TK6516数控刨台式铣镗床X坐标丝杠定位误差的分析及补偿
2011-09-26刘腊梅
刘腊梅
(沈机集团昆明机床股份有限公司,云南昆明 650203)
1 概述
TK6516数控刨台式铣镗床的的X、Y、Z、W四个坐标均采用滚珠丝杠来实现其坐标定位,因此丝杠的定位精度是决定机床位置精度的主要因素。以X轴为例,采取理论分析与实际生产相结合的方法,对该机床X坐标定位误差进行分析,提出补偿方法,并为同类机床的丝杠定位误差补偿提供理论和实践依据。
2 理论分析
TK6516数控刨台式铣镗床X坐标在基准温度下丝杠及其床身底座(即图1中的支承)的长度分别为l1和l2,其中l1<l2,令初始预紧量δ=l2-l1。丝杠系统在基准温度下,由于初始预紧力的作用,各自的变形情况如图1所示。
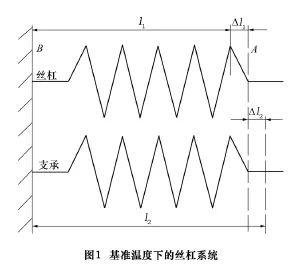
在基准温度下,丝杠及床身底座(即图1中的支承)的预变形量分别为
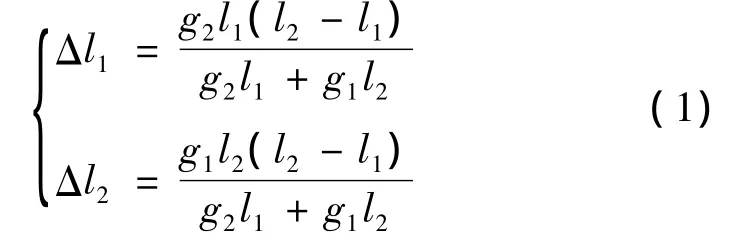
式中:l1、l2分别为丝杠两端轴颈及支承座间的距离,均为自由状态下的长度;g为结构刚度,定义为弹性模量与横截面积的乘积。
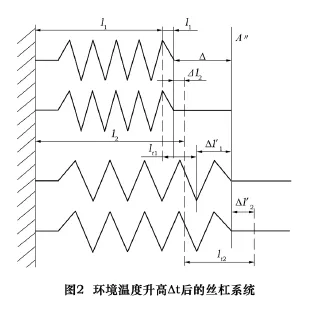
当环境温度变化时,丝杠系统将发生热变形,丝杠的轴向热偏移将影响其定位精度。环境温度升高Δt后系统的变形情况如图2所示,可得丝杠及床身底座的变形量分别为

式中:k1、k2为丝杠及底座的热胀系数。
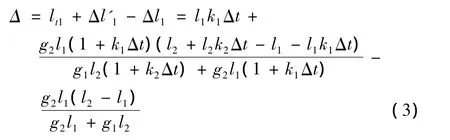
参照图2,丝杠在基准温度下的实际长度为l1+Δl1,在环境温度升高后的实际长度为 l1+lt1+Δl′1,则温升所引起的丝杠实际伸长量Δ为
同理,当环境温度降低后,丝杠的缩短量Δ为

Δ即为丝杠在环境温度变化时引起的热误差。
丝杠的材料为GCr15轴承钢,其热胀系数k1=1.4×10-5/℃;床身的材料为HT250,其热胀系数k2=9.9×10-6/℃;环境温度的变化|Δt|≤10 ℃,所以1 ±kΔt≈1;同时初始预紧量 δ<1 mm,l2-l1≪l2(或 l1),即 l2≈l1。则式(3)、(4)可变为
从式(3)、(4)和(5)中可以看到,影响丝杠热稳态定位误差的主要因素包括环境温度的变化Δt、预紧力的大小(表现为l2-l1)以及丝杠和床身底座的刚度值g2、g1。我们分别求关于温度、预紧力及结构刚度比值的导数得:
(1)环境温度的影响
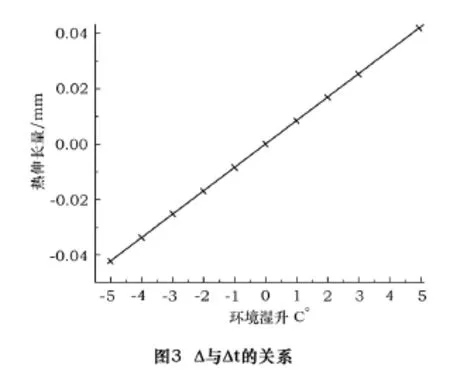
首先对式(5)中Δt求导,得:

可见:dΔ/dΔt>0,所以丝杠的热变形量随环境温度变化量的增大而增大。当取δ=1 mm,g2/g1=30时,Δ与Δt的关系如图3所示。
(2)预紧力的影响
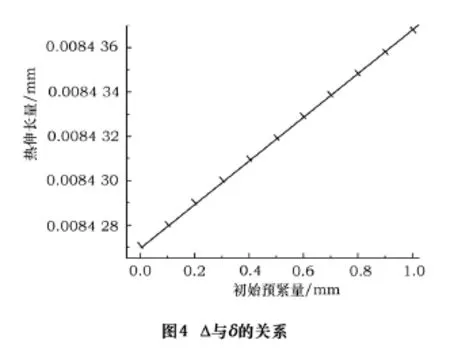
根据式(2),对δ求导,得:

可见:由于dΔ/dδ>0,表明丝杠的热变形量随初始预紧量的增大而增大。当取Δt=1℃,g2/g1=30时,Δ与δ的关系如图4所示。
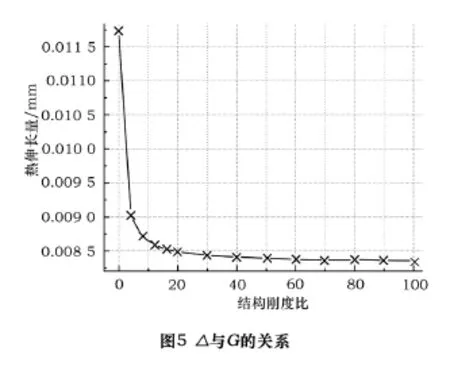
(3)结构刚度比值对Δ的影响
令 G=g2/g1,根据式(3)、(4)对 G 求导,得:
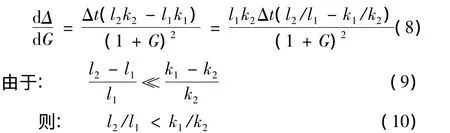
即dΔ/dG<0,说明丝杠的热变形量随丝杠及其支承结构刚度比值的增大而减小。当取Δt=1℃,δ=1 mm时Δ与G的关系如图5所示。
3 生产过程中的实验验证
事实上,机床在设计制造完成后,丝杠及床身底座的结构刚度就固定下来了,结构刚度比值对丝杠热变形影响很小;同时,我们也发现,初始预紧量对丝杠热变形影响很小。因此,在生产过程中,我们结合实验,在23.31℃和23.62℃下,讨论温度对丝杠热变形的影响,并采取不同补偿形式进行补偿,结果如表1、2和图 6、7。
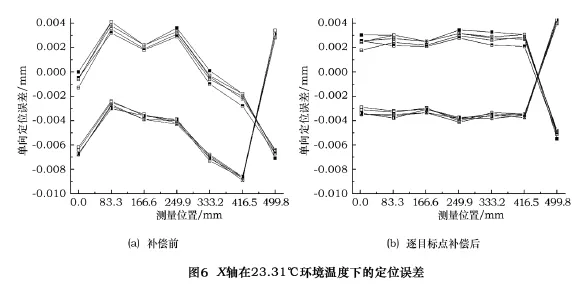
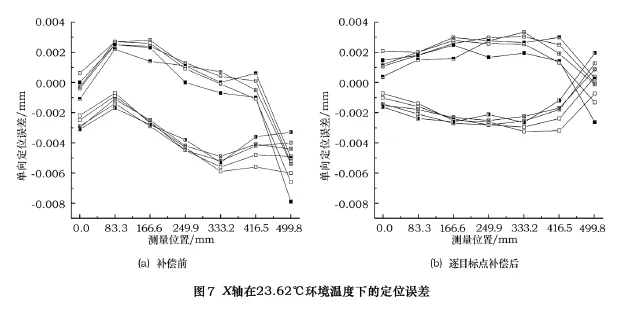

表1 X轴的定位误差在23.31℃环境温度下补偿前后的数值 μm

表2 X轴的定位误差在23.62℃环境温度下补偿前后的数值 μm
4 结语
根据上述的理论分析及设备在实际生产过程中的实验验证,得出结论如下:
提高丝杠系统的定位精度,可以采取的措施包括:减小环境温度的变化、减小预紧力以及提高床身底座对丝杠的结构刚度比。事实上,增加底座的结构刚度也是目前一种广泛采用且十分有效的减小丝杠热误差的工艺措施。通过实验证明,温度的变化对丝杠热变形的影响是显著的,在实际生产过程中,一般采取逐目标点补偿后误差曲线的平滑性,达到补偿的效果。
[1]罗跃纲.材料力学[M].北京:科学出版社,2004.
[2]朱滨.弹性力学[M].合肥:中国科技大学出版社,2008.
[3]成大先.机械设计手册:5版[M].北京:化学工业出版社,2008.
[4]李德仁,袁修孝.误差处理与可靠性理论[M].武汉:武汉大学出版社,2002.
[5]李坤.TK6516数控刨台式铣镗床使用说明书[Z].沈机集团昆明机床股份有限公司,2006.
