业界资讯
2011-09-04
《铸造用生铁企业认定规范条件》出台
2011年3月23日,工业和信息化部印发了《铸造用生铁企业认定规范条件》的通知。全文如下:
《铸造用生铁企业认定规范条件》
为促进铸造用生铁行业健康发展,推动淘汰钢铁行业落后炼铁产能,制定本规范条件。本条件适用于现有专业生产铸造用生铁的企业(以下简称企业)。
一、基本条件
(一)产品用途和质量。企业产品主要为铸造用生铁,90%以上销往铸造行业。企业须具备完备的质量管理体系,产品质量符合《铸造用生铁》(GB/T718—2005)、《球墨铸铁用生铁》(GB/T1412—2005)等国家标准。灰铸铁件用生铁碳含量不小于3.30%、硅含量不小于1.25%,球墨铸铁用生铁碳含量不小于3.40%、硅含量 0.50~1.40%。
(二)资源综合利用和环境保护。企业须具备有效的废弃物回收利用措施,高炉渣综合利用率不小于98%,高炉煤气利用率达到95%以上。企业须配备有效的污染物排放治理与监测设施,污染物排放须符合《工业炉窑大气污染物排放标准》(GB9078—1996)、《钢铁工业水污染物排放标准》(GB13456—92)、《工业企业厂界噪声标准》(GB12348—2008)等国家标准。
(三)能源消耗。高炉焦比(含小块焦)不大于510千克/吨,工序能耗不大于520千克标煤/吨。吨铁新水消耗不大于2.6吨。
(四)工艺和装备。高炉容积须大于200立方米,但对于配套"短流程"铸造工艺的高炉容积可放宽到大于100立方米。企业须配置高炉煤气回收利用、高炉喷煤等节能减排技术措施。
未达到以上条件的企业,应按期淘汰落后的炼铁设备。符合规范条件的企业要以满足铸造行业需求为原则,加快结构调整,将淘汰落后、技术改造和兼并重组相结合,不断提升工艺装备水平和产业集中度。
二、认定管理
各地工业行业主管部门负责本地区企业的认定申请及初审工作。在工作中要严格按照本规范条件,禁止落后炼铁高炉借铸造用生铁企业之名躲避淘汰;同时可结合本地区实际,适度提高规范条件。
工业和信息化部组织有关行业协会、中介机构及专家对申报企业进行审查,对符合条件的企业予以公布。同时对认定企业实行动态管理,不定期进行抽查。对已经认定但违反本规范条件的企业,责成其限期整改,逾期仍未达到要求的,列入淘汰落后名单。
本规范条件自发布之日起实施,由工业和信息化部负责解释,并将根据行业发展情况和宏观调控要求适时进行修订。
铸造用生铁企业认定工作正式启动——工信部原料工业司在太原召开座谈会
为促进铸造用生铁行业健康发展,防止落后炼铁产能变相逃避淘汰,工业和信息化部于3月23日发布了《铸造用生铁企业认定规范条件》,对现有专业生产铸造用生铁的企业按规范条件开展认定工作。工业和信息化部原材料司于4月21日在山西省太原市召开铸造生铁企业认定工作座谈会,河北、山西、内蒙古、辽宁等12个省(自治区)工业和信息化主管部门以及中国铸造协会、中国钢铁工业协会、中国金属学会相关负责人共20余人参加座谈会。
会议由工信部原材料司钢铁处苗治民处长主持。工信部原材料司钢铁处张德琛调研员就《铸造用生铁企业认定规范条件》进行了详细解读;中国铸造协会常务副理事长兼秘书长张立波以“从铸造行业‘十二五’发展规划看铸造生铁基地建设”为题,从我国铸造行业实际需求出发,提出了认定工作应坚持专产和总量控制原则以及在认定工作中需重视的六个问题;中国钢铁工业协会、中国金属学会与会代表结合钢铁行业淘汰落后产能工作经验,对专产铸造生铁企业认定提出了“倒推测算”等把关技术及后续升级改造建议。各地工业和信息化主管部门结合本省(自治区)实际情况提出了一些具体问题和建议。
会上围绕如何做好铸造生铁企业认定工作进行了认真讨论,苗治民处长、张德琛调研员就与会代表提出的认定申报操作细节和可能遇到的具体问题进行了详细解答,并明确了下一步工作任务。
会议要求各地工业和信息主管部门按照工信部的统一部署,严格按照《铸造用生铁企业认定规范条件》把关,以防止钢铁行业落后炼铁产能转产铸造生产;会议希望行业协(学)会通过本次座谈会搭建的交流平台与沟通渠道做好相关服务工作;会议强调要在6月底前一次性完成本地区现有专业生产铸造用生铁企业认定申报及初审工作,并将相关资料(文字、光盘等)统一报送工信部。工信部将组织有关行业协会、学会及专家对申报企业进行审查,并依照总量控制、区域分布合理等原则、择优认定符合规范条件的企业,并予以公布。
曾艺成:积极稳妥地发展高炉-感应炉短流程铸造工艺
将高炉铁水运输到铸造车间,直接倒入感应电炉或者先倒入保温炉保温待需要时再倒入感应电炉,与废钢,回炉料和配料中间合金一起熔配,经成分调整和熔炼后,出炉经变质处理后浇注铸铁件,这种高炉—感应电炉双联铸铁熔炼工艺将熔铁和铸造更紧密地结合起来,缩短了生产链,省去了高炉铁水凝固和重熔环节,简称为短流程铸造工艺。这种工艺能够充分利用高炉铁水的热量,大幅减少能源消耗,同时降污染物排放,节能,环保和经济效益显著。
一、应用情况
2008年时,我国铸铁件厂产量达2510万吨,其中按短流程工艺生产的铸件约占11.3%。目前国内有十多个在建的铸造工业园区,均采用高炉—感应炉供应铁液,年产铸件达100多万吨,需要铁液约130万吨以上。随着铸造集群化生产的推进,用短流程工艺生产的铸件会越来越多,预计2015年在我国以短流程铸造工艺生产的铸件将占到总量的20%,2020年达30%。
在我国目前应用短流程工艺生产铸件的企业,大致可分为三类:一是工艺较成熟,已有一定生产规模的企业。二是部分企业采用短流程铸造工艺生产要求较高的铸件。三是用短流程铸造工艺生产高档球铁结构件,如发动机曲轴、风电球铁件等,但还多停留在试验生产阶段。
二、实验中需解决的主要问题
虽然,高炉—感应炉短流程铸造工艺有着显著的节能减排效果和经济效益,但并不是所有高炉铁液都能使用,高炉和铸造厂之间还需要解决两个关键问题。
一是稳定且高质量高炉铁液的供应及铁液运输分配问题。由于铸件品种很多,大小不一,形状复杂,一般铸造厂规模都较小,年产1万~2万吨铸件的厂已是较大的厂了。而高炉产量较大,即使是100立方米的高炉,每年产铁约10万吨,每次出铁25吨左右,两者匹配有一定困难,因此采用短流程铸造工艺的高炉不能太大,从技术角度来看100立方米以上的高炉是比较符合实际。
二是短流程铁液的质量及检测问题。很多铸造工作者认为短流程铁液质量不如常规流程铁液,不能用于要求高的工程结构件,但缺乏依据。应建立铁液的质量评价目标及表征方法并与常规流程的铁液做比较,才能说明问题。因此,可分别选择灰铸铁、蠕墨铸铁、球墨铸铁等三类铸铁件的典型,建立高质量铁水状态的表征方法和评价目标。
针对不同类别的铁液,可采用的铁液状态控制措施有:如果是灰铸铁发动机缸体,应调整高炉铁液和其他炉料的加入比例,严格控制和优化铁液化学成分(合金元素)。过热温度和保温时间,出炉处理温度,孕育处理方法,孕育剂类型及加入量,浇注温度和浇注过程等。如果是蠕墨铸铁,应调整高炉铁液和其他炉料的加入比例,严格控制和优化铁水化学成分,脱硫处理,过热温度和保温时间,出炉处理温度,蠕化处理方法,孕育处理方法,孕育剂类别及加入量,浇注温度和浇注过程等。如果是球墨铸铁,应调整高炉铁液和其他炉料的加入比例,严格控制和优化铁水化学成分,脱硫处理,过热温度和保温时间,出炉处理温度,球化处理方法,孕育处理方法,孕育剂类别及加入量,浇注温度和浇注过程等。在试验过程中针对发现的问题对各种措施进行必要的调整。
三、如何推进短流程铸造工艺
对已批量生产的企业要总结经验,提高控制技术水平。主要是已形成规模生产的球铁离心铸管和对化学成分、机加工性能要求不高的低档铸件,因各厂技术管理水平参差不齐,其经济效益相差很大,通过总结推广先进经验,争取更大效益。
对要求较高的工程结构件要培育典型,可按材质、铸件大小、技术要求、造型工艺等的不同,确定几个典型企业,开展试验开发工作,并及时总结交流试验。
要有组织有领导地开展短流程铸造工艺开发工作,不应一哄而上。建议由相关协会牵头负责此项工作,将其作为铸造行业节能、减排、降耗的重要抓手,成立专题项目组,统一规划、协调分工、组织有关科研院所、大专院校、企业组成产业联盟,制定试验方案、分析试验结果。成熟一个推广一个,只有这样才能加速“短流程”铸造工艺的发展。
张伯明:离心球墨铸铁管产能严重过剩
随着国家城镇化战略的实施,全国各地都在加强供水管网等基础设施的建设和改造。从今后发展动向来看,全国县城和建制镇是今后国内供水管道建设发展的重点。2600多个中小城镇和广大农村乡镇都将实现自来水供应,需建立众多的自来水管网,铺设和使用更多的供水压力管材。国家的发展规划和政策导向已明确提出:在今后的市政供水管网建设和旧管网改造中,大力推广使用球墨铸铁管和管件,限制使用灰铸铁管和管件。因此,离心球墨铸铁管在我国有着较大的市场应用空间。
笔者具体分析了一下需求量:用于供水的离心球墨铸铁管使用比例如果由目前的从26.12%增加到欧美经济发达国家的45%左右,总需求量约为665万吨。以建设部的2020年远景目标为时间限定,约有10年,那么年需求量约为66万吨。出口量估计会由目前的60万吨/年增加到80万~100万吨/年。此外,国内每年市政供水管网新增加离心球墨铸铁管铺设长度会达到1.5万公里,按照平均重量DN500毫米的104.3公斤/米计算,年需求量为156.5万吨。原有供水管网的改造和更换每年约需量为50万吨。
综上分析,国内今后每年总需求量约为350万吨。
但从目前国内离心球墨铸铁管产能来看,据统计,全国累计安装约150多台离心铸管机。其中DN80~350毫米离心铸管机约占1/2,DN350~2600毫米离心铸管机约占1/2。现以每台DN80~350毫米离心铸管机平均产能为3万吨/年、每台DN350~2600毫米离心铸管机平均产能为5万吨/年计算,全国离心球墨铸铁管企业的产能为600多万吨/年;与实际产量约330万吨/年相比,离心铸管机设备的实际使(利)用率仅55%。这些数据充分说明我国离心球墨铸铁管企业的产能已经大大过剩。
此外,还有未能控制和估计到的各地区无序地、大批量的批复上离心球墨铸铁管项目。特别是近1~2年内又增加了20余家离心球墨铸铁管的企业,近60台离心铸管机,产能高达180万吨/年。其管径范围均为DN100~800毫米,生产工艺、设备配置都一样(10吨电炉,两小1中离心铸管机,30多米长退火炉,两条精整线和喷漆线),实属低水平重复建设。
许多拥有小高炉的钢铁企业,为保留住小高炉,近几年也纷纷转向生产“球墨铸铁管”产品,使产能大大增加。
2011 两岸三地铸造业合作论坛在深圳召开
2011两岸三地铸造业合作论坛5月在深圳再次隆重召开。本届论坛由香港压铸及铸造业总会主办。中央人民政府驻香港特别行政区联络办公室经济部副部长杨益先生,香港生产力促进局副总裁潘永生先生,香港压铸及铸造业总会会长谭哲豪先生,常务副会长谢国夫先生,永远名誉会长李远发先生、姜永正先生,中国铸造协会常务副理事长兼秘书长张立波先生,常务副秘书长支晓恒先生,副秘书长范琦女士,台湾区铸造品工业同业公会会长黄加再先生以及来自两岸三地的百余位铸造业嘉宾出席了会议。
香港压铸及铸造业总会会长谭哲豪先生,中国铸造协会常务副理事长兼秘书长张立波先生,台湾区铸造品工业同业公会会长黄加再先生分别代表香港、大陆和台湾地区致辞,共同表达了在世界经济新格局下两岸三地铸造业深入加强交流、加强合作的意愿,表示要进一步深化合作,优势互补,精诚合作,共同促进中华民族铸造伟业的繁荣昌盛。
会上,张立波秘书长解读了《铸造行业“十二五”发展规划》,展示了我国铸造行业未来5年的发展蓝图;姜永正博士作了题为《世界经济新格局下香港压铸业的发展》报告,细致而全面地分析了香港铸造业的现状和发展趋势;台湾区铸造品工业同业公会潘国桐先生作了题为《ECFA之后的台湾铸造业发展契机》报告,介绍了台湾铸造业所面临的机遇和挑战;解放军西安政治学院国际关系问题专家李广义教授作了题为《当代世界国际关系与经济发展趋势》报告;清华大学机械工程学院熊守美教授,广东岭南职业技术学院王锦红博士,华中科技大学教授,广东鸿泰科技股份有限公司总经理助理万里博士,福建青口科技有限公司林金宏副总经理等多位专家介绍了先进的压铸技术、先进的设备、材料研究成果以及教育培训经验等等。论坛报告立题新颖、内容丰富,获得与会代表的一致好评。
2010 年中国铸件产量统计结果公布
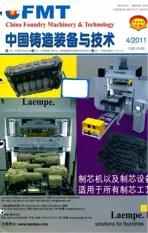
2010年根据对骨干铸造企业、中国铸造协会会员单位铸件产量的统计调查,参考国家统计局2010年统计数据及相关行业年度数据,2010年中国铸件产量为3,960万t,较 2009年 3,530万 t增长 12.2%。2010年全国不同材质铸件产量见表1,2010年全国各行业铸件产量见表2。

表1 2010年全国不同材质铸件产量
表2 2010年全国各行业铸件产量