气缸体水套砂芯热芯盒的优化设计
2011-09-27刘文川
刘文川,何 桂
(1.西南内燃机配件总厂,四川南充市 637100;2.四川自贡职业技术学校,四川自贡市 643000)
气缸体水套砂芯热芯盒的优化设计
刘文川1,何 桂2
(1.西南内燃机配件总厂,四川南充市 637100;2.四川自贡职业技术学校,四川自贡市 643000)
简单介绍和评述了GSR2射芯机制作气缸体水套热芯盒的分盒面、芯盒本体、左右侧开盒机构、第五开盒机构、下顶芯板导向杆、左右盒体机械式锁紧机构、热覆膜砂挡砂帽等结构及其附件的传统结构形式或设备使用说明书推介的形式(及其安装结构)存在的不足,针对其不足提出了利用人体工效学、绩效理论、黄金分割原理等对其进行优化设计的方法或评述了其优先选用的结构形式。
制芯机;气缸体;水套砂芯;热芯盒;优化设计
车用发动机气缸体是复杂薄壁铸件的典型代表,其铸造技术复杂、难度高是民用机械产品中首席典型件,而其干式缸套气缸体水套砂芯(以下简称水套砂芯)的制作工艺则又是其铸造生产中难点之一,故其水套砂芯热芯盒的设计则便是铸造工作者长期研究(优化)的恒久型课题,无论是其对铸件本身质量及合格率的提高,还是市场的需求,都要求其必须与时俱进。
对于气缸体水套砂芯的制作工艺及其热芯盒的设计,目前虽也有一些资料[1~5]对其进行研究,但因其一方面研究对象不同,另一方面,根据笔者近几年来对国内较多的相关铸造厂(以下简称工厂)及专业模具制作公司(以下简称公司)的考查了解和研究,发现一些相关热芯盒的设计尚有较多不尽合理之处。故在此,笔者根据近几年来应用人体工效学、绩效理论、黄金分割原理等的研究,探索出的一些心得,针对目前国内应用已较为普遍的GSR2制芯机制作水套砂芯热芯盒可作优化设计方面作一专题研究和讨论,旨在为该类重要铸造工装的规范化和优化设计积累一点资料供同行参考。
1 分盒面的优选
水套砂芯热芯盒分盒面的设计(或选择)在各个工厂或公司可谓多种多样各具特点。从二开盒到六开盒都有应用的多种实例;以及在同样数量开盒面的情况下,还有分盒面位置不同使其热芯盒制作砂芯的工艺效果也大不同的生产实例[5]。对于水套砂芯来说,分盒面及其数量的优化设计原则应是:保证获得射砂紧实度高,表面光洁的完整砂芯为首要条件,其次应是热芯盒制芯效率及成品率高,以及热芯盒制作和维护工作简便为必要条件。
根据上述原则,通常情况下,水套砂芯的分盒面的分盒面数量应是四开盒方案优于两开盒方案。而对于一些结构复杂的气缸体水套砂芯来说,则还需要五开盒,乃至六开盒则更为优化或更为适宜。
对于四开盒方案来说,其上、下分盒面的优化设计原则应是:上分盒面应尽可能接近于砂芯的最高处,而下分盒面则相应尽可能接近于砂芯的最低处。而通常情况下便是上、下分盒面分别设计在砂芯上、下圆角的顶点处;这样既能使热芯盒具有良好的溢气性能(以便获得致密度高的砂芯),又能圆满制作出砂芯上、下圆弧的结构要求。
依据上述分盒面的优化原则,对于K385气缸体水套砂芯,我们设计出了图1所示的五开盒方案。其结构特点主要有:①砂芯采用五开盒方案形成;②上、下开盒面分别在砂芯上、下圆角顶点处,即上、下盒体的盒腔深度作到尽可能地浅,其砂芯主体部分尽可能在侧开盒上形成;③左、右盒体及其开盒机构等的优化设计;④侧开盒上的通气针安装结构利于盒腔排气;⑤相关附件的优化设计。
2 芯盒本体
对于芯盒本体的设计制作,笔者曾亲眼目睹了两个不成功的典例:其一为6R气缸盖水套芯热芯盒;其二为6R气缸体水套芯热芯盒。前者主要因结构厚薄不合理且加热管布置不当以及本体未加工毛面与加工面的应力不平衡等因素而致使芯盒本体变形量过大,不能正常制作相应砂芯而报废;后者主要因为其左、右盒体结构尺寸设计过小(左、右盒体本体厚度尺寸仅70~80mm),其盒体的高度也未优化到其砂芯尺寸的上、下极限的合理值,以及其它一些不合理因素,而致使该水套芯热芯盒,多次往返于用户与供应商之间的不良状况。
对于在GSR2上制作气缸体水套砂芯的四开盒热芯盒,其芯盒本体的优化设计技术关键主要体现在其左、右盒体上。其优化设计原则虽尚未有定量的研究成果,但优化设计的定性原则大致可归纳以下三条:其一,结构及分盒面应尽可能简化;其二,砂芯高度结构应尽可能多地用左、右盒体形成;其三,左、右盒体的结构尺寸既应有适宜大小尺寸的高度,又应有适宜大小尺寸的厚度。
而对于芯盒本体适宜大小尺寸的优化设计,其可遵循的原则应是:既要保证芯盒本体有适宜的“蓄热”量、适宜的刚性——即尽可能少的变形量;又要保证芯盒本体不能过重,而增加不必要的电(动)能消耗。
依照上述原则,设计出图1所示之K385气缸体水套砂芯热芯盒本体其几个主要参数为:下盒体厚度为90mm,上盒体为70mm,左、右盒体厚度(轮廓)尺寸为 170~180mm。
为了能使水套砂芯热芯盒左右本体达到既有适宜厚度尺
寸(及合理设置加热管),保证芯盒本体有适宜“蓄热”量、适宜的刚性的要求,笔者还曾成功设计出了图2所示一个轿车用发动机四缸气缸体水套砂芯热芯盒。图2所示热芯盒之左右盒体的突出特点是:超长设计制作出了左右盒体(件号2、4)的高度。

图1 GSR制芯机制作K385气缸体水套砂芯的五开盒热芯盒方案示意图
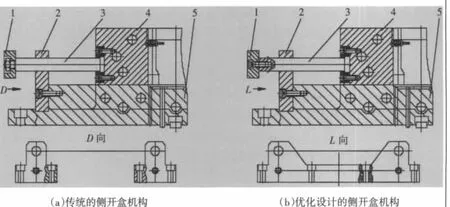
图3 GSR2制芯机制作气缸体水套芯四开盒热芯盒的两种侧开盒机构
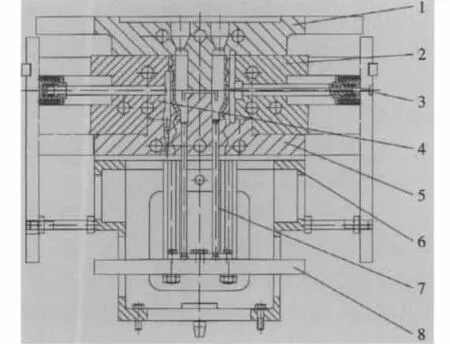
图2 某四缸气缸体水套砂芯的四开盒热芯盒简图
3 左、右开盒机构
对于GSR2制芯机制作水套砂芯的四开盒热芯盒,其左、右开盒机构在较多的工厂或公司的相应设计中尚有一些零件可进行优化设计。如图3(a)所示的结构便是华北某大型铸造厂所用的相应的热芯盒左、右盒体的开盒机构,其主要不足表现在侧开拉杆、侧开连接板和侧开支撑板三个主要零件上。
针对图3(a)所示的三个主要零件存在的不足,笔者作出了图3(b)所示相应机构的优化设计。图3(b)中的三个主要件比之于图3(a)中的相应零件的优化设计分别表现在以下方面。
3.1 侧开拉杆
侧开拉杆(亦称侧开导向杆),在图3(b)中所表现出的优点主要在拉杆与侧开连接板关系由图3(a)的外螺纹优化为图3(b)中的内螺纹结构,由此,后者比之于前者即减少了材料用量,又在安装后的整体外观上较为美观,以及安装和维护时操作更为简便、快捷。
3.2 侧开连接板
图3(b)所示的侧开连接板因其相应的侧开拉杆端头采用的内螺纹结构,而使得其连接板的相应螺钉(通常用高强度内六角螺钉)孔比之于图3(a)相应螺母孔小了成倍的空洞容积,故而图3(b)所示的连接板比之于图3(a)所示的连接板结构强度得到了提高,可延长零件的使用寿命,同时,还可适当减少该零件的加工切屑量即工时量。
3.3 侧开支撑板
图3(a)所示的侧开支撑板的结构特点是,同侧所用的两个侧开拉杆分别各用一个“独立的”支撑板;而图3(b)所示的侧开支撑板则是同侧所用的两个侧拉杆共用一个“连体”的支撑板。故而后者比之于前者具有制作(尤其在安装时)拉杆孔的精度高,侧开机构运动灵活等优点。
4 侧开盒体上通气针的安装结构
在水套砂芯四开盒的侧开盒体的一些形成出砂孔等结构的厚大砂芯位置处,工艺要求通常要做出排气(针)通道。其通气针的安装结构许多工厂普遍采用图4(a)所示的尾端外螺纹的传统结构。这种结构虽有通气针用材少、制作简便的优点,但此种结构的小零件比之于图4(b)所示的相应结构则有:对侧开盒体上的“深孔结构”盒腔难于排气以及通气针的外螺纹结构易损伤芯盒本体的严重不足之处。故而图4(a)所示的通气针安装结构虽有“传统”优势,但又确是非优化设计结构。
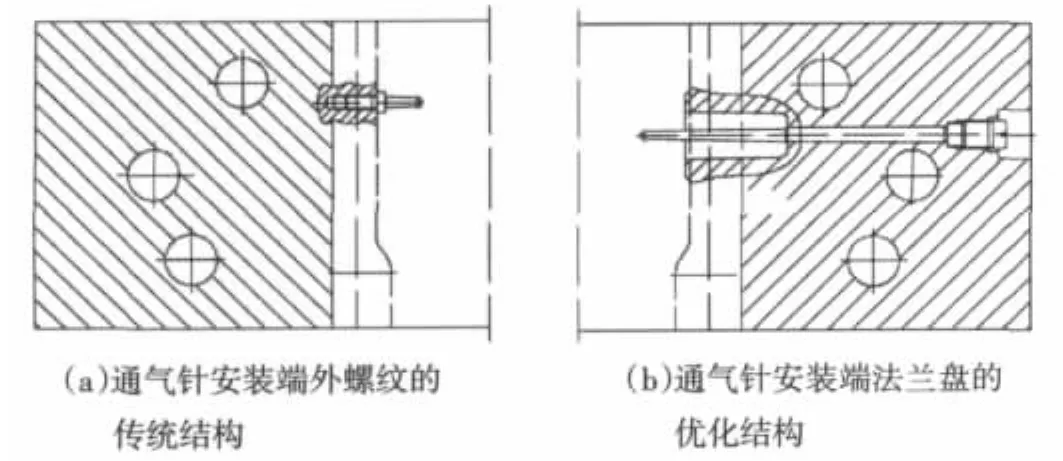
图4 侧开盒通气针的两种不同安装结构
针对于图4(a)所示的通气针安装端外螺纹传统结构存在的严重不足,笔者设计出了图4(b)、(及图2中的件3)所示的通气针安装端法兰盘的优化结构。图4(b)的结构特点主要为:其一,法兰盘式的安装结构要求贯穿相应“深孔”处的侧开盒体,由此,有利于盒腔相应处的排气,对提高相应处的砂芯紧实度和表面质量极为有利,免去了再设置排气塞类的复杂结构制作;其二,法兰盘式通气针的安装结构安装简便,比之于相应传统的图4(a)相应外螺纹安装结构具有安装简便,可靠性更高的优点,这主要由于图4(b)安装时的操作位置由图4(a)的在盒体内腔改在了盒体外部等原因;其三,提高了盒体的使用寿命,图4(b)的结构其法兰盘的安装结构具有不损伤盒体的优点,不仅减少了盒体及通气针的维护工作量,而且也相应在一定程度上提高了盒体的使用寿命。
由此可见,在多开盒热芯盒的侧开盒上须设置通气针时,只要结构允许(或创造条件)其通气针的安装结构则应优先选用图4(b)的法兰盘式结构。这对于相应冷芯盒类结构更据有可普遍优先使用的借鉴价值。
5 第五开盒机构
关于热芯盒第五开盒机构设计的资料研究极为鲜见,而在GSR2制芯机上设备通常亦未带有第五开盒动力(气缸)。根据笔者的多年生产实践和设计经验总结认为,第五开盒机构的优化设计主要应遵循如下原则:其一,动力气缸须设置在侧开盒体的重心上,以便气缸动力作用的有效发挥;其二,侧开盒体应有合理的导向机构;其三,开盒气缸与模块的联接应尽可能简便可靠。
根据上述原则,我们设计制作的K385气缸体的第五开盒机构如图5所示。其主要结构和特点表现在以下两个方面。
5.1 导向机构
图5所示的GSR2制芯机制作K385气缸体水套芯第五开盒机构的导向机构为梯形键及梯形键槽结构,其与相应开盒气缸(轴)形成一对配合协调的开盒机构,能有效地满足该砂芯的第五开盒工艺要求。
5.2 开盒气缸与模块的联接
图5所示的K385气缸体水套芯热芯盒第五开盒(动力)气缸与相应盒体的联接,采用的是圆盘形内螺纹结构的联接块,其主要特点有:其一,简单的迴转体式结构,制作方便、可靠且成本低;其二,安装及其维护亦简便、快捷。

图5 GSR2制芯机制作K385气缸体水套芯热芯盒第五开盒机构示意图
5.3 气缸支架
图5所示的气缸支架选用45钢精工制作,不仅能有效、可靠地起到第五开盒气缸的支架作用,而且还有效地对左、右盒体进行限位及其定位(在其适宜部位设置定位销套)作用。图5所示的气缸支架亦是该套热芯盒优化设计的一个较为主要的亮点。
6 其它附件
6.1 下顶芯板导向杆
在GSR2制芯机上,目前尚有少数工厂仍然沿用图6(a)所示的下顶芯板导向杆。该零件结构与图6(b)所示的导向杆相比不难看出其存在结构复杂、制作精度要求高、制作工艺复杂、安装、维护不够简便等不足。

图6 水平分盒制芯机热芯盒下顶芯板导向杆的两种不同结构
6.2 左、右盒体的机械式锁紧机构
在GSR2制芯机的四开盒以上的热芯盒上,为了增强左、右主侧盒体的合模可靠性,往往在结构上设计出机械式的锁紧机构。在图1所示的K385气缸体水套砂芯五开盒热芯盒上,根据前述的一些优化设计理念,我们设计出了图7所示结构的锁紧块。
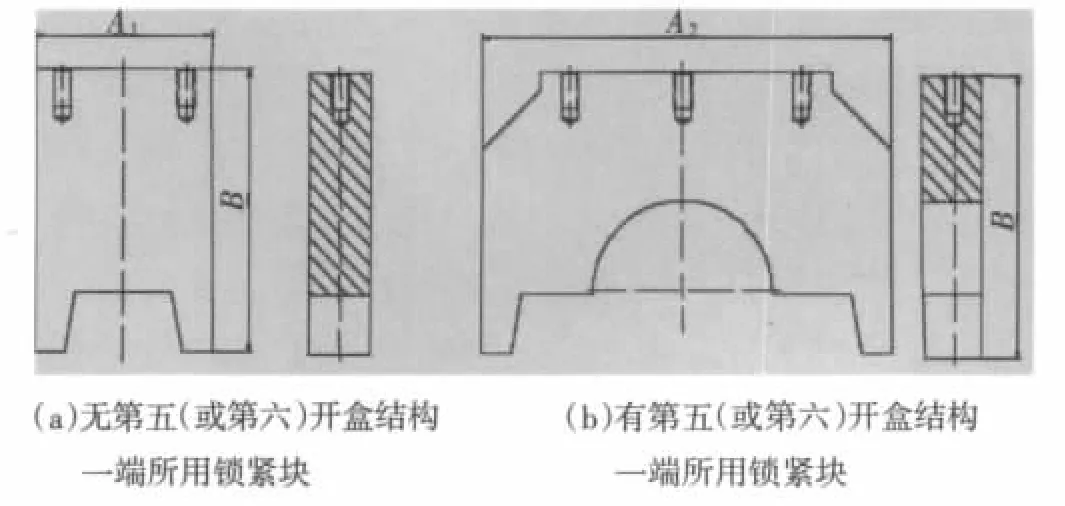
图7 气缸体水套芯(五开盒)热芯盒左、右盒体机械式锁紧块的两种结构
图7所示的左、右盒体锁紧块的主要特点有:其一,锁紧块较长,其对左、右合体的锁紧点在左、右盒体的最下端,而这正是左、右盒体在相应气缸合模后的间隙最大处,其锁在了“要点”处;其二,不同结构满足不同工况:图7(a)所示结构为通常状况下的无第五(或第六)开盒结构一端所用锁紧块,图7(b)所示的结构为有第五(或第六)开盒结构一端的锁紧块;其三,结构简单,在上盒体上安装方便、可靠,其开盒(气缸)行程较大的制芯机上适宜性尤其良好。
6.3 热覆膜砂挡砂帽
在GSR2制芯机热芯盒的平射嘴上,其热覆膜砂的挡砂帽传统的结构大致可分为图8(a)、(b)两种。该两种结构的挡砂帽的共同特点是设置在射砂板的上平面,故而其共同的缺点也是无法挡住射砂嘴内的砂,挡砂效果欠佳。
鉴于图 8(a)、(b)两种结构的不足,我们优化设计出了图8(c)所示的迷宫式挡砂帽。生产实践表明,其效果良好,最大限度地挡住了热覆膜砂的自由下坠量。故而图8(c)所示的迷宫式挡砂帽是平射嘴之挡砂帽中的优化结构,同时,其也适用了插入式射砂嘴。
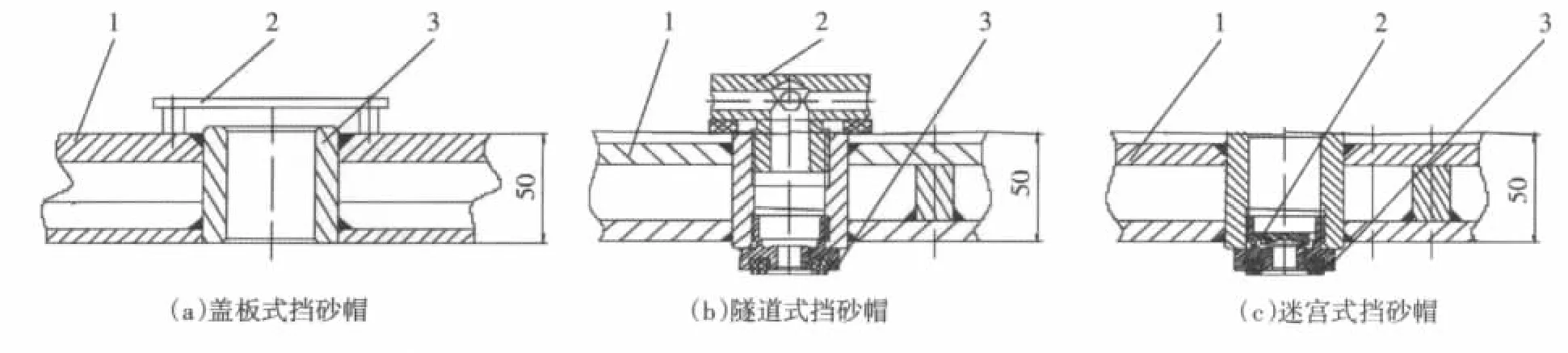
图8 热芯盒平射嘴热覆膜砂挡砂帽的几种不同结构
[1] 中国机械工程学会铸造专业学会.铸造手册:第5卷铸造工艺[M].北京:机械工业出版社,2003.
[2] 吴光峰.铸造工艺工装设计手册[M].北京:机械工业出版社,1989.
[3] 刘文川,李伟鹏.462Q气缸体水套砂芯制芯工艺及热芯盒设计[J].铸造设备研究,2000(3):27-30.
[4] 陈剑敏.水套砂芯热芯盒射芯机[J].中国铸造装备与技术,2000(4):50-52.
[5] 刘文川,王兴平,谭勇.干式缸套气缸体水套砂芯的热芯盒优化设计[J].中国铸造装备与技术,2005(1):41-43.
Optimal Design of Hot Box of Sand Core for Cylinder Block Water Jacket
LIU WenCuan1,HE Gui2
(1.Southwest Inner Combustion Engine Fittings General Works,Nanchong 637100,Sichuan China;2.Sichuan Zigong Professional Technology College,Zigong 643000,Sichuan China)
Shortcomings of parts or components in description with traditional form or form in equipment manual of Model GSR2 core shooter for production of sand core of water jacket of cylinder block have been briefly introduced with comment.Optimal design methods with manual work efficiency,theory of performance and golden section principle which could be used to overcome those shortcomings have been put forward,or preference structures be selected have also been reviewed.
Coremaking machine;Cylinder block;Sand core of water jacket;Hot box;Optimal design
TG 231.66;
B
1006-9658(2011)01-5
2010-08-27
2010-124
刘文川(1963-),男,高级工程师,主要从事车用发动机缸体缸盖铸造工艺工装的技术研究及设计工作