工业工程之标准时间
2011-08-28何益仙
何益仙
菲尼克斯亚太电气(南京)有限公司,江苏南京 211100
1 工业工程简介
1.1 工业工程定义与目标
工业工程(IE——Industrial Engineering)是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善的一门学科。它综合运用数学、物理学和社会科学方面的专门知识和技术以及工程分析和设计的方法,对该系统所取得的成果进行确定、预测和评价。IE形成于19世纪末、20世纪初的美国泰勒等人的科学管理运动,它是一门综合交叉性的边缘学科,是技术与管理相结合的一门工程学,其综旨是提高工作效率,降低成本,提高质量,追求系统的整体优化。它是精益生产系统的基础工程技术,它又是科学、客观、量化的管理技术。
IE的研究目标就是要使生产系统投入要素得到有效利用,降低成本,保证质量和安全,提高生产率,获得最佳效益。具体的讲,就是通过研究、分析和评估,对制造系统的每个组成部分进行设计(包括再设计,即改善),再将各个组成部分恰当地综合起来,设计出系统整体,以实现生产要素合理配置,优化运行,保证低成本、低消耗、安全、优质、准时、高效地完成生产任务。它追求的是系统整体的优化与提高。
1.2 工业工程的特点
IE是实践性很强的应用学科。现代IE有以下几个方面的基本特点:
1)以人为本
生产系统的要素,人、机、料、法、环,人是其中最活跃和最不确定性的因素,所以在进行系统设计、实施、控制和改善的过程中,必须充分考虑人和其他要素之间的关系和相互作用,以人为中心进行设计才能更好的达到目标。
2)核心TQC
T(Time)即提高生产生产效率,Q(Quality)即提高产品质量,C(Cost)即降低成本,此为任何一个生产系统的设计和改善所追求的永恒目标。
3)IE的重点是面向微观管理(注重三化)
三化是指简单化、专业化和标准化,是IE的重要原则。三化对降低成本,提高效率起到重要作用。
4)IE是系统优化技术
IE所强调的优化是系统整体的优化,不单是某个生产要素或某个局部的优化,最终追求的目标是系统整体效益最佳。
1.3 工业工程在制造业的作用
尽管现代IE应用极其广泛,但制造业仍然是最主要和有代表性的一个领域,制造业包括技术和管理两个方面:一是对材料进行加工工艺与设备的研究,这是硬件部分;二对由人、机、料、法、环等组成系统进行控制和管理,这是软件部分。IE正是将两者有机结合起来的原理和技术。所以作业研究的应用可以直接促使生产效率提高,作业研究是以生产系统为研究对象,对产品的设计、
IE手法是以人的活动为中心,以事实为依据,用科学的分析方法对生产系统进行观察、记录、分析、改善,最后对结果进行标准化的方法。它包括方法研究、作业测定、布局研究、生产线平衡等方法手段。本文下面主要介绍一下作业测定中的标准时间的设定。
2 标准时间
2.1 标准时间的定义
标准时间是在正常的工作条件下,以标准的作业方法及合理的劳动强度和速度符合质量要求的工作所需的作业时间。它具有以下主要因素:
1)正常的工作条件:工装、工具、设备、工作台、工作椅、温度等环境条件都符合作业内容;
2)作业方法:标准作业指导书规定的方法;
3)劳动强度与速度:适合大多数普通作业者的强度与速度,并且不易疲劳;
4)质量标准:符合标准检验指导书要求。
因此标准时间是衡量一切工作的标准,具有相当高的客观性与公平性。
但是标准时间不是一成不变的,如图1所示通过不断的持续改善,标准时间可以不断刷新,从而提高生产效率,降低生产成本。
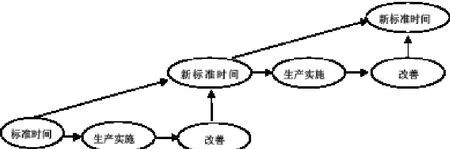
图1 标准时间的设定
2.2 标准时间的设定
从现场观测的时间转成标准时间步骤如下:
1)对观测时间进行评比求得正常作业时间;
2)对正常作业时间进行宽放,求得标准时间。

公式如下:时间评比目的在于把实际作业时间修正到合理的作业速度下的时间,消除因被测量个人的工作态度、熟练度及环境因素对实测时间的影响。
平均化法是一种常用的时间评比方法。平均化法从熟练、努力、作业条件和一致性四个方面评价作业速度。
通过现场的观察,努力度及熟练度对作业时间影响是很大的。特别是当有新产品投产时,员工开始时一般是无法做到标准时间的作业速度的,经过一段时间后,普遍会提高30%~40%左右,此时已达到或超过标准时间的速度了。因此现场评比时如无特殊情况可忽略环境因素及一致性的影响,只评价努力度与熟练度即可。
作业时间中减除净作业时间外,由于“作业者的生理需要”、“作业方法的问题”、“管理需要”等原因,经常会造成作业中断产生作业时间以外的时间,这种不可避免的必要的时间增加,即时间宽放。宽放多以与净时间的比率即宽放率来表述,宽放率要定义的是在一定的作业时间内允许的宽放比例,通常以百分率表示。
时间宽放的内涵与标准:
私事宽放:是指除疲劳以外作业者在生理上的需要,如喝水、上厕所等。
设定此宽放时特别要注意的是要认真听取现场员工的意见,因为强制且主观的判断会造成广大员工的不满与反抗。解决造成疲劳的问题才是关键,确定标准时间只是现场改善的第一步,接下来需群策群力解决问题才是重点。
作业宽放主要是由于材料、零件、工具等生产相关物品造成的非周期性、不规则的准备或是清扫等类似的作业,一般在15分钟内完成。
管理宽放是企业管理制度所规定的管理时间。如交接班、日常工装、设备点检等。
特殊宽放,根据产品的工艺特点或生产计划周期的长短,不同的产品、不同的生产线根据具体情况可以设定特殊宽放,无特别原因不可以乱加特殊宽放。
设定宽放时间方法不只一种,最重要的原则是实事求是,尽量客观公正。
宽放时间=正常时间X(1+宽放率)
标准时间设定是在分析现场观测时间的基础上经过修正得到正常时间,然后考虑宽放因素,加上宽放时间后得到标准时间,其构成如下图:

标准时间构成
因为标准时间最重要的目的是用来评价改善及革新的成绩,如果现有作业方法未经过认真检讨的话,标准化就成了一个错误的方法,充其量是对一个较差的方法进行了标准化,并强制员工执行。因此标准时间设定时的注意事项:
1)作业内容及方法尚未标准化的产品及工序,没有制定标准时间的必要;
2)制定人必须有专业水平,如同法官是不可以随便都可做的一样;
3)制定态度要端正,认真负责;
4)有一套进行标准时间定期更新管理程序,以保证现场取得改善成绩及时变成标准并实现经济效益,评价改善绩效。
3 举例说明
装配车间一条生产线测得的净作业时间及宽放比率:

工步净操作时间( s )熟练系数努力系数生理宽放作业宽放管理宽放其它宽放1 6.2 +0.06 +0.00 0.1 +0.02 +0.01 +0.00
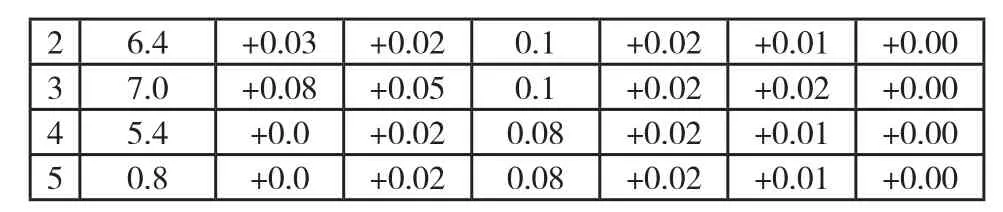
2 6.4 +0.03 +0.02 0.1 +0.02 +0.01 +0.00 3 7.0 +0.08 +0.05 0.1 +0.02 +0.02 +0.00 4 5.4 +0.0 +0.02 0.08 +0.02 +0.01 +0.00 5 0.8 +0.0 +0.02 0.08 +0.02 +0.01 +0.00
各工步标准时间:
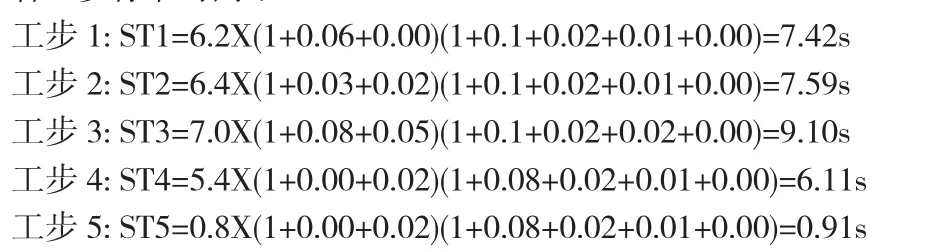
工步1、2、3各由1人完成,合并工步4及工步5由1人完成。
通过分析发现工步3时间最长,为整条生产线的瓶颈。所以这条生产线的cycle time为9.1s,每小时的产量为:3600/9.1=395 pcs。
由于瓶颈时间决定了整条生产线的生产速度,为了提高我们整条生产线的效率,我们必须尽可能的对工步3进行改善,把工步3的标准时间降下来,经过观察,工步3是由操作员操作手动压机并通过工装将外壳的两半合上,每次只能压一片,而且工装在设计的时候考虑到与其它产品的通用性(其它产品的壳体的高度约为此壳体的3倍),由此造成了在做此产品的时候非常的不合适,在将壳体装入及拿出工装的时候花费的时间较长(0.9s)。考虑到此产品的年产量有必要做一专用工装来生产此产品,通过与工装设计人员沟通后设计制作了一专用工装后且一次性可以压10pcs,此道工序每pcs的净操作时间降至5.0s,改善后的标准时间为:5.0X(1+0.08+0.05)+(1+0.1+0.02+0.02+0.00)=6.50s;
现在此工步已由瓶颈变为非瓶颈,而工步2变为瓶颈,这条生产线的cycle time为7.59s,每小时的产量为:3600/7.59=474pcs.
改善后每班次(按8h)的产量可提高:(474-395)*8=632 pcs,并将新的标准录入我们的系统,产生新的标准时间,我们的生产计划员可由此安排新的生产计划,生产管理可以按此制定新的人员需求及设备工装需求,并且据此考核人员效率。
4 结论
本文介绍了工业工程的基本含义及其作用,重点介绍了工业工程手法之一的标准时间构成与设定。概括起来:
工业工程(IE——Industrial Engineering)是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善的一门学科。它综合运用数学、物理学和社会科学方面的专门知识和技术以及工程分析和设计的方法,对该系统所取得的成果进行确定、预测和评价。
标准时间是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度符合质量要求的工作所需的作业时间。IE的全部方法与手段都是为了保证所制定的标准时间公平合理,因为它是衡量效率的基准,同时也是进行科学的效率管理的基础,并最终被应用到销售、设计、制造、采购、成本管理等相关领域。确定现行方法及标准时间只是现场改善革新的第一步,接下来需群策群力解决问题才是重点。
[1]姚小风.生产现场精细化管理全案[M].人民邮电出版社,2009-06-01.
[2]向亚云.如何做好现代班组文化建设与管理工作[M].中国言实出版社,2011-03-01.
[3]涂高发.生产现场管控[M].广东经济出版社,2010-06-01.
[4]孙永波.生产与运作管理[M].科学出版社,2005-08-01.
