陶瓷砖表面质量视觉检测系统研究
2011-09-25李庆利郭彩玲张向红
李庆利 郭彩玲 张向红
(唐山学院,河北唐山063000)
陶瓷砖表面质量视觉检测系统研究
李庆利 郭彩玲 张向红
(唐山学院,河北唐山063000)
重点介绍了机器视觉技术在陶瓷砖表面质量检测中的应用。系统采用面阵摄象机作为测量工具,应用方向算子进行对目标边缘的定位和跟踪,以便获得完整、精确、封闭的目标边缘。实现了对陶瓷砖的边直度、直角度、缺边和缺角等项目的非接触检测。
图像测量,边缘检测,方向算子,表面质量
1 引言
GB/T 3810.2-2006(陶瓷砖实验方法,第2部分:尺寸和表面质量的检验)推荐了陶瓷砖的尺寸和表面质量的检验项目及方法,各陶瓷砖生产企业据此并结合生产实践增加了一些检验项目以保障产品质量。目前,国内大多数陶瓷砖生产企业通常采用人工抽样的方法进行表面质量检测,质检过程效率低,质检结果精度差[1]。
本课题所研究的应用机器视觉技术的陶瓷砖表面质量在线检测系统,能够对陶瓷砖的边直度、直角度、缺边、缺角、对角线长度等检测项目(前两项为国家标准推荐检验项目)实现快速准确的检测。
2 视觉检验项目及检验方法
陶瓷砖尺寸(长度、宽度、厚度、边直度、直角度、表面平整度)和表面缺陷(裂纹、针孔、磕碰、缺边、缺角、对角线长度等)检验项目较多,其中长度、宽度、边直度、直角度、缺边、缺角、对角线长度等项目适合采用单个面阵CCD或CMOS相机进行在线非接触检测,下面以边直度为例介绍如何应用机器视觉技术进行对陶瓷砖质量的在线检测。
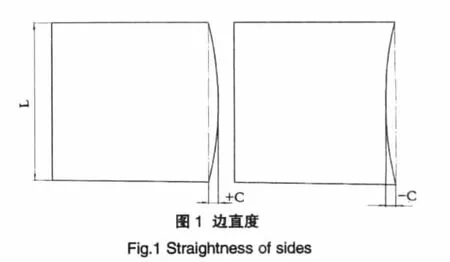
GB/T 3810.2-2006对边直度定义为(如图1):边直度式中:C为测量边的中央偏离直线的偏差,L为测量边长度,结果用百分比表示。
进行边直度检测前,应对采集的陶瓷砖图像应用一系列图像处理算法(主要是滤波和边缘检测)进行处理,以获取完整、精确、封闭的陶瓷砖边缘。然后综合应用多种尺寸计算算法(Hough变换和最小二乘法等[2-3]精确拟合出陶瓷砖的长度和宽度。最后,对图像中的陶瓷砖边缘点进行分组处理,按照边直度的定义计算出检验结果。
检测流程见图2,直角度、缺边、缺角、对角线长度等项目的检验与此相类似。
3 关键检测算法及步骤


陶瓷砖质量的在线检测要求快速和鲁棒性,上述检验项目与陶瓷砖长度、宽度尺寸检验要求相比,对于图像预处理算法提出了更高的要求。对于陶瓷砖长、宽尺寸的检验,应用阈值分割或Canny算子进行边缘检测[4],即可获得在速度和精度两方面均较满意的效果。对于进行边直度、直角度、缺边、缺角等项目的检测,必须获得完整、封闭和有序的陶瓷砖边缘点列(阈值分割或Canny算子只能获得边缘点,无法对边缘点进行排序)。因此,在阈值分割的基础上,应用改进的Sobel算子对原始图像进行处理,然后依据目标边缘灰度梯度的性质,进一步对目标边缘进行精确定位和跟踪,以期获得完整、封闭和有序的陶瓷砖边缘点列。利用图像边缘的灰度梯度信息进行边缘跟踪,关键在于获得灰度图像中目标边缘的梯度信息。下面简要介绍其算法原理。
依据以经典Sobel算子的基础上定义的8个方向模板(如图3所示)构造方向算子(使用这种多模板的梯度算法统称为方向算子)[5-6],使模板表示的方向为图像的实际边缘方向,而模板方向顺时针转90o即为梯度方向。算子运算时采取类似卷积的方式,将模板在图像上移动,利用这组模板分别计算在不同方向上的差分值,取其中最大的值作为梯度值(边缘强度),而将与之对应的方向作为边缘方向。
进行边缘定位和跟踪时,具体步骤如下:
(1)在由阈值法边缘检测处理后得到的边缘点中搜索一个目标边缘的起点[7-8]。
(2)应用方向算子进行计算。为了提高边缘搜索的效率,并不是应用方向算子对整幅图像进行处理,而是对于已知点的3×3邻域应用方向算子进行处理。
(3)由已知点出发在图像上继续搜索下一边缘点。搜索时以当前点的方向为搜索方向,在该方向上确定一相邻点,判断在该点的正负梯度方向上与其相邻的两个像素点的梯度幅值必须小于该点的梯度幅值。如果满足条件,则判定该点为新的边缘点,由该点出发继续搜索下一边缘点;不满足条件,则将搜索方向沿逆时针转到下一个方向(方向定义见图3),并确定新的相邻点进行条件判断。
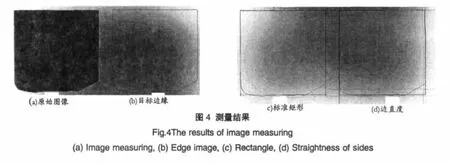
(4)重复步骤2、3直到回到起点为止。获得有序的陶瓷砖目标边缘点列后,依据拟合后得到的标准矩形(图4c)对边缘点列进行分组。最后根据检验项目的定义即可计算出边直度(图4d)、直角度、缺边、缺角和对角线长度等检验结果。
4 结论
图4d所示为边直度检测结果,将机器视觉技术应用于陶瓷砖表面质量检测可以极大的提高效率,可实现陶瓷砖的在线全检。根据实验数据,使用P4级工控机对上述检测项目测量耗时约0.15秒。摄像机的分辨率均1280×1024像素,对于1000×1000mm陶瓷砖的测量,有效区域像素数约为500×500,对应尺寸关系为0.5mm/像素。由此可见,应用机器视觉技术可实现对陶瓷砖尺寸的在线、高精度检测。
1周云风.陶瓷墙地砖几何尺寸在线检测系统研制.浙江:浙江大学,2005
2邢希东.装饰材料尺寸偏差检测系统的设计及分析.计量技术,2003,8:35~37
3李庆利,王永强,郝天鹿.陶瓷砖长、宽尺寸视觉检测系统研究.陶瓷学报,2009,30(4):508~510
4艾矫健.数字图像处理技术在尺寸测量系统中的应用研究.北京:北京科技大学,2002
5李庆利,张少军,李忠富等.一种基于多项式插值改进的亚像素细分算法.北京科技大学学报,2003,23(3):280~283
6王建民,尹继学.空间矩亚像素细分算法的研究.光学技术, 1999,(4):37~42
7朱伟.复杂零件尺寸的计算机图像处理测量系统的研究.上海:上海交通大学,1994
8尹辉,诸昌铃.一种基于图象处理技术的几何参数测量系统.计算机应用,1997,17(1):11~14
Abstract
In this paper,an on-line machine vision system for surface quality inspection of ceramic tiles is introduced,which grabs the images scanned by area-array cameras.The image processing algorithm which uses direction masks is used to locate the edge points exactly.The surface quality of ceramic tiles is measured by the real-time,high precision and non-contact method,which can detect straightness of sides,deviation from rectangularity,rough edge,chip and so on.
Keywords imaging measurement,edge detection,direction masks,surface quality
Received on Nov.2,2010
Li Qingli,E-mail:qljlql@163.com
SURFACE QUALITY INSPECTION OF CERAMIC TILES BY MACHINE VISION
Li QingliGuo Cailing Zhang Xianghong
(Tangshan College,Tangshan Hebei 063000,China)
TQ174.1+2
A
1000-2278(2011)01-0097-03
2010-11-02
李庆利,E-mail:qljlql@163.com
