提高轧钢厂二车间定尺率的生产实践
2011-09-26郝慧丽
郝慧丽
(首钢长治钢铁有限公司,山西长治046031)
提高轧钢厂二车间定尺率的生产实践
郝慧丽
(首钢长治钢铁有限公司,山西长治046031)
为提高热轧圆钢和热轧带肋钢筋的定尺率,轧钢厂二车间从坯料确定、炉温控制、中间坯剪切、轧机调整、精整剪切等工序入手,采用了一系列措施,使圆钢定尺率不小于94%,螺纹钢定尺率不小于95.5%。
炉温控制中间坯轧机调整定尺率成材率
1 车间概况
首钢长治钢钢铁有限公司(全文简称长钢)轧钢厂二车间是1条半连续棒材生产线,主要生产Φ22~Φ32的热轧圆钢、热轧带肋钢筋以及热轧左旋带肋钢筋,现年生产能力为58万t。
在线主要设备有:阶梯式上料台架1座、35 t×2顶钢机、3段式端进侧出全煤气燃烧加热炉1座、Φ500三辊往复式轧机1架、160 t热剪1台,Φ430×2×2机列、Φ330×4机列、55.5×7.5 m2锯齿步进式冷床1台、500 t冷剪机1台、定尺机1台、移钢检验台架4座、打包机组3台。
2 目前定尺率指标和存在的问题
自长钢轧钢厂二车间一火成材改造后,随着轧制工艺的逐步改进,各项生产指标得到明显提高,2005年以来成材率指标达到97.2%以上。受工艺布置限制,在生产过程中每支1 502钢坯经Φ500轧机轧制后,需要分成若干75 mm2或65 mm2中间坯进行轧制,造成冷床倍尺长度不稳定。在定尺剪切时为保证成材率,导致定尺率偏低,使长钢的经济效益在通尺钢材销售中流失。在保证成材率稳定的前提下,长钢轧钢厂提出提高定尺率攻关方案。
3 改进措施
3.1 坯料确定
成品定尺剪切切损率和成材率的影响因素之一是坯料定尺长度,因此要求严格控制坯料长度,由长度换算成坯料质量(见表1)。正常生产9 m定尺长度时,原来坯料长度不变;在生产12 m定尺长度及左旋螺纹钢时,计算坯料长度或质量,来确定冷床定尺长度。9 m和12 m定尺坯料长度和中间坯长度要求见表2和表3。
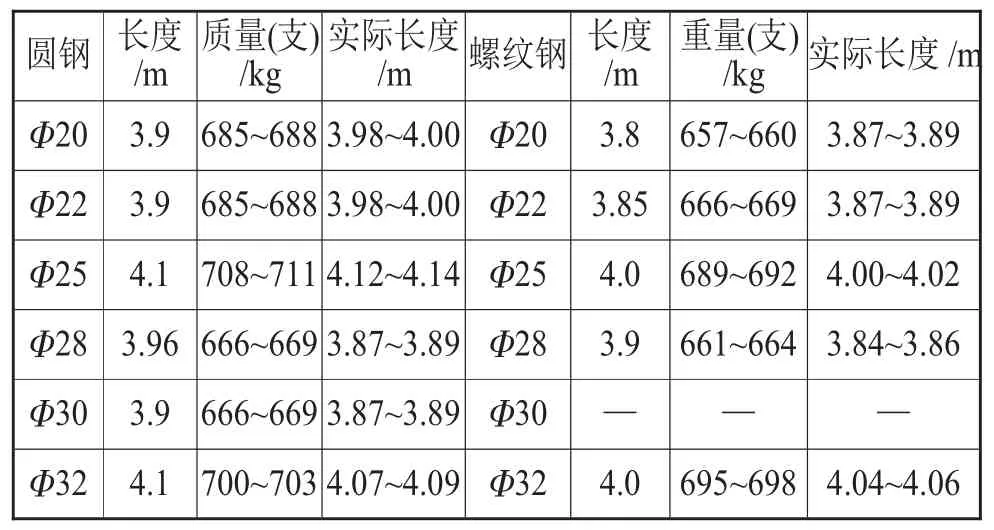
表1 坯料长度与质量波动范围表

表29 m定尺坯料长度要求

表312 m定尺坯料长度要求
为进一步确定坯料长度,要对所收坯料进行复检,收料工每班抽检至少10炉次,且对每吊(10支)质量进行检测,抽查结果相对表1所确定质量波动范围;若超出表1长度或质量波动范围时,及时与炼钢厂联系,要求调整坯料长度。
3.2 炉温控制
钢坯出炉温度对成品的尺寸影响较大,要求控温工严格控制炉温,钢坯出炉温度控制在(1 100± 30)℃,严禁过低温钢,保证钢材冷却收缩一致,当班炉温波动范围在±30℃以内。
3.3 中间坯定尺挡板的改进
当前中间坯定尺挡板由于长期运行磨损严重,出现中间坯剪切长度误差,对定尺挡板及滑道进行修复或更换。对定尺挡板改进,增加附件使中间坯长度提高精度,达到剪切长度微调精度为±20 mm。
3.4 中间坯剪切
(1)对中间坯实行等分剪切,最后一支要求公差范围控制在±50 mm,等分中间坯的波动范围控制在±20 mm。
(2)若在成品定尺剪切时发现尾部剪切大于500 mm或最后剪切实料小于8 800 mm时,提出微调中间坯定尺,以满足冷床倍尺要求。
(3)Φ30圆钢每支大坯剪切时,前两支剪切长度为6 750 mm,波动范围控制在±20 mm,第三支(每支大坯的最后中间坯)长度为可变长度。
3.5 轧机调整
若在成品定尺剪切时发现尾部剪切300~500 mm或最后剪切实料8 800~9 000 mm时,及时对成品轧制实料实行微调,将成品尾部剪切缩短至300 mm以内或补偿最后短尺的长度。但必须保证成品的标准要求和螺纹钢的负差要求,因此成品轧机调整成品倍尺长度不得大于200 mm。
3.6 倍尺剪切
要求现场操作人员必须随时观察实料剪切情况,若出现下列情形时,分别反馈给相应责任单位。
(1)若剪切情况出现尾部剪切大于500 mm时,要求中间坯剪切长度适当缩短;若最后剪切实料小于8 800 mm时,要求中间坯剪切长度适当加长。以上要求及时反馈给粗加工段带班长。为调整中间坯长度及时快捷。设计计算各规格中间坯每10 mm对成品的长度影响,在调整中间坯长度时,调整人员参考表4进行准确调整。
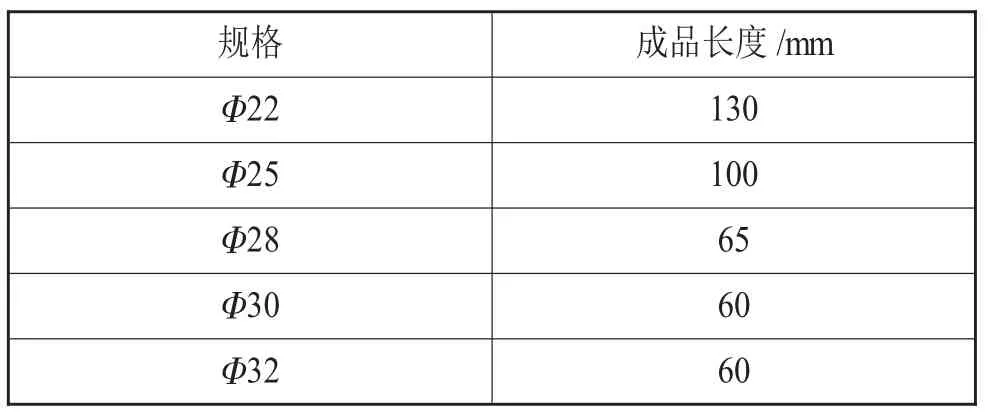
表4 各规格中间坯每10 mm对成品的长度影响表
(2)若剪切情况出现尾部剪切300~500 mm时,要求成品轧机微量调整收料;若最后剪切实料8 800~9 000 mm时,要求成品轧机微量调整放料。以上要求及时反馈给轧机调整人员对实料进行微调,以减少不必要的切损。
(3)对于特殊定尺长度,在坯料长度确定的情况下,改变成品定尺的剪切方法,例如冷床倍尺最大长度为46 m,在生产12 m定尺时,可使倍尺前三段为12 m,最后一段切为9 m定尺。
3.7 减少头部缺陷
成品倍尺剪切头部长度不得大于150 mm,若因头部弯曲或头部折叠剪切头部长度大于150 mm时,由轧机调整工负责对实料进行调整直至头部缺陷缩短到150 mm以内,确保尽量少的头部剪切。
3.8 冷床上辊道加设尺寸标志
在冷床上辊道两端加设尺寸标志实际测量成品钢材长度,以便对轧制成品倍尺长度进行直观观察和及时调整。并根据冷床辊道盖板的个数计算当前倍尺长度,每块冷床辊道盖板长度为1.5 m。
4 结语
采用上述措施后,长钢轧钢厂二车间圆钢定尺率由原来的78%提高到94%以上,螺纹钢定尺率由原来的94.5%提高到95.5%以上。而各规格品种的成材率仅略微受到影响,但下降幅度不大,基本保持平稳。最终增加了长钢及长钢厂的经济效益,使二车间的生产指标提高到一个新台阶。
(编辑:苗运平)
Abstract:In order to improve the rate of the fixed length of hot rolled rebar and round bar, shanggang Rolling Plant WorkshopⅡtakes a series of corresponding measurements form the processes of controlling the dimension of the material,middle slab,furnace temperature,mill setting and finishing department cutting.
Key words:furnace temperature controlling,middle billet,mill setting,rate of the fixed length,rolling yield
Practical Production of Improving the Rate of the Fixed Length in Steel Rolling Plant WorkshopⅡ
HAO Huili
(Shougang Changzhi Iron&steel Co.,Ltd.,Changzhi046031,China)
TG335.11
B
2010-11-19
1672-1152(2011)01-0030-02
郝慧丽(1978-),女,现为首钢长治钢铁有限公司轧钢厂工艺技术科,助理工程师。Tel:0355-5087890,E-mail:lucky43180294@qq.com
