弧门面板整体加工设备设计及应用
2011-09-10田文恒吴志军
田文恒,吴志军
(中国水利水电第十工程局有限公司机电安装分局,四川 都江堰 611830)
1 概述
随着水电建设的不断发展,在水工钢闸门设备中,通常对平板门闸门、弧形闸门的面板不做机械加工要求。而深孔弧形闸门一般水头均较高,水流条件差,弧门止水方式多为充压止水与常规止水相结合,这类弧形闸门通常对面板及面板弧形半径精度控制要求较高,要求对面板进行机械加工。如在老挝南立1-2水电站泄洪兼导流洞弧门制造中,不仅要求加工面板,而且要求对面板进行整体机械加工,不允许分节加工。
老挝南立1-2水电站泄洪兼导流洞弧门由于要求对面板进行整体加工,如果采用数控机床,则只能分节加工,而无法实现面板整体加工。为满足该弧门面板整体加工要求,根据该弧门特性,我们自行设计、制造了一套弧门面板整体加工设备,从而顺利完成了老挝南立1-2水电站泄洪兼导流洞弧门面板整体加工。加工面板的表面质量及尺寸精度控制优良,一次验收合格,获得业主好评。同时,该加工设备的设计及应用得到了同行专家的肯定和好评。
老挝南立1-2水电站泄洪兼导流洞弧门主要特性见表1。
2 弧门面板整体加工设备设计
2.1 总体方案设计(图1)
主要部件包括:铰链装置、旋转臂、导轨梁、导轨、溜板、动力头、支撑托架、双动式千斤、锁定装置、传动丝杠、变频调速器及操作平台。
2.2 主要部件功能及结构形式
(1)铰链装置。
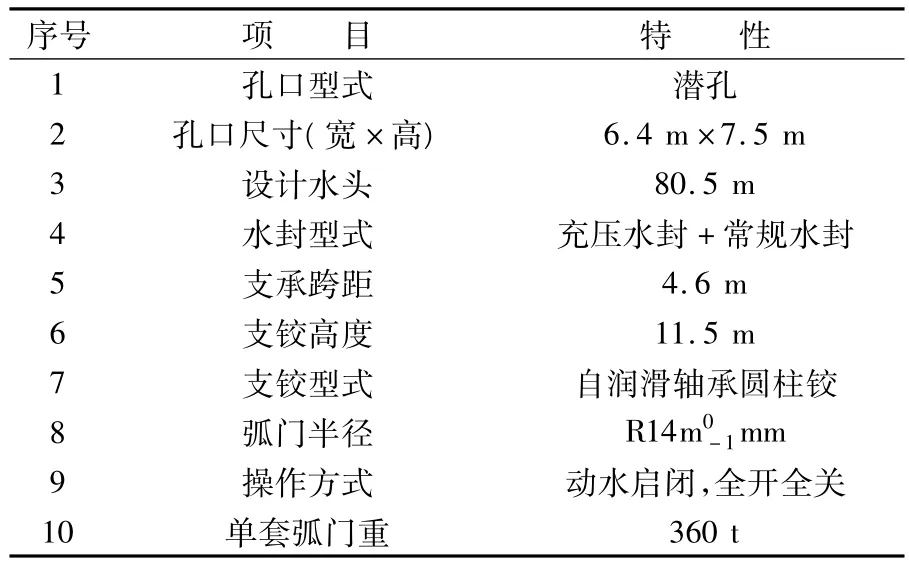
表1 闸门特性表
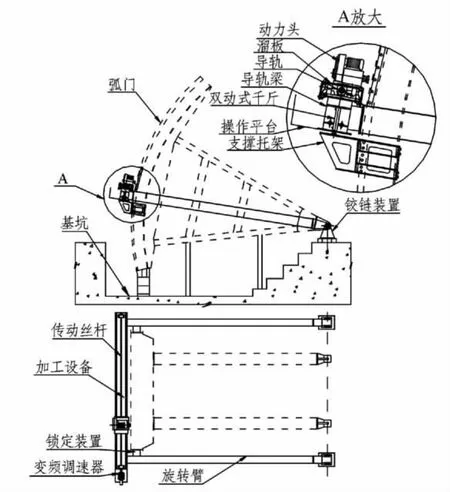
图1 弧门设计方案示意图
铰链装置包括:固定铰座、活动铰座及铰轴。
固定铰座固定在地面基础上,活动铰与旋转臂连接。铰链装置的主要功能在于控制加工过程中动力头切削半径保持不变。固定铰座及活动铰座均为钢板焊接结构。铰轴为空心轴,用于钢琴线穿过,便于检查和调整铰链装置及弧门支铰中心的同轴度以及面板加工半径的检查和控制。
(2)旋转臂。
旋转臂为焊接结构,截面为箱型结构。连接铰链装置的活动铰座及导轨梁。通过旋转臂的旋转,实现动力头不同工位的加工。
(3)导轨梁。
导轨梁为焊接结构,截面为箱型结构。用于支撑及固定导轨。导轨梁采用焊接结构,既可减小导轨的截面尺寸,又利于组装和调整导轨。
(4)导 轨。
导轨为铸铁加工件,导轨面为“V”型和平面相接合(见图2)。
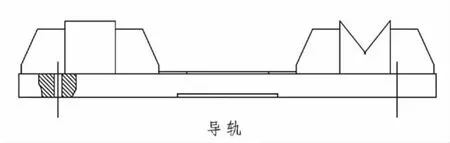
图2 导轨示意图
(5)溜 板。
溜板为铸铁加工件,上平面连接固定动力头,底面与导轨配合,在传动丝杠驱动下在导轨面上滑动,从而带动动力头实现横向给进。
(6)动力头。
动力头为铣削动力头,功率7.5 kW,刀盘最大直径200 mm,转速分别为200 r/min、210 r/min、250 r/min、260 r/min、270 r/min,可调。刀盘伸出行程可达150 mm,可满足纵向切削。
铣削动力头固定在溜板上,随溜板在导轨上滑动,可实现横向切削给进。为确保铣削时刀盘面与弧门面板相切,在铣削动力头底面增设了一套楔子,以便调整动力头角度。
(7)支撑托架。
支撑托架为焊接结构,通过螺栓分别固定在弧门左右两侧水封座面上,用于支撑和旋转臂变幅,以调整铣削加工工位。
(8)锁定装置。
在弧门左右两侧分别设置一套锁定装置,锁定装置下端焊接固定在旋转臂上,侧面紧贴在侧水封座面上,旋转臂变幅时可兼作导向。铣削工位调整后,通过螺栓固定在侧水封座面上,以确保铣削加工时稳定可靠。
(9)双动式千斤。
在导轨两端分别设置了一个双动式千斤,双动式千斤推力载荷可达30 t,拉力载荷可达5 t,行程可达368 mm。双动式千斤两端分别铰接固定在导轨梁和支撑托架上。双动式千斤推出实现旋转臂变幅、锁定装置锁定后,双动式千斤缩回则拉起支撑托架,如此循环,从而不断推动旋转臂变幅,逐步完成各工位的铣削加工,避免了外设变幅机构的干扰及占用其它起吊设备。
(10)传动丝杠。
传动丝杠为T100×12机床丝杠,两端分别经轴承座固定于导轨端部,一端与变频调速器连接。传动丝杠旋转带动溜板在导轨上滑动,从而实现横向铣削。
(11)变频调速器。
变频调速器由变频调速电机及摆线针齿轮减速组成,变频调速电机功率为4 kW,转 速125~1250 r/min,可调。减速器功率为4 kW,速比35。变频调速器输出轴转速3.5~35 r/min,可调,从而满足铣削时的低转速要求。
(12)操作平台。
操作平台为焊接构架,由栏杆及行走平台组成,操作平台焊接固定在导轨梁上,用于加工人员的行走及操作。
3 弧门面板整体加工设备的应用
该设备在老挝南立1-2水电站泄洪兼导流洞弧门面板整体加工中得到了充分应用,效果良好。安装及加工方法如下。
3.1 铰链装置的安装
弧门在基坑内完成整体大组装,在大组装各项检测数据合格并完成弧门的加工支撑后,以弧门支铰中心线为基准安装调整铰链装置。铰链装置分别放置在弧门支铰外侧。为便于调整铰链装置与弧门支铰中心的同轴度,以及面板加工时复查加工半径精度,采用在铰链装置中心及弧门支铰中心贯穿拉一根钢琴线,首先以弧门支铰中心线为基准调整并固定钢琴线,然后再以钢琴线为基准调整并固定铰链装置。
3.2 旋转臂及导轨梁的安装
首先完成导轨梁、导轨、溜板、动力头、传动丝杠、变频调速器、双动式千斤等部件的装配,与导轨梁形成一个整体,并完成动作调试,调试合格后方可进行安装。
安装悬臂梁前,先将支撑托架安装固定在弧门侧水封座面上,支撑托架的位置根据实际情况确定。为便于后序设备的安装,支撑面尽可能与旋转臂底面成一水平面。
旋转臂一端与铰链装置的活动铰连接,另一端放置在支撑托架上,在做临时稳固后,将已完成装配的导轨梁等部件整体吊至旋转梁并完成连接。随后完成锁定装置的安装并完成与旋转臂的焊接固定。完成双动式千斤与支撑托架之间的铰接连接。
3.3 检查及调试
安装调整结束、检查各安装尺寸满足要求后,在面板全范围内完成变幅、横向进刀、纵向进刀等动作调试,并复查弧门面板全范围内的加工余量是否能满足加工要求。
3.4 铣削加工
为提高加工的精度,正式加工前,采用刀头在弧门两侧的水封座面上划出加工控制线,并复查控制线准确无误后方可进行正式加工。
铣削刀盘不宜选择过大,宜为φ80~120,加工时分粗加工、半精加工及光刀。对两道加工之间产生的棱角采用小刀盘加工去除。
加工中注意观察,并加大弧面半径检查次数,对产生的误差及时作出修正。
4 结语
(1)该弧门面板整体加工设备通过老挝南立1-2水电站泄洪兼导流洞弧门面板整体加工实践验证,其设计合理,加工平稳、可靠,加工精度及表面质量良好,弧门整体加工质量一次验收合格。
(2)本弧门面板整体加工设备结构紧凑,拆装简单便捷,且经济适用。
(3)在对旋转臂长度进行调整后,可适用于不同半径的弧门面板整体加工,同时,在其它类似设备、工装设计及应用方面具有较好的借鉴意义。