重碱二次分离技术的应用
2011-09-20陈勇虎曹学臣
刘 彬,陈勇虎,曹学臣
(甘肃金昌化工集团有限公司,甘肃 金昌 737000)
重碱二次分离技术的应用
刘 彬,陈勇虎,曹学臣
(甘肃金昌化工集团有限公司,甘肃 金昌 737000)
通过我公司重碱二次分离技术应用流程改造、运行数据分析等情况介绍,说明重碱二次分离技术的应用在大幅度降低水分的同时,对改善纯碱煅烧工艺条件、节能降耗能带来较大的综合效益。
重碱二次分离;三级活塞推料离心机;优质低盐纯碱;碱煅烧工艺
我公司联碱生产1984年初期设计能力年产3.8万t,属小联碱范畴。1996年扩能到年产10万t,2007年随着技术改造的不断深入和14 m2滤碱机等技改项目的投运,纯碱双吨年产量达到了20.5万t,2009年联碱装置能力达到了22.5万t。由于原重碱水分指标远远超出增加负荷后煅烧炉的烘干能力,加上蒸汽波动等因素,造成了煅烧工序操作不稳定、产出能力低、蒸汽消耗高的被动生产局面,成为影响整个纯碱生产系统的关键瓶颈。同时,在稳产、高产、低耗的前提下生产出优质、低盐纯碱也是联碱行业面临的重大课题。随着天保机械研发大直径三级活塞推料离心机的运用,使固体重碱二次分离的设想得以实现。因此,结合自身实际对重碱进行二次分离非常具有实际和现实意义。2007年8月下旬,我公司新配置了1台天保机械的 HS1000-NA三级活塞推料离心机。经过1年多的运行,通过设备制作厂家和本公司技术人员的不断摸索、和改进,离心机能够连续正常的投入生产,达到了预期目的。现对具体运行情况介绍如下。
1 改造内容
重碱二次分离主体设备流程改造
1)增加1台天保机械 HS1000-NA离心机,放置在重碱进入煅烧炉之前完成重碱二次分离。
2)离心机下料口增加1条皮带输送机,设置刮料器将分离器分离后的重碱送入轻灰炉进碱绞笼上端的下料筒内。
3)离心机回收滤液进入滤过MI桶,MI桶下部带锥底,用泵经旋液分离器分离后结晶晶浆进入碳化取出箱,清液返回MI桶。
4)离心机刷车洗涤水使用热软水,软水由锅炉工序供给本岗位,用蒸汽加热。流程图如图1:
2 生产运行结果
目前,我公司重碱离心机已能够长周期稳定运行,在离心机运行期间,有效地解决了随产量提高带来的煅烧能力不足,出碱温度、出气温度低,炉气回收系统塔温高、负荷重,炉头分离器易堵、冒炉严重等问题。
2.1 运行数据
HS1000-NA离心机设计能力≥40 t/h,进料固液比约70%左右,重碱进料量在30~40 t/h。离心机每班刷车1次,刷车15~20 min,运行平稳,振幅在4~12 mm/s之间。
2.2 分析数据
在运行期间,从 2007年 9月 28日~11月4日,公司对重碱离心机进出料成分变化进行了测定分析,结果见表1~2。
重碱二次分离前后蒸汽消耗比对,见表3。
重碱二次分离前后煅烧炉故障率比对表见表4,8月份进行离心机安装和皮带改造减量台时较多。

图1 煅烧离心机工艺流程图

表12007年9月28日离心机进出料重碱全分析测定表
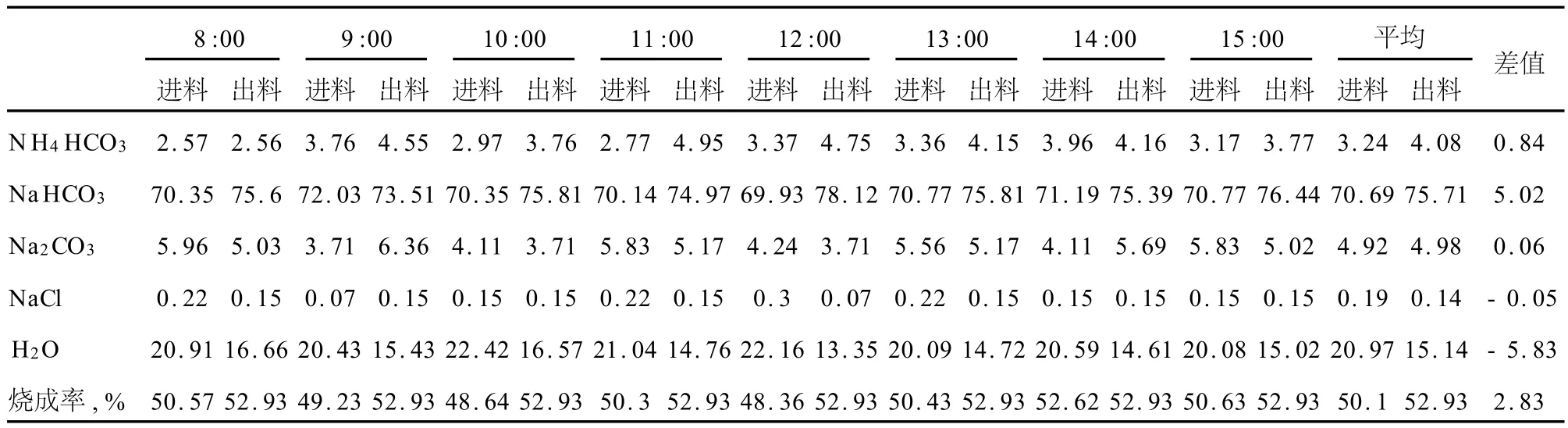
表22007年10月8日离心机进出料重碱全分析测定表

表32007年轻质纯碱月蒸汽消耗对比表 (kg/t碱)

表4 煅烧炉减量台时对比表
以上数据表明,离心机在重碱二次过滤中的应用可以大大改善纯碱生产的各项工艺条件:①由于离心力的作用重碱携带母液量减少盐分下降,有利于纯碱品质的提高;②重碱水分降低,减少了下碱桶黏碱堵塞的频率,改善了炉头堆碱状况,煅烧炉故障率明显减少;③重碱水分降低,节约蒸汽效果明显,吨碱节约蒸汽44 kg;④重碱水分降低烧成率提高,返碱量大幅减少,煅烧炉生产能力增加;⑤重碱水分降低炉气中水蒸气含量减少,减轻了冷凝塔负荷,缓解了煅烧冒炉现象,改善了恶劣的操作环境和职工劳动强度。
3 投运后的效果和经济效益分析
1)生产出优质低盐纯碱一直是联碱行业面临的重大课题,也是衡量纯碱质量的核心指标,该技术与14 m2滤碱机组合的工艺流程使我公司具备了生产低盐纯碱的技术装备,为进一步赢得和拓宽市场创造了条件。
2)经过二次脱水后重碱水分降低4%~7%,按水分平均降低5%计算:
重碱水分降低1%,轻灰炉少耗2.2 MPa,300℃蒸汽35 kg/t,吨汽按2007年内部成本价47.22元计算,汽耗降低年增效益:
0.035×5×20×47.22=165.27万元
3)重碱水分降低,煅烧炉返碱量大幅减少,其生产能力增加,轻灰炉生产能力提高值:


4)按此方案进行改造只需在煅烧和过滤工序增加离心机及少量附属设备,其它工序设备不作改动,可边生产边施工,与增加轻灰炉加热面积改造、新增1台煅烧炉比较,大大降低了改造难度和改造停车带来的减产影响。
5)此设备在我公司经过2年多的使用技术成熟合理,具有生产能力大、抗振性能好、过滤损失小、材质选择合理等优点。尽管在运行之初由于设备故障及运行维护上存在一定问题,造成连续运行周期短的现象,但经过不断摸索、改进,提高工艺控制水平,加强设备维护保养,目前完全可以实现长周期稳定运行。
6)科技投资效益率高。该项技术投资小,建设周期短,投资效益高,其中:

4 结 论
重碱二次分离技术的应用通过“固——固”分离专用设备及其配套流程的改造,在大幅度降低水分的同时,对改善纯碱煅烧工艺条件、节能降耗、增产增收能带来较大的综合效益。该项技术具备了工艺水平先进、技术思路合理、设备性能优良、科技投资效益率高的特点,非常值得推广应用。
TQ 114.1
:B
:1005-8370(2011)01-39-03
2010-08-25
