小径管焊口超声波检验的研究
2011-10-11慈维霞
慈维霞
(哈尔滨泰斯特检测有限责任公司,黑龙江哈尔滨150016)
0 引言
目前,600 MW、1 000 MW的超超临界火力发电机组已成为中国火力发电的主力机组。超超临界锅炉受热面管径一般较小,管径为32~89 mm,管壁厚度为4~14 mm。小径管在锅炉制造安装中应用较广,能承受较高的压力,主要采用X、Y射线进行检验。由于小径管透照厚度差较大,安装过程中管子密集排列,X、Y射线检验缺陷检出率较低。为此,用超声波检验锅炉受热面小径管焊口,并对超声波检验和射线检验在小径管焊口检验中的缺陷检出率进行比较。
1 射线探伤和超声波探伤的特点
1.1 射线照相法的特点
a.可以获得缺陷的直观图像,定性准确,对长度、宽度尺寸的定量也比较准确。
b.检测结果有直接记录,可以长期保存。
c.对体积型缺陷(气孔、夹渣类)检出率很高,对面积型缺陷(如裂纹、未熔合类),如果照相角度不适当,就容易漏检。
d.适宜检验厚度较薄的工件而不适宜较厚的工件,因为检验厚工件需要高能量的射线探伤设备,一般厚度大于100 mm的工件照相是比较困难的。
e.适宜检验对接焊缝,不适宜检验角焊缝以及板材、棒材、锻件等。
f.对缺陷在工件中厚度方向的位置、尺寸(高度)的确定比较困难。g.检测成本高、速度慢。h.射线对人体有伤害。
1.2 超声波检测的特点
a.面积型缺陷的检出率较高,而体积型缺陷的检出率较低。
b.适宜检验厚度较大的工件,但随着超声波检测设备及技术的发展,对于较薄工件的检测也逐步适宜。
c.适用于各种试件,包括对接焊缝、角焊缝、板材、管材、棒材、锻件,以及复合材料等。
d.检验成本低、速度快,检测仪体积小、重量轻,现场使用较方便。
e.得到的缺陷直观图像定性困难,定量精度不高,但基于PC的全数字超声检测(如TOFD技术)得到的探伤结果能以文件形式保存。
f.对缺陷在工件厚度方向上定位较准确。
g.材质、晶粒度对探伤有影响。
射线检验与超声波检验作为探伤检验的两种方法,主要针对内部缺陷的检验,在超超临界机组焊口检验中应用广泛,射线检验对体积型缺陷(气孔、夹渣类)检出率很高,而超声波检测对面积型缺陷的检出率较高。在探伤检验前,只有根据被检焊缝的焊接特点及容易出现缺陷的类型选择合适的检验方法,才能保证检验结果的准确。
2 小径管的探伤检验方法比较
焊接接头中常见缺陷有气孔、夹渣、未焊透、未溶合和裂纹等。小径管对接焊缝一般采用手工电弧焊打底、手工焊填充或等离子焊等方法进行焊接。对接接头焊缝检验通常采用射线探伤法和超声波探伤法。
在某电厂电建施工中,分别对不合格的焊口进行了超声波和射线检验,并对不同缺陷检出率进行了比较,检验结果如表1所示。从表1可以看出,小径管超声检验对缺陷的检出率明显高于射线检验。

表1 射线检验和超声波检验对缺陷检出率的比较
3 小径管超声检验执行标准的选用
在电力行业标准DL/T 820—2002关于中小径薄壁管焊接接头超声检验中,要求采用DL—1型专用试块的探头频率为5MHz。斜探头的折射角β应依据管壁厚度来选择,不同管壁厚度焊接接头推荐使用的探头角度如表2所示。在保证晶片面积不大于64 mm2的前提下,推荐探头晶片尺寸选用6 mm ×6 mm、8 mm ×8 mm、7 mm ×9 mm。管壁厚度≤6 mm时探头前沿应≤5 mm,壁厚度大于>6 mm时可适当增大。

表2 推荐使用的探头角度β
在电建施工中,小径厚壁管焊口(φ70×22、φ101.6×18、φ127 ×22、φ114×20等)的焊接接头在电力行业超声波检验标准中处于空白,无标准可依。用射线检验透照厚度大、管径较小的焊口,边蚀效应严重,底片灵敏度无法达到标准要求。承压设备无损检测行业标准中超声检验 JB4730.3—2005中小径管焊口的超声检验适用于壁厚≥4 mm、外径为32~159 mm或壁厚为4~6 mm、外径≥159 mm的锅炉、压力容器管和压力管道环向焊接接头。试块的曲率应与被检验管径相同或相近,其曲率半径之差不应大于被检管径的10%。采用的试块型号为 GS-1、GS-2、GS-3、GS-4,如表3所示。斜探头K值的选取如表4所示。
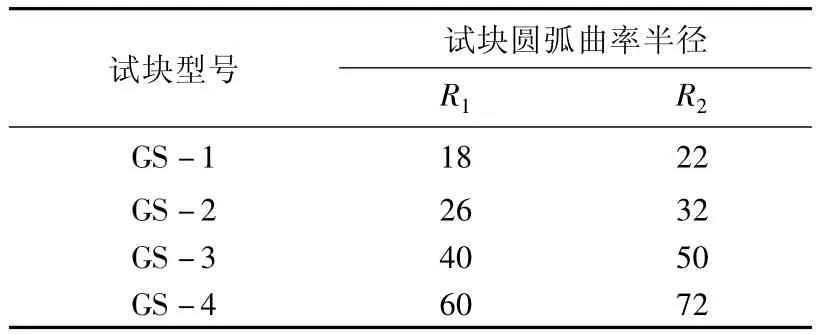
表3 试块圆弧曲率半径 mm

表4 斜探头K值的选择
4 小径管焊接接头缺陷性质分析
超声检测除了确定焊接接头中缺陷的位置和大小外,还应判断缺陷的性质。不同性质的缺陷危害程度不同,如裂纹比气孔、夹渣危害大得多。目前,A型超声检测仪只能提供缺陷回波的时间和幅度信息,检测人员实际检测中常常根据经验结合工件的加工工艺、缺陷特征、缺陷波形和底波情况来分析估计缺陷的性质。缺陷特征指缺陷的形状、大小和密集程度。对于平面形缺陷,在不同的方向上检测其缺陷,回波高度显著不同。在垂直于缺陷方向检测,缺陷回波高;在平行于缺陷方向检测,缺陷回波低,甚至无缺陷回波。一般的裂纹、未熔合等缺陷属于平面形缺陷,对于点状缺陷,在不同的方向检测,缺陷回波无明显变化,气孔就属于点状缺陷。对于密集形缺陷,缺陷波密集互相彼连,在不同的方向上检测,缺陷回波情况类似。一般密集渣、密集气孔等属于密集形缺陷。
5 结论
大容量机组小径管焊接接头射线检验与超声波检验结果表明,小径薄壁焊接接头及小径厚壁焊接接头的超声波检验效果优于射线检验的效果,提高了工作效率,降低了劳动成本,保证了施工的进度。