谈钢筋连接的方式和质量控制
2011-08-21张志
张 志
钢筋工程是建筑工程主体分部工程中的重要分项工程,其中钢筋的连接直接影响着建筑结构的安全性和耐久性,下面简要探讨一下钢筋连接的方式和质量控制措施。
1 钢筋连接
钢筋连接有三种常用的连接方法:绑扎连接、焊接连接、机械连接(挤压连接和螺纹套管连接),见图1,图2。
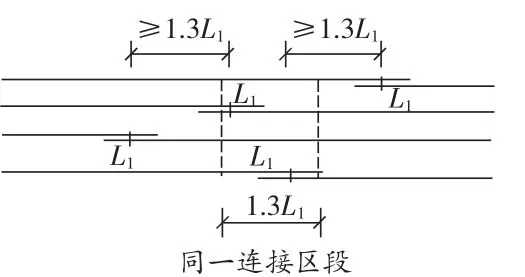
图1 同一连接区段内纵向受拉钢筋绑扎搭接接头
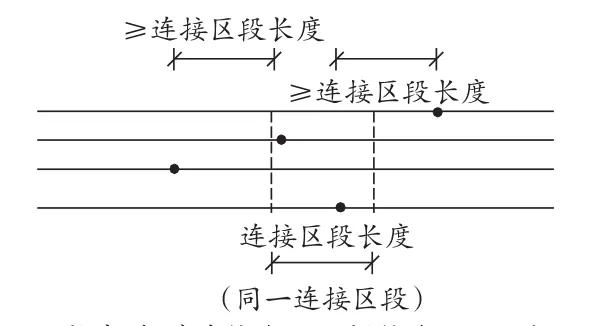
图2 同一连接区段内纵向受拉钢筋机械连接、焊接接头
2 绑扎连接
绑扎连接是钢筋连接的主要手段之一。钢筋绑扎时,钢筋交叉点用钢丝扎牢;板和墙的钢筋网,除外围两行钢筋的相交点全部扎牢外,中间部分交叉点可相隔交错扎牢,保证受力钢筋位置不产生偏移;梁和柱的箍筋应与受力钢筋垂直设置,弯钩叠合处应沿受力钢筋方向错开设置。受拉钢筋和受压钢筋接头的搭接长度及接头位置应符合施工及验收规范的规定。
3 焊接连接
除个别情况(如不准出现明火)应尽量采用焊接连接,以保证质量、提高效率和节约钢材。钢筋焊接分为压焊和熔焊两种形式,压焊包括闪光对焊、电阻点焊和气压焊,熔焊包括电弧焊和电渣压力焊。此外,钢筋与预埋件T形接头的焊接应采用埋弧压力焊,也可用电弧焊或穿孔塞焊,但焊接电流不宜大,以防烧伤钢筋。
钢筋的焊接质量与钢材的可焊性、焊接工艺有关。可焊性与含碳量、合金元素的数量有关,含碳、锰数量增加,则可焊性差;而含适量的钛可改善可焊性。焊接工艺(焊接参数与操作水平)亦影响焊接质量,即使可焊性差的钢材,若焊接工艺合宜,亦可获有良好的焊接质量。当环境温度低于-5℃时,即为钢筋低温焊接,此时应调整焊接工艺参数,使焊缝和热影响区缓慢冷却。风力超过4级时,应有挡风措施,环境温度低于-20℃时不得进行焊接。
3.1 闪光对焊
闪光对焊广泛用于钢筋纵向连接及预应力钢筋与螺丝端杆的焊接。热轧钢筋的焊接宜优先用闪光焊,不可能时才用电弧焊。
钢筋闪光对焊的原理是利用对焊机使两段钢筋接触,通过低电压的强电流,待钢筋加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。
钢筋闪光对焊工艺常用的有连续闪光焊、预热闪光焊和闪光—预热—闪光焊。对Ⅳ级钢筋有时在焊接后还进行通电热处理。
1)连续闪光焊。这种焊接的工艺过程是待钢筋夹紧在电极钳口上后,闭合电源,使两钢筋端面轻微接触。由于钢筋端部不平,开始只有一点或数点接触,接触面小而电流密度和接触电阻很大,接触点很快熔化并产生金属蒸汽飞溅,形成闪光现象。闪光一开始就徐徐移动钢筋,使形成连续闪光过程,同时接头也被加热。待接头烧平、闪去杂质和氧化膜、白热熔化时,随即施加轴向压力迅速进行顶锻,使两根钢筋焊牢。连续闪光焊宜于焊接直径25 mm以内的Ⅰ级~Ⅲ级钢筋,焊接直径较小的钢筋最适宜。
2)预热闪光焊。钢筋直径较大,端面比较平整时宜用预热闪光焊。与连续闪光焊不同之处,在于前者增加一个预热时间,先使大直径钢筋预热后再连续闪光烧化进行加压顶锻。
3)闪光—预热—闪光焊。端面不平整的大直径钢筋连接采用半自动或自动的150型对焊机焊接,大直径钢筋宜采用闪光—预热—闪光焊。这种焊接的工艺过程是进行连续闪光,使钢筋端部烧化平整;再使接头处作周期性闭合和断开,形成断续闪光使钢筋加热;接着再是连续闪光,最后进行加压顶锻。对于Ⅳ级钢筋,因碳、锰、硅含量较高和钛、钒的存在,对氧化、淬火、过热比较敏感,易产生氧化缺陷和脆性组织。为此,应掌握焊接温度,并使热量扩散区加长,以防接头局部过热造成腾断。Ⅳ级钢筋中可焊性差的高强钢筋,宜用强电流进行焊接,焊后再进行通电热处理。通电热处理的目的,是对焊接接头进行一次退火或高温回火处理,以消除热影响区产生的脆性组织,改善接头的塑性。
通电热处理的方法,是焊毕稍冷却后松开电极,将电极钳口调至最大距离,重新夹住钢筋,待接头冷至暗黑色(焊后约20 s~30 s),进行脉冲式通电热处理(频率约2次/s,通电5 s~7 s),待钢筋表面呈桔红色并有微小氧化斑点出现时即可。
3.2 电渣压力焊
1)电渣压力焊在建筑施工中多用于现浇钢筋混凝土结构构件内竖向或斜向(倾斜度在4∶1的范围内)钢筋的焊接接长,有自动与手工电渣压力焊。与电弧焊比较,它工效高、成本低,在一些高层建筑施工中已取得很好的效果。
进行电渣压力焊(所用的设备)夹具需灵巧、上下钳口同心,否则不能保证规程规定的上下钢筋的轴线应尽量一致,其最大偏移不得超过0.1d,同时也不得大于2 mm的要求。
焊接时,先将钢筋端部约120 mm范围内的铁锈除尽,将夹具夹牢在下部钢筋上,并将上部钢筋扶直夹牢于活动电极中,自动电渣压力焊还在上下钢筋间放引弧用的钢丝圈等。再装上药盒(直径90 mm~100 mm)和装满焊药,接通电路,用手柄使电弧引燃(引弧)。然后稳定一定时间,使之形成渣池并使钢筋熔化(稳弧),随着钢筋的熔化,用手柄使上部钢筋缓缓下送。当稳弧达到规定时间后,在断电同时用手柄进行加压顶锻(顶锻),以排除夹渣和气泡,形成接头。待冷却一定时间后,即拆除药盒、回收焊药、拆除夹具和清除焊渣。引弧、稳弧、顶锻三个过程连续进行。
电渣压力焊的工艺参数为焊接电流、渣池电压和通电时间,根据钢筋直径选择,钢筋直径不同时,根据较小直径的钢筋选择参数。电渣压力焊的接头,亦应按规程规定的方法检查外观质量和进行试件拉伸试验。
2)电渣压力焊容易出现的质量问题及防治办法。a.两根钢筋的接头轴线偏移太大。操作时应把钢筋端头磨平,对准后把卡具卡紧,再通电焊接。b.两根钢筋端头结合处没有完全熔合在一起。出现这种情况应调整好电流,增加通电时间,使钢筋端头和焊剂充分熔化。c.焊包不均匀。施焊时应把钢筋端头切齐,填装焊剂尽量均匀,熔化时让电流适当加大,时间适当延长,使钢筋充分熔化。d.夹渣,就是在焊接处有杂质。施焊时,根据钢筋直径的大小,选择适当的电流和通电时间,适当增加压力,使非金属物完全被挤出。在焊剂中加入一定比例的萤石,以增加熔渣的流动性。e.咬边,就是上边的钢筋端部没有焊到边。其原因可能是电流太大,熔化后上部的钢筋没有伸进熔渣池中,也可能是压力不够。如果是电流太大,应适当减小电流,等钢筋头充分熔化后上部钢筋迅速下降,即可解决。
3.3 电弧焊
钢筋的电弧焊接主要考虑搭接焊。1)单面焊焊缝长度不小于10d,双面焊焊缝长度不小于5d。2)搭接焊施工要求:钢筋应预弯,以保证两钢筋的轴线在同一轴线上。用两点固定,定位焊缝离搭接端部20 mm以上。引弧在搭接钢筋的一端开始,收弧在搭接钢筋端头上,弧坑填满。第一层焊缝有足够的熔深,主焊缝与定位焊缝,特别是在定位焊缝的始端与终端,保证熔合良好。
3.4 气压焊
气压焊接钢筋是利用乙炔—氧混合气体燃烧的高温火焰对已有初始压力的两根钢筋端面接合处加热,使钢筋端部产生塑性变形,并促使钢筋端面的金属原子互相扩散,当钢筋加热至约125℃~1 350℃时进行加压顶锻,使钢筋内的原子得以再结晶而焊接在一起。
钢筋加热前的初始压力约30 MPa~40 MPa,加压顶锻时的压应力约34 MPa~40 MPa。
4 钢筋机械连接
4.1 钢筋机械连接包括挤压连接和螺纹套管连接
钢筋挤压连接亦称钢筋套筒冷压连接,适用于竖向、横向及其他方向的较大直径变形钢筋的连接,与焊接相比,具有节省电能、不受钢筋可焊性好坏影响、不受气候影响、无明火、施工简便和接头可靠度高等特点。螺纹套管连接具有施工速度快、不受气候影响、质量稳定、易对中等特点,在我国应用广泛。螺纹套管连接又分锥螺纹连接和直螺纹连接两种。根据规范要求,当前锥螺纹连接基本不再使用,主要采用直螺纹连接。
4.2 钢筋机械连接制作质量控制
1)操作工人必须持证上岗。2)钢筋应先调直再下料。切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3)加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4)加工钢筋锥螺纹时,应采用水溶液切削润滑液。5)已检验合格的丝头应加以保护。6)连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。7)采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8)必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9)连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。
5 结语
在施工中,要根据设计图纸确定钢筋的连接方式,当设计无具体要求时,要根据实际情况选择经济合理的连接方式,并且熟悉各种连接方式的特点和工艺要求,才能确保钢筋连接质量的合格。
[1]史润涛.浅谈钢筋焊接应注意的问题[J].山西建筑,2010,36(10):145-146.
