直接晒版法标牌制作
2011-10-13白惠艳
文|白惠艳
直接晒版法标牌制作
文|白惠艳
科学技术日新月异,每一项新技术、新成果带给人类的都是生产生活的便捷和巨大进步。为适应社会进一步发展和用户的各种需要,拓展铭、标牌制作工艺是标牌行业技术人员一直追求的目标。
在通过业务学习和查阅资料后,我们寻找到一种新的铭、标牌制作材料——光成像抗蚀刻抗电镀装饰油墨。
铭、标牌制作的常用方法有以下几种:丝网漏印法、氧化着色法、铝氧化表面喷砂、腐蚀制作(凸凹)字等工艺。

下面介绍一下直接晒版工艺制作方法:
一、铝(铜)材料的选择
1.铝材料:适合生产标牌的牌号有1090、1080、1050、1030等。
2.铜材料:适合生产标牌的牌号有H62Y、H62 M、H62。
二、工艺流程
1.底版制作:
按用户图纸尺寸及字体图案要求,电脑激光制作感光底片(阴、阳版),注意应选用透明度高的底片。
2.制作流程:
丝网印版制作→铝(铜)材料的前处理→刷光→光成像油墨丝网漏印→预干燥→曝光→显影→干燥→冲孔→切外形→喷清漆
(1)丝网版制作
使用250~300目的涤纶丝网来制作网框,网框用木制或铝合金,采用气动或手工绷网均可。
(2)前处理:
● 除油处理:原材料购回后表面覆有一层保护膜,小心将保护膜揭掉,用软棉布蘸120号汽油将板料表面擦拭干净。

● 化学除油:为进一步除去材料上残留的油污,常用化学除油工艺配方如下:
NaOH (氢氧化钠):40~60g/L
温度:50~80℃
时间:10~20min
Na2CO3(碳酸钠):20~30g/L
温度:50~80℃
时间:10~20min
(3)刷光
将去完油的块料用刷光机进行刷光或手工抛光、喷丸处理。
(4)光成像油墨丝网漏印
颜色按用户要求,有红、黄、蓝、绿、黑、无色等。网印光成像油墨是一道重要工序,油墨粘度100~200dpa·s,温度25℃,需充分搅拌,静置30min左右。印刷时的技术关系到油墨的曝光效果及附着力。
网印时油墨厚度13~18μm为宜,操作时蔽光。
(5)干燥
将印好油墨的铝(铜)板放入烘箱进行烘烤,温度80~90℃,时间30~400min。

(6)曝光
选择正确的曝光设备,先用ASA-SA8型号4000W大功率曝光机进行曝光,200~500mj/cm2,时间为25~28s。
(7)显影
在配制好的1~1.5%Na2CO3溶液30~40L中进行显影。
(8)后干燥
将显好影的铝(铜)板用流水冲洗干净后放入烘箱进行烘烤,温度为145~150℃,60min。
(9)冲孔
按用户图纸要求冲孔,注意版面不允许产生划伤。
(10)切外形
按图纸外形尺寸要求剪切出工件外形,不得产生划伤。
(11)喷清漆
在版面上喷S01-3清漆,表面应光洁无颗粒。
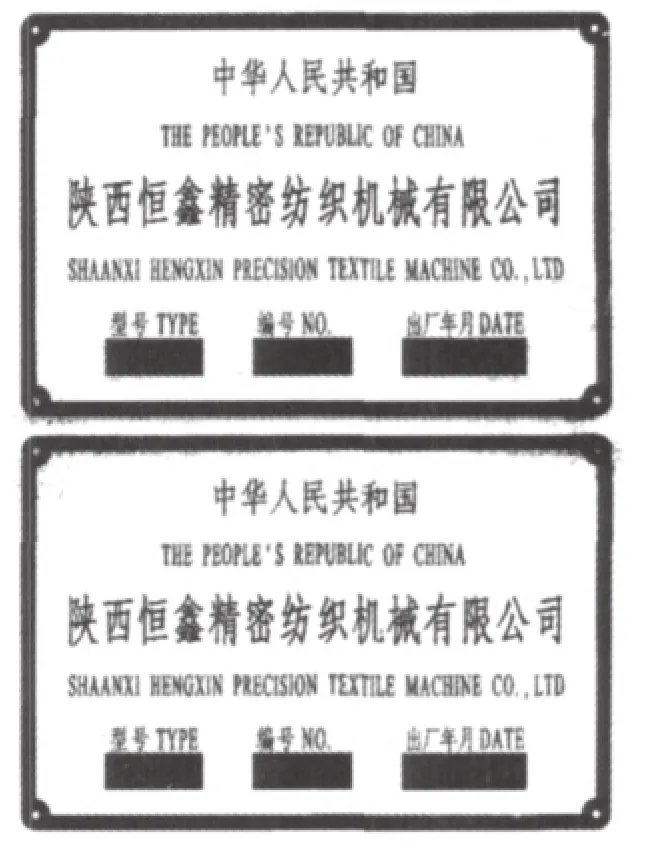
上述方法制作出的铭、标牌,与普通丝网印制出的铭牌相比,其优点为字迹笔划光滑,有立体感,无油墨粘连造成的拉丝、网印微锯齿及发洇现象,附着力牢固,颜色品种增加,色着鲜艳。另外,与腐蚀方法相比工序少、周期短,已在几种标牌面板中得到应用。非常适合大、中、小批量标牌及面板生产。
只要能严格按工艺流程,对每一道工序进行严格操作,同时不断跟踪和学习国内外标牌制作的新技术、新工艺、新材料,与同行多交流,就一定能制作出更高质量和水平的铭、标牌。