口研究.材料工程.1996,(3):35-36
[6]李敬勇, 林铸明, 赵勇. 舟桥结构用铝合金力学性能研究. 华东船舶工业学院学报(自然科学版).2004,18(6):81-85
[7] Mark Colgan, John Monaghan. deep drawing process: analysis and experiment[J].Journal of Material Processing Technology,2002,132:35-41
[8] IK H Wagoner. FUNDAM ENTAL ASPECTS OF SPRINGBACK IN SHEET METAL FORMIN G, NUM ISHEET2002,Vo1,1,2002:13-24
10.3969/j.issn.1001-8972.2011.13.057
武晋(1982—),男,天津人,助教,硕士学位,主要从事模具开发及CAE方向的研究。
