双轴转台分度误差检测与辨识技术*
2011-10-18高秀峰
高秀峰 孙 璐
(①沈阳机床(集团)设计研究院有限公司,辽宁沈阳110142)(②沈阳铁路局沈阳通信段,辽宁沈阳110020)
双轴转台的分度误差严重影响复杂工件的加工精 度,因此,对双轴转台的分度误差进行检测与辨识,对提高双轴转台的加工精度具有重要的意义[1-2]。机床回转轴分度误差的传统检测方法,通常是使用正12面或24面多棱镜作为标准器,并配以1″自准直平行光管进行分度误差检测,检测过程不仅非常繁琐,而且存在检测精度低、受环境影响大、检测重复性差等缺点[3]。近年来,随着激光检测技术的快速发展,激光干涉仪被越来越多地应用到机床回转轴分度误差的检测中[4-5],并取得了非常显著的实际应用效果。
1 双轴转台误差分析
双轴转台配置在三轴机床上便可以构成五轴机床。但双轴转台的配置形式有多种,可以直接安装在固定床身上,或安装在移动工作台上,除此之外,还可以作为机床附件安装在三轴机床上,使用时可以自由拆卸。以我公司自行研发的小规格五轴联动加工中心为例,来分析双轴转台的各项误差。如图1所示,双轴转台包括围绕Z轴旋转的C轴以及围绕X轴旋转的A轴,C轴与A轴的联动可以带动工件实现任意角度加工。

双轴转台理论几何精度应当为,A轴轴线与C轴轴线垂直并相交。但由于零部件加工误差以及装配误差,导致双轴转台装配完成后,A轴轴线与C轴轴线之间存在一定的位置误差、角度误差以及分度误差。而当双轴转台安装在三轴机床上后,两者之间又存在一定的位置误差、角度误差,所有误差如表1所示。

表1 双轴转台与五轴加工中心误差表
表1中省略了三轴机床的内部各项误差,δxAM表示A轴轴线与机床在XM方向产生的位置误差,其他位置误差符号含义与此相同。αAM表示A轴轴线与机床围绕XM轴方向产生的角度误差,其他角度误差符号含义与此相同。
在上述各项误差中,分度误差与位置误差以及角度误差相对而言比较特殊,该误差并没有同其他各项误差耦合在一起,因此,分度误差可以直接利用激光干涉仪等检测手段进行检测与补偿。
2 利用激光干涉仪对双轴转台分度误差进行检测与辨识
2.1 Renishaw激光干涉仪回转轴测量系统检测原理
Renishaw激光干涉仪回转轴测量系统如图2所示,包括激光头、角度干涉镜、角度反射镜、RX10回转基准分度器、安装板、电脑、打印机、RX10控制器/电源以及被测的回转轴等。

如图3所示,激光头的输出光束被角度干涉镜中包含的分光镜分裂成两束平行光束。一部分光束(A1)直接通过干涉镜,并从角度反射镜的某一半反射回激光头。另一部分光束(A2)通过角度干涉镜的角度分光镜,传到角度反射镜的另一半,角度反射镜使光束通过干涉镜返回到激光头。随着角度反射镜的转动,返回光束中将产生移动性干涉条纹,这些条纹最终被位于激光头内部的光检测器检测到,通过比较光束A1与A2之间的光程差,软件根据该数据计算出回转轴的分度误差。

2.2 回转轴测量系统的安装
在双轴转台A轴与C轴分度误差检测之前,首先将RX10控制器与激光头连接至计算机,并做好检测前的相关检查与调试。
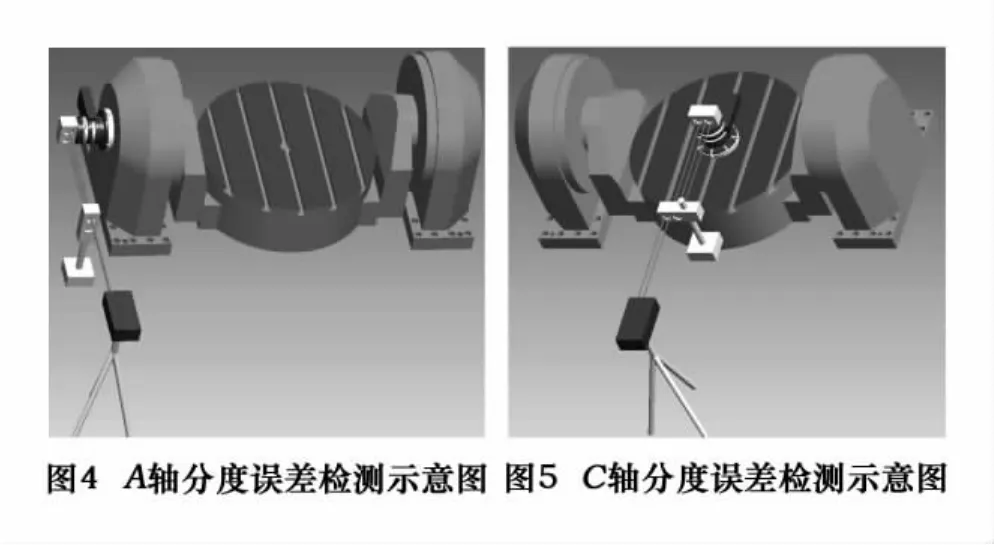
在检测A轴分度误差时,如图4所示,先将A轴左壳体拆卸掉,然后将RX10回转基准分度器与安装板一同安装在A轴旋转轴上,为了保证检测精度,应当保证两者的同轴度小于0.5 mm。因此,专门设计一种过渡连接元件,该零件有经过精密加工的圆柱表面,安装时可将该表面装入A轴旋转轴的圆柱止口中。在检测C轴分度误差时,如图5所示,将RX10回转基准分度器与安装板一同安装在工作台面上的中心孔中,同样应当保证两者的同轴度小于0.5 mm。
2.3 双轴转台旋转轴分度误差检测
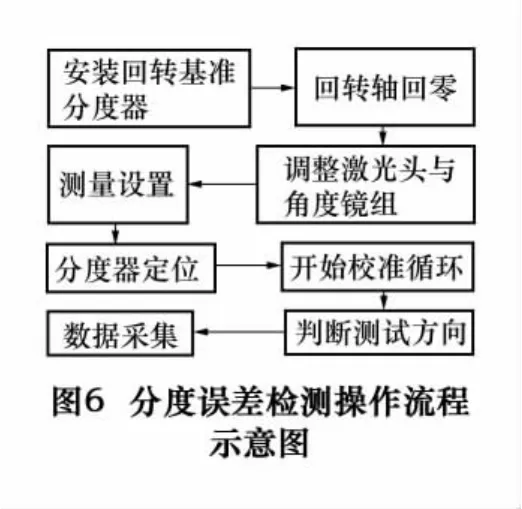
在RX10回转基准分度器安装完成后,将被测回转轴旋转至零位,并把角度反射镜安装到RX10回转基准分度器上。调整激光头和角度镜组,让激光通过角度干涉镜到达角度反射镜并回到激光头接收孔。再连接RX10控制盒和2根数据线,运行“回转轴分度精度测量”进行测量设置。待进入校准界面时,首先进行“分度器定位”(顺时针或逆时针皆可),出现“分度器已定位”提示后,分别检查“锁定”和“解锁”2个状态光强是否满足测量要求。然后点击“开始校准循环”,等待RX10回转基准分度器校准。校准结束后,试运行检测程序判断测试方向是否一致,若不一致可以通过校准界面中正负号转换按钮进行转换。在检测起点清零后,开始采集数据。测量值步幅小于10°时检测转速为10 r/min,测量值步幅大于10°时检测转速为2 r/min。每段停止时间为6~8 s或更长的时间。数据采集完成后,可以将数据输入到数控系统中进行分度误差补偿。操作流程如图6所示。
2.4 分度误差数据修正
如图7所示,Renishaw回转轴测量系统在测量回转轴分度误差时,通过测量两束平行激光束的光路长度变化来计算分度误差。随着反射镜的转动,返回光束中产生移动性干涉条纹,当反射镜静止不动时,这些条纹保持不变,光检测器检测到稳定的激光强度。当进行分度误差测量时,反射镜转动与条纹计数之间没有严格的线性关系。在角度很小时,二者之间接近线性关系;但随着角度θ的增大,二者逐渐偏离线性关系。标定软件通过反正弦计算对其进行修正,把线性条纹计数器数值转换成真实的角度读数,然后再计算分度误差。分度误差校正公式为

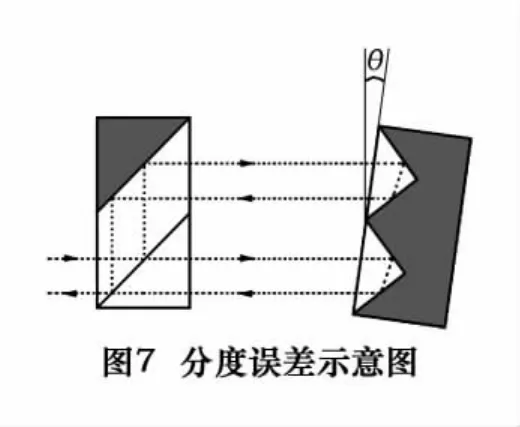
式中:R为激光干涉仪的读数。
3 结语
以我公司自行研发的小规格五轴联动加工中心为例,分析了双轴转台的各项误差。双轴转台内部共包括一项位置误差、一项角度误差以及两项分度误差。简单介绍了Renishaw回转轴测量系统的构成、工作原理,并详细说明了利用该系统检测A轴与C轴分度误差的方法。利用该方法在我公司的五轴联动加工中心样机上对双轴转台进行分度误差检测,实践证明该方法具有检测精度高、检测重复性好、检测效率高等优点。
[1]王民,胡建忠,昝涛,等.五轴数控机床运动误差建模与测试技术[J].北京工业大学学报,2010,36(4):432-439.
[2]Masaomi Tsutsumi,Akinori Saito.Identification of angular and positional deviations inherent to 5-axis machining centres with a tilting-rotary table by simultaneous four-axis control movements[J].International Journal of Machine tools&Manufacture,2004(44):1333-1342.
[3]张立新,黄玉美,杨心刚,等.回转轴运动精度的干涉测量与误差补偿分析[J].传感技术学报,2007,20(3):686-689.
[4]唐进元,龙云泽.数控弧齿锥齿轮磨齿机回转轴定位误差检测及补偿研究[J].机械传动,2010,34(6):5-8.
[5]姜孟鹏,黄筱调,王华,等.极坐标数控铣齿机回转台运动精度干涉测量[J].组合机床与自动化加工技术,2010(3):30-33.
