可交换式双摆头设计过程中编码器类型的选择
2011-10-18徐兆成隋海倬刘春时
徐兆成 隋海倬 刘春时
(沈阳机床(集团)有限责任公司,辽宁 沈阳110142)
随着数控机床的不断发展,铣头可交换的5轴机床已成为高档数控机床的一种趋势,主要应用于汽车工业中的模具制造、原型制造、大型钢模和铸铁模具的制造以及航空航天工业中的复杂零件加工、应用于原金属90%以上的铝结构的加工、应用于在动力设备制造中难加工材料的加工。由于标配可自动交换双摆铣头,高低速主轴搭配满足一次装卡从粗到精加工要求,工件可在一次装夹后,完成多种工序的五面加工和多种空间方向的铣、钻等加工。是加工精度要求较高、形状复杂零件和模具行业、航空航天工业的理想设备,特别是针对加工难度更大的航空透明体模具,能够满足对透明件注射成形模具实施从粗到精加工,确保加工精度和表面质量的要求。
由于在自动交换双摆铣头时,需要同时更换摆头中相应轴(如本文范例机床中的主轴与A轴)的电动机与编码器,而针对不同类型的数控系统,在同时交换电动机与编码器时,对编码器类型的选择是有严格的技术要求的,不同的数控系统对于不同的编码器类型,有些组合是可以实现自动交换双摆铣头,而有些组合是无法实现自动交换的。下面主要介绍西门子840D系统及海徳汉iTNC530系统在交换铣头过程中,对于选择增量式编码器、绝对式编码器的可行方案及技术要求,只有在机械、电气设计之初考虑好换头时应用的数控系统与编码器类型是否可行,才可以避免不必要的经济损失与浪费。
1 编码器类型的选择及参数设置
1.1 基于西门子840D系统的编码器
首先需要注意的问题是,在自动交换双摆铣头的过程中,需要同时交换电动机与编码器。对于电动机而言,交换只能在同类型的电动机间进行,即同步电动机与同步电动机之间互相交换,异步电动机与异步电动机间互相交换,同步电动机与异步电动机是无法进行交换的。其次,对于实现自动交换双摆铣头,必须重新激活并应用“新更换机床轴”相应的参数设置。为了达到此目的,西门子系统准备了4组电动机参数,分别对应地存储在1000、2000、3000和4000系列范围的参数中,PLC通过改变“驱动控制字”中的电动机位(DB3x.DBX21.3和DB3x.DBX21.4),发出准备交换电动机的请求,并同时选择并激活了对应的上述4组电动机参数。
在参数设置方面,有一个重要的参数 MD1013(ENABLE_STAR_DELTA),该参数是控制电动机交换使能及电动机交换类型的,当参数MD1013=0时,系统电动机交换功能关闭;当参数MD1013=1时,系统可最多可交换4组电动机与编码器,并且每组电动机都拥有自己相应的参数设置。
下面以交换双摆铣头的电主轴及A轴为例,介绍西门子840D系统选择编码器的技术原则及原因。交换过程中需要经过以下几个步骤与状态(当前激活并工作的为摆头1,现将摆头1交换为摆头2):
(1)将双摆头精确定位到摆头1库中的还摆头位置,准备将摆头1还回库中,此时A=0,C=0,如图1;

(2)PLC通过改变“驱动控制字”中的电动机位,发出准备交换电动机的请求(DB3x.DBX21.3和DB3x.DBX21.4);
(3)驱动控制器将“驱动状态字”设置成“交换激活”的状态,并取消主轴1及A轴的“脉冲使能”;
(4)驱动控制器通过“PLC状态字”的“脉冲使能位”来通知PLC主轴1及A轴的“脉冲使能”已经取消(DB3x.DBX93.7);
(5)驱动控制器激活主轴2及A轴相应的参数设置;
(6)驱动控制器通过“PLC状态字”的“电动机位”来通知PLC主轴2及A轴已经生效(DB3x.DBX93.3和DB3x.DBX93.4);
(7)PLC通过840D申请“parking轴”生效;
DB3x.DBX1.5/DB3x.DBX1.5=0
DB3x.DBX2.1=0
(8)840D通过“驱动控制字”申请“parking轴”生效;
(9)驱动控制器通过“驱动状态字”通知 PLC“parking轴”已经生效;($VA_POSCTRL_MODE[Axis]=3:“parking轴”生效)
(10)PLC断掉主轴1及A轴的电压供给及编码器等连接,PLC等待自动交换双摆铣头过程,如图2;

(11)PLC连接主轴2及A轴的电压供给及编码器等,如图3所示;

(12)PLC通过840D终止“parking轴”;
DB3x.DBX1.5/DB3x.DBX1.5=1
DB3x.DBX2.1=1
(13)840D通过“驱动控制字”终止“parking轴”;
(14)驱动控制器通过“驱动状态字”通知PLC“parking轴”已经终止;($VA_POSCTRL_MODE[Axis])
(15)PLC通过“PLC控制字”(DB3x.DBX21.5)通知驱动控制器“电动机交换完成”;
(16)驱动控制器将“驱动状态字”中的“交换激活”状态删除,并激活主轴2及A轴的“脉冲使能”;
(17)驱动控制器通过“PLC状态字”的“脉冲使能位”来通知PLC主轴2及A轴的“脉冲使能”已经激活(DB3x.DBX93.7);
(18)对于同步电动机还应进行“粗转子识别”或“精转子识别”。
在上述自动交换双摆铣头的过程中,关键是终止“parking轴”步骤的前后,对于西门子840D系统,此时如果对摆头中相应轴(如主轴或者A轴)选择绝对式编码器,则无法实现自动交换双摆铣头的过程。原因如下:
对于西门子840D系统,参数MD34230(ENC_SERIAL_NUMBER)的功能是存储编码器序列号(serial number),而对于“绝对式编码器”而言,该序列号均是唯一的(即使型号与生产厂家是相同的)。在自动交换铣头时,由于要交换电动机,还要交换编码器,所以当系统终止“parking轴”的步骤完成后,MD34230中的参数数据是新电动机编码器的序列号,与交换前旧电动机编码器的序列号是不同的,这就会引起系统报警,需要控制器复位,这样就无法完成自动交换的目的。如果选择的是“增量式编码器”,在参数MD34230中存储的编码器序列号均为0,这样在终止“parking轴”步骤的前后,MD34230中的参数值是不会改变的(均为0),不会引起系统报警,自动交换可以正常完成。同理,在自动交换时,断掉与重新连接的编码器,如果是同一个“绝对式编码器”,则MD34230中的参数值也是不会改变的,不会影响正常的自动交换。
1.2 基于海徳汉iTNC530系统的编码器
应用海徳汉iTNC530系统进行自动交换双摆铣头,其交换的物理过程与上述的西门子840D系统相似,这里不再赘述。下面主要介绍在自动交换铣头的过程中系统软件的处理过程和特点,及由此而产生对编码器类型选择的影响。
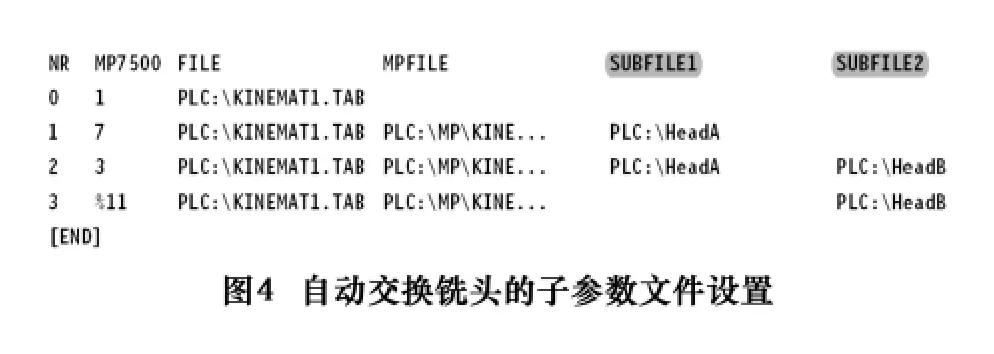
为了实现自动交换双摆铣头,必须重新激活并应用新更换机床轴相应的参数设置。对于海徳汉iTNC530系统而言,分别定义了两组子参数文件,机床制造商可以把需要更换的机床轴所对应的参数,如轴配置参数、轴电动机参数、轴对应的PWM输出接口分配的参数、编码器输入接口的参数等,分别输入到这两组子参数文件中。而这两组子参数文件在系统中存放的文件名及目录则分别标识在海徳汉系统动态描述文件中的kinelist表里,其中“SUBFILE1”列存放了第一组子参数文件的信息,“SUBFILE2”列存放了第二组子参数文件信息,在自动交换双摆铣头时,只需要分别激活当前摆头所对应的子参数文件,即可实现参数从新选择激活的功能,如图4。
与应用西门子840D系统时的原理类似,在应用子参数文件时,一定不能把类似MD34230(ENC_SERIAL_NUMBER)会导致控制器重新启动的参数输入到子参数文件中,这样将会导致无法实现自动交换铣头。只要子参数文件中所包含的参数设置均是合法的,即可实现自动交换的过程。
如果设计时选择的是绝对式编码器,还应该注意数控系统控制器的型号,如果海徳汉系统控制器型号是CC422时,选择绝对式编码器是无法实现自动交换铣头,因为在这个过程中,编码器需要在机床运行中切断与控制系统的连接并重新恢复连接。对于CC422而言,系统只有在控制器启动时才读取绝对式编码器反馈回的数值,故无法自动地完成铣头交换。但是对于型号是CC424的控制器,就不会出现上述问题,应用绝对式编码器是可以实现铣头自动交换的。
对于应用增量式编码器,无论控制器型号是CC422还是CC424,在自动交换电动机与编码器时,既不会影响系统对编码器反馈值的读取,也不会导致系统的重新启动,可以实现自动交换铣头。
2 结语
综上所述,在设计类似自动交换双摆铣头(即电动机与编码器需一起断开、重新连接)的机床时,选择编码器类型,可参考以下几点:
(1)西门子840D系统可以实现2个不同增量式编码器(但类型相同)间的自动交换。
(2)西门子840D系统,完成2个不同绝对式编码器(但类型相同)间的自动交换是不可能的,但是可以完成同一个绝对式编码器的自动交换。
(3)对于海徳汉 iTNC530系统,控制器型号是CC422时,可以完成增量式编码器的自动交换,但是对于绝对式编码器是不可能的;控制器型号是CC424时,无论是增量式编码器,还是绝对式编码器,均可以完成双摆头的自动交换。
在设计之初,注意上述选择编码器类型的原则,可以避免在之后的生产和调试过程中出现类似的问题与矛盾,避免不必要的经济损失与浪费。
[1]SIMODRIVE 611 digital/SINUMERIK 840D/810D/Drive Functions/Function Manual[Z].Siemens,2009.
[2]Technical Manual iTNC530[Z].Heidenhain,2006.
[3]Automatic Spindle Exchange G30[Z].CyTec Zylindertechnik,2009.