高速机床恒定循环水温暖机的仿真与实验研究
2011-09-07王建军邓圭玲
周 灿,王建军,邓圭玲
(1.中南大学高性能复杂制造国家重点实验室,湖南 长沙410083;2.宝鸡机床集团有限公司,机床研究所,陕西宝鸡721000;)
0 引言
暖机是机床开机工作前的空运转过程,使机床部件均匀受热膨胀减小加工误差.随着高速高精密机床的发展,热变形对加工误差的影响越来越加显著,暖机的作用也越来越突出.目前业界一般要求机床开机加工前需要先空转30 min以上.机床主轴系统热变形是热误差产生的主要原因.定子和轴承是电主轴系统的核心部件,并且是电主轴系统的主要内热源,因此,可以通过观测定子和轴承的温度变化来判断暖机效果.大部分的高速机床都配有水循环机,绝大多数的循环机只具备制冷功能,不具备加热功能.使用这种水循环机的机床,暖机过程中循环水温由室温上升到设定温度.而使用冷热双功能的循环机的机床,在暖机过程中就可以提供恒温的循环水.目前,鲜有关于暖机方面的学术文献可供参考.笔者CH7516GS车削中心的2 000 r/min转速暖机为研究对象,以采用有限元仿真和实际测试的方法,检测分别采用冷暖两用制冷机和单向制冷制冷机两种暖机方法的效果.
1 高速机床暖机过程的仿真研究
根据主轴系统结构和空转的特征,把主轴系统适当简化,利用Marc对两种工况进行120 min主轴系统温度场分析.这两种工况除循环水温不同以外,其他边界条件和初始条件均相同.
1.1 电主轴系统热特性有限元模型
磁滞损耗和轴承摩擦是电主轴系统的内热源,对部件体积为V,表面积为Γ的连续介质,可建立能量守恒微分方程:

式中:T为温度;xi为坐标分量;qi为热流矢量的分量;ρ为单位体积的质量密度;c为材料的比热;t为时间;为单位体积的热生成率.
按照Fourier定律,热流可用温度梯度表示为:

式中:λ为材料的热导率.
主轴系统适当简化后,进行网格划分,其网格模型剖切视图如图1所示.
1.2 电主轴系统热特性边界条件
轴承摩擦热和磁滞损耗发热是电主轴系统的主要热源.系统的热量主要由循环水带走,同时也通过辐射和对流的方式与周围空气进行热交换.
(1)定子和转子发热:电主轴发热主要由功耗引起,其功耗分为机械损耗、电损耗、磁滞损耗和附加损耗几部分组成.其中机械损耗、电损耗和磁滞损耗占总损耗的95% ~99%.全部功耗均转化为热[1].经试验测定,转速2 000 r/min空载状况下,电主轴电磁损耗的热流密度为0.115×10-6W/mm3[2].

图1 电主轴系统有限元网格模型Fig.1 FEA elements model of motorized spindle system
(2)轴承发热计算:根据Palmgren公式可进行如下计算.润滑剂黏性产生的摩擦力矩[3-5]:

式中:f0是与润滑方式和轴承类型有关的参数,取f0=1.5;v为当前工况下润滑剂的运动黏度,取v=257 mm2/s;n为电主轴转速,取 n=2 000 r/min;dm为轴承节圆直径,mm,根据轴承型号确定.
与速度无关的载荷所产生的摩擦力矩[3-5]:

式中:f1为是与载荷和轴承类型相关的系数;p1为确定轴承摩擦力矩的计算载荷.
轴承发功率Q的计算公式为:

f1,p1及轴承发热功率Q的计算结果如表1所示.

表1 轴承f1,p1及发热功率QTab.1 f1,p1,Q of bearings
根据摩擦热传递理论,轴承所产生的摩擦热一半进入滚动体,另外一半进入轴承的内外圈[6].为接近真实,对轴承采取面发热的方式进行仿真.由发热量和发热面积可以计算热流密度.
(3)水冷却边界条件:水冷属于热传导问题中的第三类边界条件,由下式确定[7-8].

式中:h为表面传热系数;T,T∞代表电主轴水槽表面温度和循环水的温度.
表面换热系数h可以通过测量循环水进出口温度和定子即时温度,利用式(7)进行估算[9].经计算该电主轴系统水冷表面换热系数h约为1 400 W/(m2·K).

式中:A为表示接触面积;ΔT表示温差.
T是在迭代计算过程中上一步的计算结果.T∞随时间变化如图2.

图2 T∞变化示意图Fig.2 Sketch of T∞ changing
使用单冷水循环机时T∞由Marc二次开发的Film子程序确定;使用冷暖双向水循环机时的T∞为25°.在Marc中使用Face Film做水冷的边界条件.
(4)辐射边界条件:辐射边界条件由式(8)确定.

式中:σ为Stefan-Boltzmann常数;ε为表面辐射效率;TΓ,T∞分别代表部件的表面温度和外界环境介质温度.对于该系统,TΓ为系统外表面的温度,由软件计算确定;T∞为环境温度实施测试时的环境温度,为13℃.
1.3 电主轴系统系统热特性分析初始条件
瞬态热传导问题中温度T与时间t有关,则式(9)的求解需要有初始条件,即高速电主轴初始温度分布,一般表示为在控制体积V内:

其中,T0(x,y,z)表示时间 t为零(即初始状态)时的温度分布.所选高速车床的工作环境为常温,进行实际测试时环境温度为13℃.所以电主轴系统的初始条件为:

1.4 电主轴系统暖机过程仿真结果
两种工况下定子温度曲线仿真结果如图3所示,轴承温度曲线如图4所示.恒温暖机时,经过30 min后定子和轴承都可以达到温度平衡状态.变温暖机时,定子需要80 min能达到平衡状态,轴承需要110 min才能达到平衡状态.仿真结果说明,恒温暖机可以使机器较快达到平衡状态.图3所示,恒温暖机时,0-t0时段循环水温度高于定子温度,热量从循环水流向定子,加速定子升温进入平衡状态.t0时刻后,定子温度高于循环水温度,热量由定子流向循环水.变温暖机时,电主轴系统把循环水加热到设定温度,这个过程延缓定子达到平衡状态.

2 高速机床暖机过程的实验验证
为验证仿真结果,实施了实验测试[10].由于现场不具备冷暖两用型水循环机,首先进行单冷水循环机暖机测试,待第一组测试结束,机器自然冷却180 min后,开始第二组实验.电主轴通电不转动时,有少量发热,此时循环水温可保持在25℃,使系统温度都保持在25℃左右,初始条件与使用冷暖两用水循环机效果基本相同.机床转速2 000 r/min,分别进行测试,各120 min.
2.1 温度测试系统
(1)测温传感器:前后轴承选用铂电阻(Pt100)金属封装传感器.测温范围 -50~200℃,误差小于0.35℃.定子温度由电主轴自带传感器测量,可在机床主控屏幕显示.
(2)数据记录装置:选用英华达EN880C-D-12作为数据记录装置,最高采样频率50 Hz.
(3)测量工况:转速2 000 r/min下连续运转70 min.
测温原理如图5所示.铂电阻温度传感器采集温度数据,然后由放大器将信号放大,经过AD转换器将模拟信号转换为数字信号,再由处理器将测得数字量进行屏显并存储到存储器中.

图5 测温原理图Fig.5 Schematic diagram of temperature measurement
2.2 暖机过程测试结果
两种工况定子和轴承的温升曲线如图6和图7所示.电主轴系统共有4组轴承,测温点选在其中一组轴承的外圈处.恒温暖机时,定子经历15 min可达到平衡状态,轴承经历13 min可达到平衡状态.变温暖机时,定子和轴承都需85 min才能达到平衡状态.测试结果表明,恒定循环水温暖机,系统可以快速进入平衡状态.

图6 定子温度测试曲线Fig.6 Measuring curve of stator temperature
仿真结果和实验结果基本吻合,从仿真和实验结果可推断,恒定循环水温可以提高暖机效率,使高速机床电主轴系统快速达到平衡状态.图6、图7表明,恒温暖机时机床部件的初始温度接近循环水温度,使定子和轴承在暖机过程中温升都较小,因此恒温暖机可以改善电主轴系统性能,保证了高速机床加工精度的稳定性.
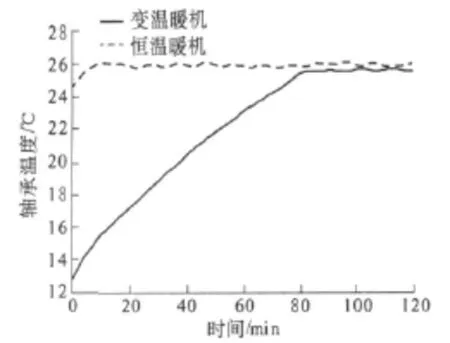
图7 轴承温度测试曲线Fig.7 Measuring curve of bearing temperature
3 结论
高速高精密机床的热误差是引起加工误差的主要因素.改善机床热特性可有效提高加工精度.使循环水在不同阶段发挥加热和冷却不同作用,可以改善电主轴系统热特性,保证了高速机床加工精度的稳定性.采用恒温暖机的方式可以缩短暖机时间,提高生产效率.
[1]张明华,袁松梅,刘强.基于有限元分析方法的高速电主轴热态特性研究[J].制造技术与机床,2008,(4):29-32.
[2]马丙辉,卢泽生.电主轴用高速轴承技术及其发热分析[C]//2007全国机械工程博士生学术论坛论文集.上海:中国机械工程学会,2007:813-820.
[3]何晓亮,熊万里,黄红武.高速精密主轴轴承热特性的计算及分析[J]. 机械,2003,30(6):14-16.
[4]万长森.滚动轴承的分析方法[M].北京:机械工业出版社,1987:270-280.
[5]文怀兴,王美妍.高速电主轴热态性能的有限元分析及温升控制[J].组合机床与自动化加工技术,2010(9):52-55.
[6]李毅波,黄明辉.温度补偿对航天微电机转速稳定性的改善[J].华南理工大学学报:自然科学版,2010,38(6):134-139.
[7]李毅波.连续铸轧多场耦合建模及工艺参数匹配规律的仿真研究[D].长沙:中南大学机电工程学院,2006.
[8]席源山,陈火红.温度场及耦合场分析培训教程[M]. 北京:MSC softwave中国公司,2001.
[9]杨世明,陶文铨.传热学[M].北京:高等教育出版社,2006:6-15.
[10]DENG Gui-ling,ZHOU Can.Measurement and analysis on transient thermal characteristics of high speed motorized spindle[C]//Applied Meclianics and Material.Phuket,Thailand:Trans Tech Publications,2011:101-105.
