机房防护板数控钣金加工工艺设计
2011-10-18肖秀珍
成 立 肖秀珍
(苏州工业职业技术学院,江苏 苏州 215104)
机房防护板数控钣金加工工艺设计
成 立 肖秀珍
(苏州工业职业技术学院,江苏 苏州 215104)
数控钣金加工技术运用方便,适应于各种不同类型产品的加工,能有效地解决各种复杂零件的钣金加工问题,提高了加工效率。
机房防护板;数控钣金加工;工艺
(一)引言
钣金制品时至今日,各行各业,生产生活中应用之广,无处不有,如汽车外壳、不锈钢橱具、桥梁桥架、金属办公家具、金属工艺品等等。钣金,即板,薄板之意,对薄金属板进行综合的冷加工,包含折、剪、冲、焊、铆、拼接等工艺。随着数控技术的发展和数控设备的普及,早期应用于军工、航天等高精领域的新兴技术,逐步发展壮大,广泛应用到了工业领域,数控钣金加工就是因运而生的多元化钣金加工技术。
钣金加工的基本设备包括:剪板机、数控冲床/激光、等离子、水射流切割机/复合机、折弯机,以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。数控钣金加工就是全部或大部分工序使用了数控设备,如:激光切割机、数控冲床、数控折弯机、数控焊接机等。这些先进的数控钣金设备有效地解决了零件精度要求高、形状复杂等问题,比传统的钣金加工设备更能适应产品规格多样化的柔性需求,能直接从制图到产品无纸化生产。
(二)“机房防护板”的加工工艺制定
如图 1所示“机房防护板”适用于室内、半室外、户外型自动扶梯,与其它组件进行连接构成上机房防护装置,用于放置扶梯的驱动机构,起到防护作用。

图1 “上机防护板”实物图图2 镀锌钢板1.2/DC51D+Z
图1 “上机防护板”实物图图2 镀锌钢板1.2/DC51D+Z
该“机房防护板”适用于双驱动型自动扶梯。零件材质选择DC51D+Z(德标)镀锌钢板,如图2所示。该材料易于加工成型,有良好的吸音效果,重量较轻,使用寿命较长。因表面镀锌呈银白色,常被称为“白铁皮”,可以防止钢板被空气和水等锈蚀,材料表面还可以作喷漆或抛光处理,适合“机房防护板”的使用要求。
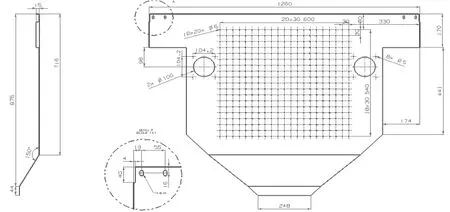
图3 “上机防护板”零件图
如图 3所示为“机房防护板”零件图,根据零件图样设计要求、产品数量及现有设备条件等方面进行加工工艺制定的综合分析。首先,零件外形较特别,考虑到加工质量及加工效率,先选择剪板机将钢板裁剪到适当尺寸,再采用激光切割机进行外形切割,同时因零件的两个Ø100圆孔直径较大,冲压加工不适合,故安排在激光工序中一并完成;其次,零件上有若干小孔加工,孔规格小数量多,采用激光加工孔径小易产生熔渍,采用普通冲床加工费时费力,所以选择数控冲床进行加工;再次,零件上有多处折弯要求,且折弯角度和折弯尺寸不同,适宜采用数控折弯机进行折弯;最后,根据客户要求,零件需作表面喷涂处理。综上考虑,该零件工艺安排为:数剪-激光-数冲-数折-喷涂等工序。产品制作单如表1所示。

表1 “上机防护板”产品制作单
(三)“机房防护板”的数控钣金加工工序
根据零件图样尺寸、激光机工作台尺寸以及排样要求,采用数控剪板机将原购规格为 1200*1000*Cmm镀锌钢卷按1200*1000*2270mm尺寸进行剪板。
1.数控激光切割工序
SLCF-L15X30型精密数控激光切割机,工作台的尺寸规格为3000*1500mm,对零件进行展开排样,如图4所示一块镀锌板上安排了两个零件,排样时零件离钢板边缘最好留有20mm左右余量。采用NewCAM编程软件进行各参数设置并生成数控程序代码,通用参数设置为:刀具补正方向(右)、小于 91度拐角减速处理、自动设置原点位置(0,0);快速切割方式参数设置为:圆弧切入(引割长度3),内孔切割方向(CCW)、外切割方向(CW)、内孔优先切割、不选择外孔断点切入;其余参数设置略,切割路径如图5所示

图4 “上机防护板”零件排样

图5 激光加工轨迹
根据工件材料及厚度,依据参数表,机床操作时需设置以下几个方面的参数,如表2所示。

表2 激光机操作参数设置
2.数控冲床冲孔工序
SKYY31228C型数控冲床,控制系统为 FANUC Series Op,32工位转塔模具库,机床尺寸规格为 2000*1250mm,夹钳尺寸规格为90*15mm。采用ProCAM编程软件进行各参数设置并生成数控程序代码,主要参数设置为:板材尺寸1285.2*984.2mm、每块板零件数量 1个、冲床原点坐标(1400,1412)、冲头高度 5mm、板材厚度 1.2mm。如图 6所示,零件图中18×20×Ø6圆孔采用规格为 ROØ6圆形上模和ROØ6+0.8圆形下模,4-8×16椭圆孔采用规格为Ø8×16椭圆上模和 OBØ8×16+0.8椭圆下模,具体参数设置如表3所示。冲压加工时选择自动配刀方式,设置冲压对象等参数,生成数冲程序代码。

图6 数控冲床上下模具

图7 数控冲床加工轨迹

表3 数控冲床模具参数设置
3.数控折弯机折弯工序
PR6G100×2550型数控液压折弯机,最大压力 300bar,功率7.8kw。选择如图8所示折弯模具,适合折最大2mm钢板,其上模各参数为:角度88°、高度180mm、半径0.1mm,下模各参数为V开口12mm、角度88°、高度142.5mm。
以零件图中左右两侧边折弯为例,如图 9所示在 Delem数控系统中进行数据编程,主要参数设置如表4所示。

图8 PR6G100×2550数控折弯4号模具

图9 PR6G100×2550数控折弯机 数控系统

表4 数控折弯机数据编程主要参数设置
(四)结束语
“机房防护板”零件采用了多种数控钣金设备进行加工,是典型的数控钣金加工实例,在较短时间内达到了产品的精度要求,减少了研发时间,降低了工人的劳动强度,是传统钣金加工的突破,极大地提高了钣金加工的能力,应用前景广阔。
[1] 章飞.钣金展开与加工工艺(第二版)[M].机械工业出版社,2007.
[2] 汤酞则.钣金基本工艺与设备[M].高等教育出版社,2006.
[3] 丛文龙.数控特种加工技术[M].高等教育出版社,2005.
TP29
A
1008-1151(2011)06-0100-02
2011-03-17
成立(1976-),女,江苏盐城人,苏州工业职业技术学院机电系实验师,工程师,硕士研究生,从事数控、模具专业方面的教学与研究。
