刀库的调试及优化
2011-09-26化春雷
孙 旸 化春雷 李 焱
(沈阳机床(集团)有限责任公司,辽宁 沈阳110142)
刀库系统是提供自动化加工过程中所需的储刀及换刀需求的一种装置,其自动换刀机构及可以储放多把刀具的特色改变了传统以人为主的生产方式。其由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、镗孔、攻牙等。根据刀库的容量、外形和取刀方式可概分为斗笠式刀库、圆盘式刀库和链条式刀库。本次重大专项所采用的是圆盘式刀库。
1 调试中容易出现的问题及解决方法
1.1 刀库定位信号的应用
在以往所接触到的刀库中,在检测刀库是否转到位的方面,大多只有一个刀库计数信号。所谓刀库计数,顾名思义,就是刀库每转到下一工位的时候,由其提供一个信号,告诉PLC应该把所记载的工位数随之累加。与此同时,它实际上还有其他两个额外的附加功能:一是作为刀库刹车信号,在刀库真正到位之前来临,PLC读取到该信号后,断刀库电动机正、反转使能,从而使得刀库停下;二是作为刀库到位检测信号,来激活刀套下翻电磁阀的启动。这是因为如前所述,它在刀库真正到位之前到来,然后刀库电动机停止转动,一般认为这个缓冲时间刚好能确保刀库停在正位位置。但有时这也会出现偏差,造成的结果就是刀库还没转到正位刀套就开始下翻,易造成刀套受损。
利用刀库计数信号充当刀库到位信号的程序:

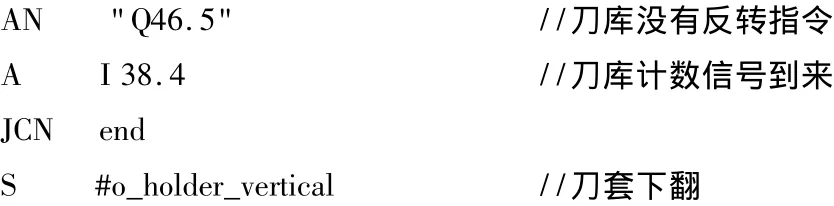
而本次重大专项所使用的这款刀库产品额外添加了刀库到位信号,这就把刀库计数信号解放了出来。刀库计数信号只负责触发刀库计数器的累加以及判断正、反转电动机使能。而判断刀库是否真正到正位由刀库到位信号负责,刀库到位信号出现说明刀库确实已到正位位置,再由其触发刀套下翻开始,万无一失。
添加了刀库定位信号的程序:

1.2 互锁条件
刀库的动作顺序具有严格规定,在一些状态下有些动作是不能进行的。操作刀库的顺序以及禁止的操作必须在程序中得到体现,这类在一些状态下不能够进行的操作就叫做互锁条件,如果程序对于互锁条件部分编制的不够全面的话,就会损坏刀库甚至对机床的操作者造成人身伤害。比如机械手不在原点的情况下进行刀套下翻或者刀套上翻操作,就有打坏刀的危险。由此可见,刀库部分的互锁条件是非常严格的。
在本次调试中,笔者加了以下的互锁条件:
(1)刀库正转时,必须满足:非急停状态,刀库非反转状态,刀套上翻到位。刀库正转程序:

(2)刀库反转时,必须满足:非急停状态,刀库非正转状态,刀套上翻到位。刀库反转程序:

(3)刀套下翻时,必须满足:非急停状态,刀库非正、反转,机械手非正转,没有刀套上翻指令,机械手在原点,刀库到位信号到来。刀套下翻程序:


(4)刀套上翻时,必须满足:非急停状态,刀库非正、反转,机械手非正转,没有刀套下翻指令,机械手在原点。刀套上翻程序:

(5)机械手正转时,必须满足:非急停状态,刀库非正、反转,刀套下翻。机械手正转程序:

1.3 “锁住记忆”模式的修正
由于考虑到安全因素,在操作面板上定义了一个服务模式按钮,在程序中规定,只有激活该服务模式按钮后,才可以对刀库进行操作。在用原有的PLC程序进行调试的过程中,发现了这样一个问题:有一次按机械手正转按钮之前忘记了按刀套下翻按钮,机械手没有动作,这是由于程序中进行了互锁操作,规定当刀套没有下翻到位的时候,机械手是不能转动的。故激活服务模式按钮后,先进行刀套下翻操作,当刀套下翻后,机械手随着发生连锁动作,直接正转,差一点造成危险。分析原有程序的时候,发现当手动时,程序可以记住每次误操作,比如没进行第一步而直接按下第二步的操作按键时,尽管其并不合法,但程序也会记住,当第一步执行之后,一旦第一步完成信号到来,程序会自动进行第二步操作。笔者把这种现象叫做“锁住记忆”模式。
机械手正转“锁住记忆”模式的程序:


上述程序可以看出,在服务模式激活的条件下,触发机械手点动键,就会发出机械手正转指令(#atc_move),即使此刻刀套没有下翻(I38.5没有到来),该信号也会被记住,一旦刀套下翻条件满足,机械手会自动正转。这种现象结果不但不合理,而且很危险,在调试现场,如果操作者不注意的话后果不堪设想。
为了破解“锁住记忆”模式,笔者把上一步的完成信号当成本次手动步骤的操作条件。换言之,如果不能有效完成上一步,那么本次操作会被当成无效操作,不会被执行,更不会被记忆,从根本上杜绝了“锁住记忆”模式,解除了危险的隐患。
机械手正转“锁住记忆”模式修正后的程序:

笔者在给出机械手正转命令时加了刀套下翻到位信号作为启动条件,如果刀套没有下翻到位的时候触发机械手点动按钮,程序对此是不予响应的,这就从根本上杜绝了危险,修正了“锁住记忆”模式。
依此类推,在刀库的所有点动动作中,都加入相应的上一步程序结束的信号作为启动条件,就能彻底修正整个刀库动作循环中的所有“锁住记忆”模式,排除危险。
2 结语
目前,机床市场不断发展与变化,加工中心类产品以其自身独特的优势占据了越来越重要的位置,而作为加工中心类产品核心部件之一的机械手和刀库,向来都是机床调试过程中的重点与难点。随着客户要求的不断深入与提高,作为一名机床调试人员不但要力图做到满足客户基本要求,而且还要为客户考虑得更加周全,不论是安全性方面,还是功能拓展性方面。以后在机床开发过程中,优化工作将会占据更加重要的地位。笔者提及的刀库方面只是冰山一角。我们有理由相信,精益求精的态度、日臻成熟的技术以及不断拓展出新的研究方向定会引领着机床行业越走越好。
[1]严爱珍,李宏胜.机床数控原理与系统[M].北京:机械工业出版社,1999.
