粗糙表面锻件超声波检测
2011-10-19康宇清
康宇清
(湛江市特种设备检验所,广东 湛江524000)
粗糙表面锻件超声波检测
康宇清
(湛江市特种设备检验所,广东 湛江524000)
大型锻件的生产过程中,为了保证质量,减少废品的产生。运用超声波检测的手段在生产过程中进行质量控制,可以起到为了保证产品的质量,减少废品的产生的目的。生产过程中的超声探伤主要遇到的问题是表面粗糙对检测的影响,经对比试验和分类归纳的方法,取得较好的效果。
锻造;超声波检测;表面粗糙度;底波法
1 锻件生产过程中的两个质量检测点
(1)用超声波检测挑选原材料。锻造原料一般为钢锭或者是原料方钢,这里我们来探讨下原料方钢的超声波选材。原料方钢是由大钢锭切头切尾,经初步压制而成的锻造原材料。一般心部有较大的疏松和夹杂物等缺陷。经常出现由于原料自身缺陷太大导致锻造出的产品不合格的情况。于是我们做了,通过超声波检测来对原料方钢进行分级选材的探讨,得出方钢分级一些经验方法,使得产品质量有了很大提高。
(2)锻造毛坯件的超声波检测。锻造毛坯件经锻造成型后未经机加工,此时如果能对其进行超声波检测可以起到保证产品的质量,减少废品的产生。锻造毛坯件超声检测的难点就是表面粗糙,且表面覆盖有氧化皮。用对比检验的方法获得底面粗糙补偿,可以有效解决表面粗糙对超声波检测的影响。
2 原料方钢的超声波检测分级
原料方钢是由大钢锭切头切尾,经初步压制而成的锻造原材料。一般心部有较大的疏松和夹杂物等缺陷。锻造过程中经常出现由于原料自身缺陷太大导致锻造出的产品不合格的情况。通过超声波检测来对原料方钢进行分级选材,对方钢进行分级,根据其等级来确定它的用途,使得产品质量有了很大提高。下面我们就来讨论下对方钢分级方法。
2.1 超声探头的选择
原料方钢虽是由钢锭初压而成,其晶粒比较粗大,表面也比较粗糙,且表面覆盖有氧化皮。根据原料方钢的这些特性,选择相应的超声波探头,可以最大限度的减少其对超声检测的影响。选用频率较低,直径大的软保护膜直探头来检测可以达到两个目的,一是可以降低材料晶粒粗大对超声波的衰减,二是可以减少超声波进入粗糙表面的声能损失。一般用频率为1MHz、直径为28的软保护膜直探头。
2.2常用的检测方法
原料方钢超声检测的难点是粗糙表面对检测的影响和材质衰减的影响。
锻件超声波检测通常用对比试块法和底波法。首先采用底波可以很好的避免上表面粗糙对检测的影响,其次用缺陷少的,材质好的部位来衡量材质差缺陷多的部位,更有实际意义。
底波法检测采用方钢边缘无缺陷的部位处的底波来做检测的基准灵敏度,然后根据材料厚度采用计算的方法得到相应扫查灵敏度,检测过程中如发现缺陷回波,计算出底波衰减量和缺陷大小当量来给方钢评级及确定其后用途。
2.3 检测分级
以下是实际生产过程中,根据缺陷的情况来确定其用途的分级表。
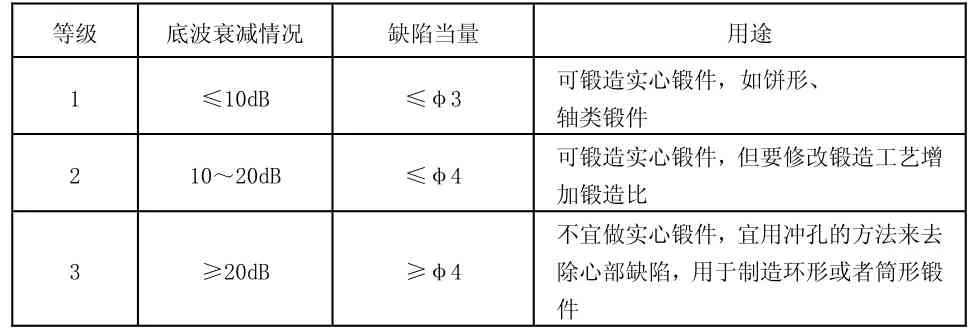
原料方钢的超声波检测分级表
3 锻造毛坯件的超声波检测
大型锻件为了节约成本提高经济效益,减少锻造余量。为了保证产品的质量,减少废品的产生,于是我们做了对锻件刚锻造好的时候就对其进行超声波探伤方法的研究,因为车光后探伤,不合格的产品的重新回炉锻造的话,往往锻造余量就不够了,造成了不合格产品的产生。
锻件毛坯表面粗糙且有氧化皮,但是在实际检测时超声波能穿过与工具表面结合紧密的氧化皮,检测时要清除疏松的氧化皮。我们采用的是底波法来检测,这样做的最大的优点就是减少上表面粗糙程度对检测的影响,一般选择粗糙程度适中的无缺陷部位的底波来做为调机的灵敏度。粗糙不平的下表面对底波反射的损耗较大,于是我们做比试验的来测量底面对底波反射能量的损耗,再在检测的过程中加上下底面反射损耗补偿。于是在2008年5月至8月间对所有生产出来的锻件在只车光上表面时某个固定位置底波的此时的当量值做了记录,然后再在下底面也加工好后该处底波的当量值进行比较。经过一段时间比较,发现在本厂正常工艺锻造出来的锻件,粗糙的下底面反射损耗一般为5~10 dB。于是我们在检测锻件毛坯时,按照检测普通锻件的工艺,只是在检测时加上8dB的下底面损耗补偿。这样做会有一定的误差,保守起见,当检测结果大于判废线下5dB时,我们就认为该产品要重新锻造才能保证产品的质量了。不同制造厂,由于工艺水平不一样,所做的锻件下表面补偿也不一样,但是通过对比试验的方法可以得到相应的下表面补偿,因此,这种方法在不同的制造厂也可以适应。
4 经济效益
采用超声波检测的手段在生产过程中进行质量控制,原料方钢的超声波检测可以从源头上减少不合格产品的产生,对材料进行因材施用,采用不同的工艺,减少材料自身缺陷对产品质量的影响。锻造毛坯件的超声波检测,可以在锻件未经机加工的情况的下,经过超声波检测产品的质量,可以做到早发现,早改正的目的。减少由于锻造不合格又后续加工带来的加工损失,而且加工成型后,检测不合格,产品只能报废,而刚锻造好就检测发现不合格,可以采用一定的方法补救,可以挽回很大的损失。
采用超声波检测的手段在生产过程中进行质量控制后,产品的质量有了很大的提高,废品率降低了 70%,取得了很好的经济效益。
TG316.1+93
A
1008-1151(2011)08-0124-01
2011-05-24
康宇清,供职于湛江市特种设备检验所。
