钢丝绳芯胶带接头的硫化研究
2011-10-20江西省丰城矿务局坪湖矿
江西省丰城矿务局坪湖矿 罗 溟
钢丝绳芯胶带接头的硫化研究
江西省丰城矿务局坪湖矿 罗 溟
一、改造项目情况概述
江西丰城矿务局坪湖矿箕斗井井筒斜长740m,坡度30°,2010年该矿对其原煤主提升系统进行了全面的技术改造,将2JK-3/20型提升绞车改造为大倾角DTL100/22/450带式输送机,采用了10卷各150m长的ST/S2500阻燃人字形花纹钢丝绳芯胶带,胶带接头采用热硫化连接。将10卷胶带分2次在井口空地上集中硫化,然后将皮带放在托辊面上从井口整体下放,并在井底硫化最后1个胶带接头。
二、硫化工艺
钢丝绳芯胶带接头硫化,就是将特种配合剂的混炼胶(中间芯胶)与钢丝绳芯通过胶带硫化器在规定时间内加温、加压,将两个接头断面硫化成为一个整体,使各胶带借助橡胶与钢丝绳之间的黏合力及橡胶本身的抗拉力,把各胶带连接成一条完整的胶带。
钢丝绳芯胶带接头搭接形式有一级、二级、三级和四级四种,其中前两种适用于钢丝绳根数少、直径小、间隙大的胶带,后两种适用于高、中强带。根据胶带型号、强度等因素,笔者选用了三级全搭接,接头采用斜口形式,硫化接口长度1 400mm。
硫化技术条件。ST/S2500钢丝绳胶带厚27mm,硫化设备采用DSLQ 1200电热式胶带硫化器,硫化温度为147~150℃,硫化恒温保温时间40min,柱塞泵加压至1.6MPa。
三、操作步骤
1. 准备工作。清理井口空地位置,搭接防雨棚,禁止灰尘扬起,避免硫化工作面洒进水、油、灰尘等杂物。人员分好工,准备好相应的设备、材料、工具(胶浆要提前三天制作),接好照明及设备电源开关。将两卷胶带层叠摆放,两接头摆放至硫化对接的直线位置,安装好硫化器。
2. 胶接。
(1)画出胶带中心线。在接头上分别找出3个相互距离大于1 000mm的中心点,画出胶带纵向中心线(图1)。
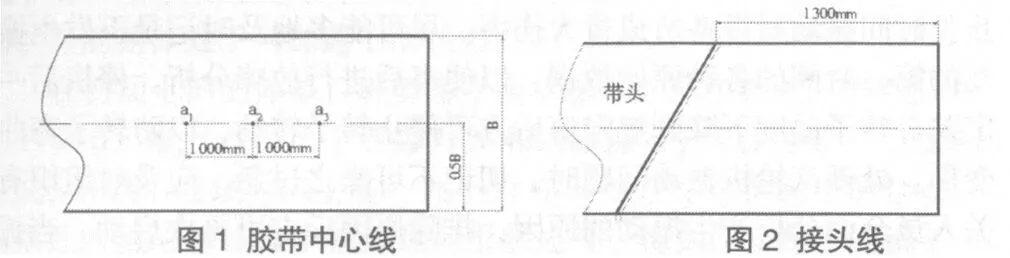
(3)剥胶及修整接头。
按图2沿虚线用美工刀横向割开,胶带上下两面覆盖胶至靠近钢丝绳,不可损伤钢丝绳。
将每根钢丝绳的端部胶割开,用电工钳夹紧绳头沿水平方向向旁平拉至胶带上画好的斜虚线为止。
根据搭接钢丝绳尺寸要求,将预留钢丝绳表面的附胶刮削、打磨干净后,切除带头钢丝绳的多余部分。最外边的两根钢丝绳要全搭接,按最长剪切。
将钢丝绳根部覆盖胶切割成30°斜坡。
将带头及钢丝绳上的胶末以及硫化器和工作台清理干净。(4)胶接成型。
将两个带头的钢丝绳平铺在硫化器下热板上对放好,钢丝绳端部与另一带头钢丝绳的根部间距为60mm。
有的公司虽然已经认识到大数据对于企业发展的重要性,但是却因为没有较强的信息分析技术,导致数据的应用不能充分发挥其实际效用。我国很多企业受传统思想的禁锢,不能用发展的眼光去看待问题,用陈旧的技术对待新的数据,导致其根本不能最好的发挥价值。长此以往,企业就会失去很多发展机会。
重新校验两带头的中心线,调整为一条直线后,将两带头用卡子固定。找中调整时要精确测量,仔细调整,以防皮带跑偏。
将两带头钢丝绳分别翻向两边预先铺好的干净布上,用120#汽油将钢丝绳逐根擦拭干净挥发后,均匀涂上2或3遍胶浆。
在下热板上铺上面积足够的干净布或纸后,将668下覆盖胶和655芯胶展开,表面分别用汽油清洗干净一遍后将胶浆均匀涂刷2或3遍,晾干。然后从中间向两侧将两胶贴合在一起并充分滚压或敲击,防止存积气泡或鼓包。覆盖胶与芯胶端头均须照斜坡裁齐,芯胶与覆盖胶端头应平行错开一定距离。
按接头尺寸裁剪覆盖胶与黏合的芯胶后,找出接头中心钢丝绳,按三级搭接方式开始摆绳。将带头及钢丝绳放在芯胶上,根据两接头最近的完整配筋距离为1 556mm要求将覆盖胶、芯胶定长并裁断,随后将另一带头及钢丝绳铺在芯胶表面上。
摆绳。再拉线校验一下两接头中心线是否准确,对正后将两接头钢丝绳从中间分开,找出中心钢丝绳,从中心向两边摆放,两接头钢丝绳相互交叉搭接。钢丝绳之间及钢丝绳对接端用655芯胶条填充、填实。
将668上覆盖胶和655芯胶按上述方法清洗、刷胶、贴合。
用655芯胶片作边胶条贴在外侧钢丝绳外并与原胶带边一致,再将整个绳面及填充的芯胶、坡口刷胶浆晾干,然后将贴合好的芯胶与上覆盖胶覆盖在上面,从中间向两侧将两胶贴合在一起并充分滚压或敲击,防止存积气泡或鼓包。覆盖胶上面可刺出若干气孔,以利于水蒸气排除。
修整、裁剪多余的胶料后,在上覆盖胶上铺上面积足够的干净布或纸后盖上硫化板、横梁。先将硫化器的四个角上的螺栓拧紧,然后用力矩扳手紧固拉杆。
3. 硫化。检查无任何问题后,连接温度传感器(同时插上金属温度计),接通柱塞压力泵和水压板管路,硫化器通电开始加温硫化。硫化温度为147~150℃,硫化恒温保温时间40min,柱塞泵加压至1.6MPa。硫化时有专人随时观察、及时处理出现的问题。
4. 起模。计时结束后,硫化器断电,对加热板注水冷却,温度降至80℃以下时,方可拆除硫化器。检查无任何问题后,清理现场。如果有缺陷,必须及时修补或修整。
四、注意事项
1.胶料要合格并在有效使用期限内,且刷胶时要薄而均匀。
2.刮削、打磨钢丝绳时不能使其受损;切除钢丝绳时要逐一编号,认真核对,严禁切错。
3.涂下遍胶浆时,前遍胶浆必须晾干。
4.摆绳时,钢丝绳排列整齐、平直,间距相等,不得翘起;边缘的钢丝绳全搭接,绳头要顺着胶带运行的方向摆。
5.硫化工作面不得有水、灰尘或煤尘等杂物。
6. 平放上、下复合胶时要平整,刷的胶浆要干透,钢丝绳间及胶带两侧芯胶要填实,芯胶、覆盖胶等贴合时要压实,避免出现皱褶、气泡等现象,导致硫化失败。
7. 两胶带中心线要测量、核对精准,避免因中心线偏斜造成胶带跑偏。
