混凝气浮-生物-臭氧气浮处理抗生素生产废水
2011-08-28李英
李 英
(福建船政交通职业学院,福建福州350007)
抗生素是微生物、动植物在其生命活动过程中所产生或经化学方法合成获得,能在低微浓度下有选择性地抑制或影响某些生物机能的有机物质.抗生素生产过程中排放的废水具有有机物浓度高、色度高、含难降解和对微生物有毒性的物质,水质成分复杂、可生化性差等特点[1].仅使用单一物理化学方法处理成本高,普通的生化处理效果不理想.目前应用较多的是预处理与生化处理相结合的方法[2].某厂的废水采用气浮-酸化-三级生化-气浮工艺进行处理,工艺流程较长、系统较复杂,出水COD在400 mg/L以上,而且出水色度较高、气味较重.通过分析该工艺的优点和缺点,决定采用气浮-生物-臭氧气浮对该废水进行实验,研究该工艺对废水中COD的处理效果.
1 废水来源与特点
某厂抗生素生产废水主要来自于抗生素生产的发酵、分离、提取和精制等过程,主要包括以下几个部分:
1)提取废水.提取废水是指经提取有用物质后的发酵残液,所以有时也叫发酵废水,含有大量未被利用的有机组分及其分解产物.另外在发酵过程中由于工艺需要采用一些化工原料,废水中含有一定的酸、碱、有机溶剂等.
2)洗涤废水.来源于发酵罐的洗涤、分离机的清洗和其他清洗工段及清洗地面等.
3)其他废水.抗生素制药厂大多有冷却水排放,一般污染物浓度不大,可直接排放.
该废水有机物浓度高、色度高、气味重、成分复杂,含有微生物难以降解甚至对微生物有抑制作用的物质,是一类难处理的工业废水.
2 实验用水与方法
2.1 实验用水来源
实验用水为用微生物发酵法生产头孢菌素C钠盐而产生的发酵残液与洗涤废水的混合废水.
废水的主要特点如下:
1)发酵残液中COD浓度高(10~80 g/L)、固体悬浮物(SS)高(0.5 ~25.0 g/L),但与洗涤废水合并后,COD浓度降到12 000 mg/L以下.
2)存在生物毒性物质,如残留抗生素及其中间代谢产物、高浓度硫酸盐、表面活性剂和提取分离中残留的高度酸、碱、有机溶剂等;
3)pH值波动大,温度较高,色度高,气味重.
2.2 实验用水水质
为避免高浓度有机负荷与较大的水质波动对生化系统的影响,实验时对进水进行适当的稀释调节.调节后的实验用水水质情况见表1,其中BOD5是指生化需氧量.

表1 实验用水水质
2.3 实验方法
实验工艺流程如图1所示.

图1 废水处理工艺流程
预处理.废水先经沉淀去除部分SS后,进入贮液箱用碱液调节pH值到9左右.进入混凝气浮装置.
混凝气浮.混凝剂为硫酸亚铁与聚丙烯酰胺(PAM),气浮设备为加压回流溶气气浮装置,通过混凝气浮去掉废水中残留的菌丝体和胶态物质,同时降低废水色度.
酸化.酸化池为厌氧折流式反应器.在厌氧条件下,将高分子有机物降解为低分子有机物,提高废水的可生化性.酸化池水力停留时间(HRT)为8 h.
A2O反应装置.废水经水解酸化后,进入A2O反应装置.A2O反应装置由厌氧池、兼氧池、好氧池和二沉池组成.厌氧池为完全混合池,内设有搅拌器,实现废水与污泥的混合,厌氧池HRT为5 h.兼氧池底部装有穿孔曝气管,HRT为8 h.好氧池采用完全混合式活性污泥法,池底部中间装有微孔曝气器,HRT为12 h.抗生素生产废水中氨氮浓度很高,而采用A2O工艺不但可去除COD,还可起到脱氮的作用,以避免后续SBR受高浓度氨氮的影响[3].
SBR反应器.SBR反应器为间歇运行.周期为12 h,其中进水1 h(同时开始曝气),反应8 h,沉淀1.5 h,排水 1.5 h.
臭氧-气浮.将臭氧氧化与溶气气浮结合,同时完成有机物氧化、除色、脱嗅、消毒等多个过程.以臭氧代替空气作为溶气气源,利用溶气罐内的压力增强臭氧在水中的溶解,同时实现臭氧与废水的接触氧化.在分离区内通过释放器产生臭氧微气泡,完成气浮分离.实验时臭氧平均投加浓度为25 mg/L.多余臭氧经收集后接到预处理阶段的贮液箱,对废水进行臭氧氧化预处理.
3 结果与讨论
3.1 各单元对COD的处理效果
实验用水为某头孢菌素生产废水,因废水浓度波动较大,为避免负荷冲出对处理系统的影响,每批进水进行适当的稀释之后进入处理系统.当反应器启动成功,稳定运行一段时间之后,所测得的各主要处理单元进出水中COD值及处理效率如图2—5所示.

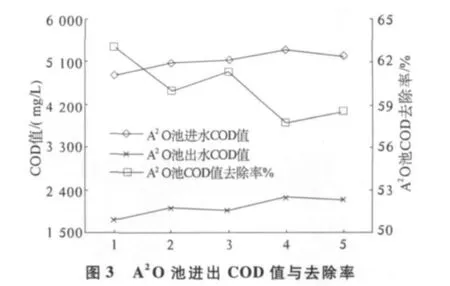


从图2—5可看出混凝气浮对COD的去除率在20%~25%之间;A2O对COD的去除率在62%左右,SBR对COD的去除率在78% ~85%之间;臭氧气浮对COD的去除率在60%左右.
3.2 整个工艺系统对COD的处理效果
表2数据为反应器启动之后,稳定运行一段时间,监测所得整个工艺系统对COD的处理效果.
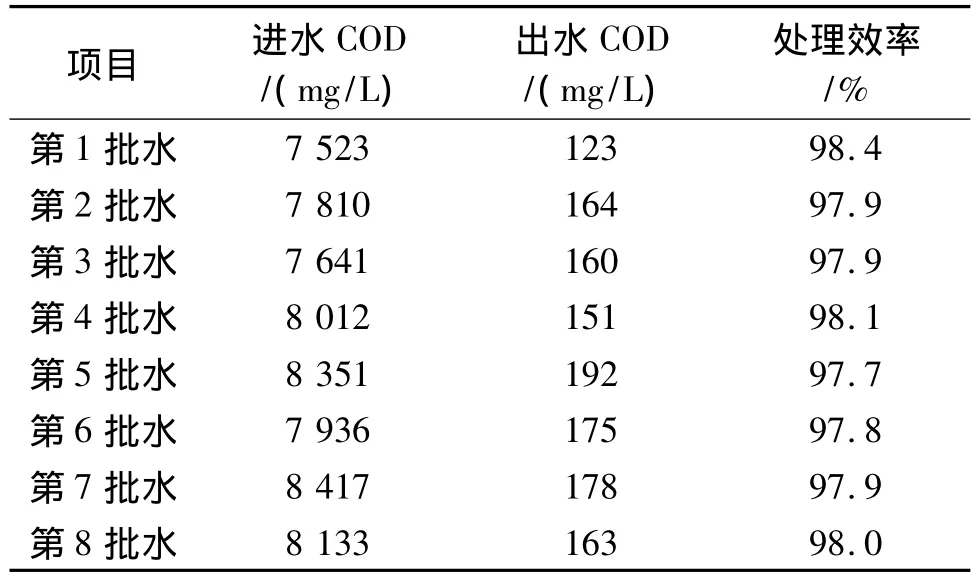
表2 处理系统进出水COD与处理效率
从表2可看出,当进水COD的浓度在7 500~8 500 mg/L之间时,出水COD的浓度降到200 mg/L以下,COD去除率可达97.5%以上,出水水质达到《污水综合排放标准》(GB8978—1996)中的二级排放标准.
从实验过程及结果来看,进水COD的浓度在小范围波动时,处理效果不会产生大的影响,整个工艺运行情况、处理效果相对稳定.
4 结语
1)该废水经混凝气浮,COD平均去除率为22%,废水颜色由褐色变为黄色,色度得到较大的改善.
2)整个工艺系统对COD的去除率达到97.5%以上,出水水质达到《污水综合排放标准》(GB8978—1996)中的二级排放标准.虽然本实验主要是研究该工艺对废水中COD的去除情况,但是从实验结果来看,该工艺对废水的浊度、色度和气味也有良好的处理效果.
3)将臭氧与气浮相结合进行废水处理,是一个新尝试,还需进一步研究.
[1]王才.制药废水生化处理试验研究[J].给水排水,1999,25(3):41 -45.
[2]李世忠,高冠道,张爱勇.化学絮凝法处理制药废水的中试研究[J].工业用水与废水,2008,39(6):6 -10.
[3]黎永坚,胡晓东,熊紫娟,等.高浓度氨氮对SBR工艺处理制药废水的影响[J].中国给水排水,2009,25(13):92-94.
