1780热连轧机组卷取运输区设备的改进
2011-09-16邢建军冯志权
邢建军,冯志权
(河北钢铁股份有限公司承德分公司提钒钢轧二厂,河北 承德 067102)
河北钢铁股份有限公司承德分公司提钒钢轧二厂1780热连轧机组是2008年9月投产的,机组主要设备包括3台步进式加热炉、1架立辊、1架粗轧机、1套热卷箱、7架精轧机、2台卷取机,年生产能力为300万t热轧板。
一、卷取运输区域设备介绍
卷取运输区域是1780热连轧机组的精整区域,包括卷取机、C1和C2步进梁、1#~6#步进梁、打包机、喷号机等设备,设备布置集中、种类多、检测元件多。随着热连轧机组产量的提高,设备负荷增大,故障频发,严重影响了设备投用率、作业率和产品质量。
二、设备故障分析与改进
1.C1、C2步进梁
(1)故障现象
C1、C2梁为卷取机向快速链输送带卷的步进式传输机构,在设备投用初期,步进梁在从卸卷小车接卷时经常发生倾翻,造成检测步进梁位置的接近开关机构被刮损,致使设备停机。
(2)故障分析
C1、C2步进梁结构示意图见图1,在原设计结构中,步进梁在接卷时,步进梁后部的车轮上部处于裸露状态,没有与上横梁接触,这就造成当步进梁出现偏重时后部车轮向上倾翻的问题。由于位置接近开关挡块安装在车轮上,在车轮上翘的过程中极易刮损接近开关系统。
(3)改进措施
延长上横梁,始终把车轮固定在水平位置上,彻底解决了此问题。
2.卷取机助卷辊
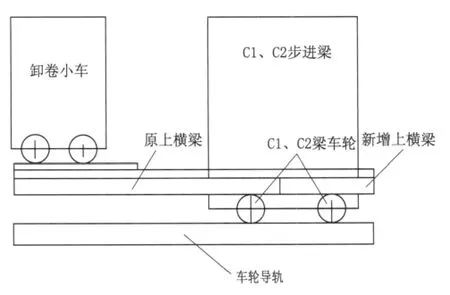
图1 步进梁结构示意图
(1)故障现象
卷取机在穿带时,助卷辊振动超标,造成各部位连接螺栓松动、液压系统漏油频繁。
(2)故障分析
1780热连轧机组卷取机助卷辊液压缸有踏步功能,卷取机开始卷钢时,踏步和卷形不能良好配合,或助卷辊位置存在偏差,踏步过程中,造成巨大撞击,卷取机剧烈振动,从而带来一系列设备问题。
(3)改进措施
①更改踏步程序,在接近卷筒时降低助卷辊液压缸移动速度。
②调整助卷辊压力值。
③每班标定一次助卷辊辊缝。
3.快速链
(1)故障现象
快速链从C1、C2步进梁接钢卷(图2)时,经常发生快速链冲过限位,C1、C2梁刮损快速链的情况。
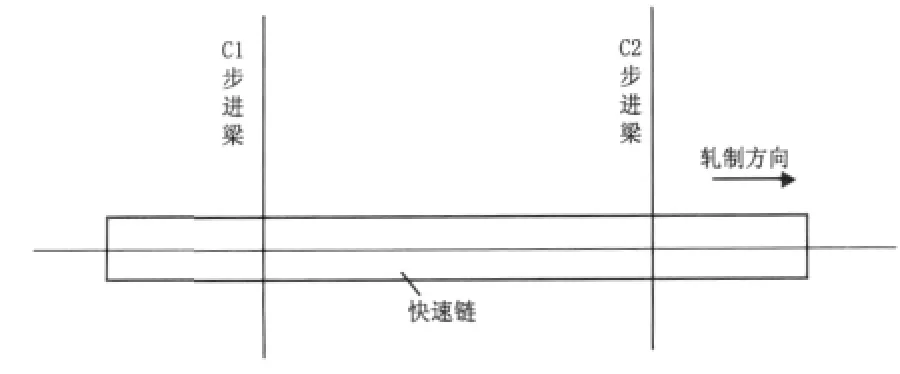
图2 快速链示意图
(2)故障分析
①快速链定位装置接近开关挡块位置设计不合理,原挡块安装在快速链鞍座上,一旦链条拉长或鞍座变形,就会造成定位位置改变,定位不准。
②定位块面积过小,不利于接近开关扫描。
(3)改进措施
①把接近开关挡块位置改到链轮上,消除了挡块位置改变的可能性。
②对定位块进行了重新设计,增大了头部接触面积。
4.步进梁
(1)故障现象
步进梁的作用是把卷成型的钢卷运送到成品库或检查线,在运行过程中,步进梁的能源链经常与提升梁刮蹭,造成能源链破碎、液压管道断裂漏油。
(2)故障原因分析
①能源链内管路布置不合理(见图3),造成能源链结构的几何尺寸较宽,而当能源链从步进梁的提升梁下移动时,由于步进梁与能源链之间的空隙太小,极易发生干涉。
②能源链固定位置设计不合理,造成步进梁提升梁在移动过程中发生干涉。
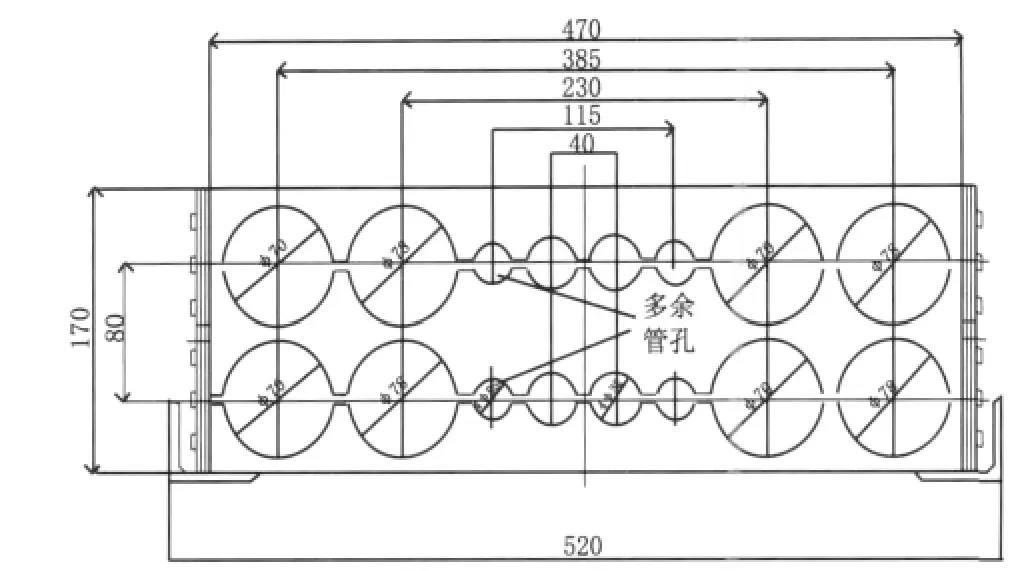
图3 能源链链板排布
(3)改进措施
①核对步进梁通过能源链管路数目,去掉多余管孔,缩短了步进梁宽度。
②把能源链的固定位置向端部横移200mm,使能源链的回转半径有足够大的空间。
三、结论
经过对卷取运输区域常见设备故障的分析和改进,消除了原设备设计中的不合理部分,通过8个月的生产实践,该区域液压系统的泄漏及设备故障停机时间与次数大幅减少,设备故障停机时间较2010年6月下降了300min,极大提高了1780热轧机组的产量及产品质量。
