斜截面屋面网架工程拼装施工技术
2011-08-21陈琳
陈 琳
0 引言
山西省长治市新闻大楼工程位于太行西街208国道南侧,地处城区边缘地带,是市2010年度重点形象工程。
本工程屋面网架设计荷载大,是主要承重、封闭、安全构件,裙楼屋面网架依建筑物倾斜成坡,其制安过程中的不可预见因素多。
1 工程概况
整个工程由两座主楼和裙楼组成。裙楼屋面网架依建筑物倾斜11.076°坡,共分四个部分,网架形式为正放四角锥焊接空心球节点网架,单坡,网架自身找坡。
其中,门厅、会议室屋面为不规则形状,四个网架均为重型网架。
2 工程难点分析及对策
结合工程特点,本着节约成本、控制工期、保证质量的原则,制定针对性的可操作工艺文件,落实拼装、焊接实施过程,对网架结构质量从源头进行控制。
1)斜截面屋面网架拼装难度很大,只有通过计算机分析,现场高空搭设平台,确定合理的组装顺序,严格控制各项尺寸,保证结构整体拼装精度;
2)钢网架由于其自身要求,对拼装、焊接技术指标要求极为严格,过程中配备专业机具、材料,保证结构的施工质量;
3)网架放样、组装前,计算加工、焊接预留量,满足加工过程中的变形需求。
3 工艺流程
工艺流程见图1。
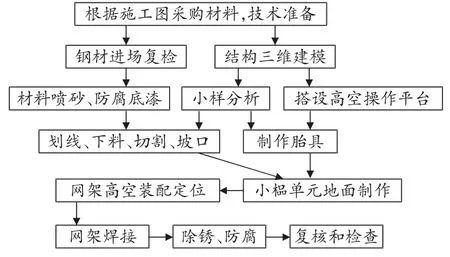
图1 工艺流程
4 操作要点
4.1 生产前技术准备
1)领取图纸及相关资料,仔细消化图纸技术要求,做出针对性的网架施工技术方案;
2)生产前准备过程中,做到读图准确,技术要求理解清晰,生产操作符合标准要求。
4.2 材料进场
1)依据图纸做出工程详细的备料计划,落实厂家进行采购。材料进场后,严格按规范进行理化复试;
2)球、管等钢材进场后,对其进行质量检验(外观尺寸、品种、规格等),并要取相应的试件进行物理性能试验;
3)在网架焊接前,按规范要求,制作球管焊接试件1件~2件进行试验,合格后方可施焊;
4)对于钢管应校验管壁厚度,满足规范要求,锈蚀程度大于0.1 mm,不得使用。
4.3 网架杆件分析
1)根据图纸,对网架利用计算机做出分析表及小样分析图,详化图纸,明确加工制作精度要求。
2)技术人员在正式下料前,对分析出的杆件进行计算,力求准确无误,允许偏差±0.5 mm。
计算公式:

其中,L为球心距;Ls为下料长度;D1,D2分别为两端钢球外径;d为钢管内径。
4.4 钢管下料
1)钢材下料前,技术人员须对所有尺寸进行复核和必要的调整,包括支座尺寸,必要时要放大样。
2)网架杆件采用车床下料,长度允许偏差为1 mm,各种杆件应尽量采用整长管制作,必要接长时,焊接需达到等强度,端面与管轴垂直。
3)钢管应机加工成坡口,以保证其焊缝要求。在杆件长度不够时,受压杆件可以接管,但必须加衬管。
4)根据网架分析图表,施工班组进行下料加工。操作时,结合材料特点预留加工余量,一般控制在10 mm~20 mm,保证装配完成后的整体尺寸要求。
5)下料后应在各杆件上编号并注明规格,钢球、杆件及各种零件应分类分规格堆放,做好标识。
4.5 网架胎具制作
1)网架开始制作前,安排技术人员根据图纸技术要求,放设1∶1制作胎具,并随不同部位尺寸的变化而调整;
2)结合钢网架在加工制作过程中易发生扭曲、变形的情况,现场制作异型卡具,合理布置、分配它的具体位置,确保构件质量。
4.6 高空操作平台的搭设
1)网架制作的同时,在安装现场,搭设满足工程要求的操作平台。平台的基层处理、整体刚度、平整度等符合工程构件加工制作的需要;
2)为保证网架的斜度要求,由技术人员根据图纸要求,利用计算机软件做出高空拼装平台的搭设图纸,指导现场施工;
3)项目技术人员针对工程图纸到施工现场进行考察,确认方案中网架高空操作平台搭设的可行性与必要性;
4)安排专业人员根据方案技术、安全、质量的要求,施工现场搭设脚手架;
5)针对搭设过程中易发生变形,在现场设多点仪器进行监测,保证脚手架最终搭设质量及安全要求。
4.7 钢网架拼装
1)在完成对脚手架安全、质量等各项指标检测的基础上,根据网架网格要求,进行网架胎具的制作及开始网架的拼装。
2)网架制作要求先点焊,再进行尺寸校核,最后进行对焊、角焊。
3)拼装工作要求在螺旋调节器上先固定下弦“杠铃”,然后用仪器准确定位,下弦各杆件由中央向两边点焊完毕。
4)在制作网架“杠铃”“单锤”时,应尽量使球体在下,钢管在上而处于俯焊位置,在高空安装焊接时,尽可能采取立焊或斜立焊位置。
5)分片网架的总拼装焊接一般从中心开始,由四名焊工同时向四方辐射进行,以保证整体尺寸精度。
6)网架的杆件与节点连接时中心线应汇交于一点,焊接球应汇交于球心,应与设计图符合,其偏差值不得超过1 mm。
7)网架结构在专业胎具上制作,保证杆件和节点的精度和互换性。
4.8 钢网架焊接
1)所有参与本工程的电焊工均应有焊工等级证书方可上岗操作,并在焊接完成后,在施焊的相应部位打置钢印号,以保证质量的可追溯性。
2)在网架施工图中未注明的焊缝焊角尺寸均取较薄焊件厚度的1.5倍(当 t<5 mm 时)或1.2倍(t>5 mm 时),焊缝长度为满焊。
3)焊接工作应尽量在地面低空制作,以减少高空作业量。
4)合理的焊接顺序是防止焊接变形,影响拼装精度,并减少焊接收缩应力的关键。除按照对称施焊的原则外,还应先焊下弦杆,后焊上弦杆。待一圈上下弦都焊完后,再焊另一圈。
5)对于网架的分片拼装以及高空滑移整拼,应由中心开始向两边焊接或逐圈推进。
6)网架中所有管球节点焊缝均应焊透,保证焊缝与钢管等强,并应严格按照GB 50205-2001钢结构工程施工及验收规范规定的二级质量检验标准的要求进行。
7)钢管端部作30°坡口,当钢管壁厚大于4 mm时,还应加设短衬管,所有钢管与球间焊缝均应焊透,以保证焊缝与钢管等强,其他焊缝按三级质量检验标准的要求。
8)所有焊接均应进行外观检查,并做好记录。
9)钢网架在焊接前及完成后,应对焊缝根据规范要求进行超声波无损检测试验,以保证焊口质量。
10)焊接开始前,仔细处理钢材表面待焊区域的铁锈、油污等,保证焊缝的干燥、清洁。
4.9 构件的除锈、防腐
1)钢结构防腐涂装是整个工程的重要组成部分,在开始操作前应做好各项准备工作,进行严格的技术交底。
2)根据图纸及工艺文件的要求,对构件进行喷砂除锈,除锈等级达到 Sa2.5。
3)涂装完成后,构件的标志、标记和编号应清晰完整。
4.10 复核和检查
1)网架拼装完成后,由专人按国家规范GB 50205-2001钢结构工程施工质量验收规范及相关技术标准,对构件进行复核和检查。
2)做好网架零件加工、组拼、焊接、热处理、矫正、喷砂除锈、刷漆、运输、堆放、安装就位等工序的检验、验收工作。
5 结语
长治市新闻大楼裙楼屋面网架工程整个历时约6个月,由于我们前期技术保证措施到位,工程质量、安全、进度的保证,得到业主的首肯。根据公司安排,将配合总包单位申报“鲁班奖”。
施工过程中,产品质量容易控制,焊缝在制作完成后,超声波无损检测一次合格率达95%,构件的各项技术指标符合规范要求,有效保证了工程质量。
[1]GB 50205-2001,钢结构工程施工质量验收规范[S].
[2]GB 50017-2003,钢结构设计规范[S].
[3]JGJ 81-2002,建筑钢结构焊接技术规程[S].
[4]中国钢结构协会.建筑钢结构施工手册[M].北京:中国计划出版社,2002.
[5]焊接手册[M].北京:机械工业出版社,2000.
[6]公司关于长治市新闻大楼裙楼屋面网架施工组织设计[Z].2009.
