易腐食品冷藏链节能减排新技术研究进展
2011-08-03齐含飞刘兴华
申 江 宋 烨 齐含飞 刘兴华
(1 天津商业大学 天津市制冷技术重点实验室 天津 300134;2 浙江省工程物探勘察院 杭州 310005)
食品冷藏是保证食品品质的重要手段,食品在运输、贮藏、零售分销过程中始终需要保持低温环境,所以在整个食品冷藏链过程中需要消耗大量能源。全球40%食品需要冷藏,其中15%的能源用于制冷。当前,资源与环境是整个社会都面临的最重要问题,食品冷链也必须走可持续发展道路[1]。
冷藏链是随着科学技术的进步、制冷技术的发展而建立起来,是以食品冷冻工艺学为基础,以制冷技术为手段,在低温条件下的物流现象,是一项系统性工程。因此,研究食品冷藏链节能要把所涉及的减少热负荷、使用高效低能耗的设备、制冷设备的合理运行管理以及不断研究新的节能环保型制冷技术和冷藏保鲜技术等问题集中起来考虑,协调处理以确保实现冷藏链的节能减排。
1 冷藏链潜在节能环节
全球11%的电力消耗用于食品冷藏链,然而由于数据统计有限,具体在冷藏链某一环节能源消耗比例并不详细。但在已做的工作中,已经确定了冷藏链过程中各环节潜在节能量的排名[2],见表1。
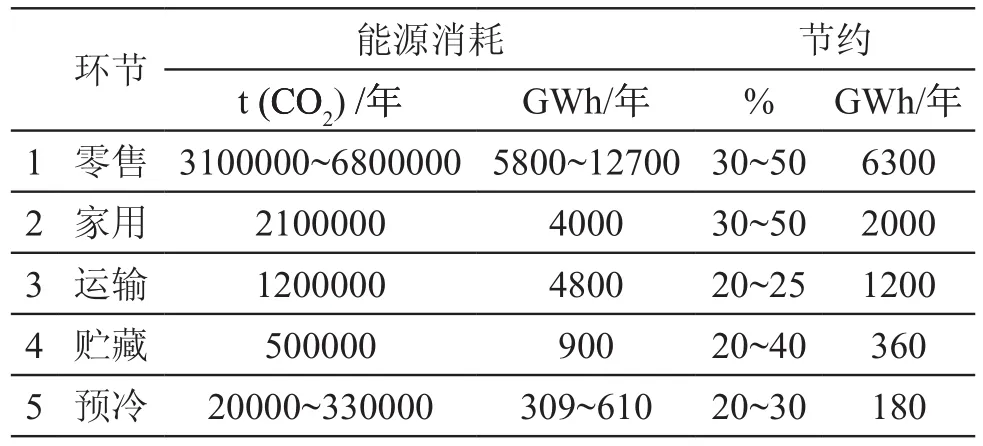
表1 冷链过程中潜在节能量排名Tab.1 Estimate of the food refrigeration processes ranked in terms of their potential for total energy saving
1.1 零售环节
超市冷藏展示柜是能源浪费最大也是最容易节约的环节,Mitchell[3]通过实验对比零售展柜安装光纤灯前后能源的消耗,从数据推算每年光照明部分就可节约11200kWh,进一步分析因照明每年制冷系统多浪费能源11800kWh,总体估计每年可节约能源23000kWh。
1.2 家用环节
家庭用户只需要更换目前能效比最好的冷柜,每年平均可节约能源1000GWh[4],能耗降低10%~53%不等。
1.3 运输环节
一项关于食品冷藏运输的调查(Tassou et al,2008)[5]结果表明冷藏运输制冷系统的COP较低,在0.5~1.75之间,且运输过程中40%的柴油消耗用于制冷系统,如果能提高冷藏运输中制冷系统的能效比,将大大的减少能源的消耗。
1.4 贮藏环节
食品在冷库中停留时间最长,所以对冷库系统进行优化可有效的减少能源损耗。在整个冷库系统中功耗最大的是压缩机,所以正确计算冷库负荷,合理选用压缩机是减少冷库能耗的最佳途径,其次对冷库结构进行优化,如库门进行优化改造,减少与外界换热量,照明控制合理[6]等。
2 自然制冷剂在食品冷链中的应用
自从第一个卤代烃制冷剂R21发明后的近70年, 世界面临着过去几十年来在制冷科技领域未曾经历过的最大挑战,这就是全球的环境问题。为了应对全球变暖引起的“制冷剂战争”的挑战,目前国外对于冷藏链工质的研究重点主要集中在自然工质方面,自然工质拥有不造成全球变暖的优势,但对于自然制冷剂应用于制冷系统综合的效应研究不够,基于此,欧洲提出了一种新的制冷工质评价体系,该评价体系是将制冷系统和制冷工质的整个性能与当地实际条件联系起来进行综合的评价,该体系的评价软件包含920个城市及地区的全年气候参数,可以保证使用者在选择制冷系统和工质时可根据当地实际的气候条件或者接近当地的气候条件选择。评价软件可以提供自然工质(二氧化碳、氨以及R290等)与现有制冷工质的比较,可以评价的系统也包含单级制冷系统和复叠式制冷系统,评价指标同时包括生命周期成本的评估和TEWI等。各地使用自然工质代替现有的制冷剂后节能情况效果明显,最高可达28%[7]。
3 冷藏链节能新技术
随着气候和能源问题的凸显,如何确保食品冷藏链的节能以及减少对环境的影响,相关专家学者在食品冷藏链技术方面做了大量尝试,取得了一些成果,介绍如下。
3.1 尾气驱动冷藏车制冷系统
冷藏车制冷系统的效率通常较低,但是柴油机排除的废气能量平均可达到21250kJ/L,如果能回收这部分热量采用吸收式制冷的方式,则可提高冷藏车制冷系统的效率。Koehler等人[8]设计制造了一套冷藏车用尾气驱动的氨-水吸收式制冷系统,系统原理图如图1所示。

图1汽车尾气驱动氨-水吸收式制冷系统原理图Fig.1 The diagram of ammonia - water absorption refrigeration system drived by car exhaust
在车内冷藏温度为-20~0℃,环境温度为20~30℃的条件下对系统进行测试,结果显示:进入系统发生器的废气温度为440~490℃,废气流量为360kg/h,制冷量为6~10kW,COP在0.23~0.3之间。设计者同样也指出系统的COP还有很大的提升空间,此外,尾气驱动冷藏车制冷系统与原有的制冷系统相比,节能情况与CO2排放量的情况如图2、3所示。
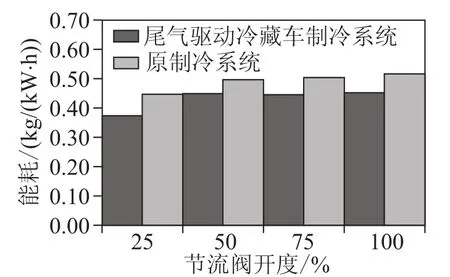
图2 尾气驱动制冷系统与常规制冷系统耗能比较Fig.2 Refrigeration system drived by exhaust compared with conventional refrigeration system in energy consumption
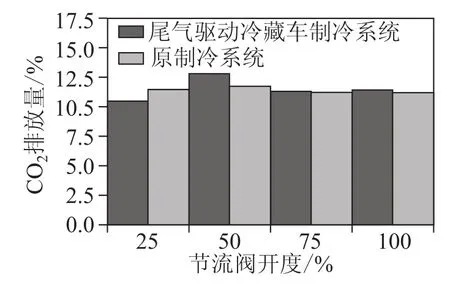
图3 尾气驱动制冷系统与常规制冷系统CO2排放量比较Fig.3 Refrigeration system drived by exhaust compared with conventional refrigeration system in CO2 emissions
3.2 冷热电三联产系统
三联产(Trigeneration Systems)系统多数用于有燃气涡轮机的大型工厂,美国、英国等少数发达国家已经应用于超市制冷系统当中。系统图如图4所示[9]。

图4 热冷电三联产系统原理图Fig.4 The diagram of trigeneration system
英国一家超市,售货面积为2800m2,采用常规的制冷系统及采暖系统,年最大消耗电能3495346 kWh,消耗燃气988136kWh。能源系统经过改造采用了冷热电三联产系统,改造后超市能源供应系统如图5所示。超市能源供应采用两种方案,方案1由CO2亚临界制冷系统与微型燃气轮机以及氨-水吸收式制冷系统组成的冷热电三联产系统,微型燃气机回收的热量驱动氨-水制冷系统,用于生产-10℃盐水,系统配有辅助的电制冷系统与电加热系统,当CO2制冷系统的制冷能力是不够时。辅助的制冷机组可以满足超市所需要的制冷量,当回收的热量不足时启动电锅炉辅助加热[10]。方案2由CO2亚临界制冷系统与微型燃气轮机以及溴化锂-水吸收式制冷系统组成的冷热电三联产系统,微型燃气机回收的热量用于驱动溴化锂-水吸收式制冷系统,用于生产6℃的盐水,系统配有辅助的电加热锅炉以备热回收系统的热量不足时,用于生产生活热水及加热溴化锂-水吸收式制冷系统所需要的热水[11]。
两种改造方案预计的节能情况与减少CO2排放情况见表2、3。

表2 两种方案耗能情况分析Tab.2 The analysis of two schemes energy-consumption
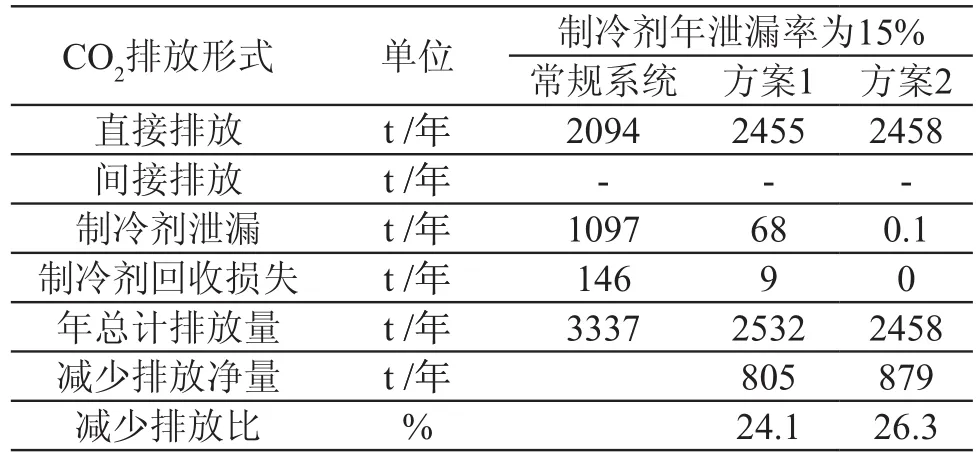
表3 三联产系统与传统系统的CO2排放情况比较Tab.3 Compare with trigeneration system and the traditional system in CO2 emissions
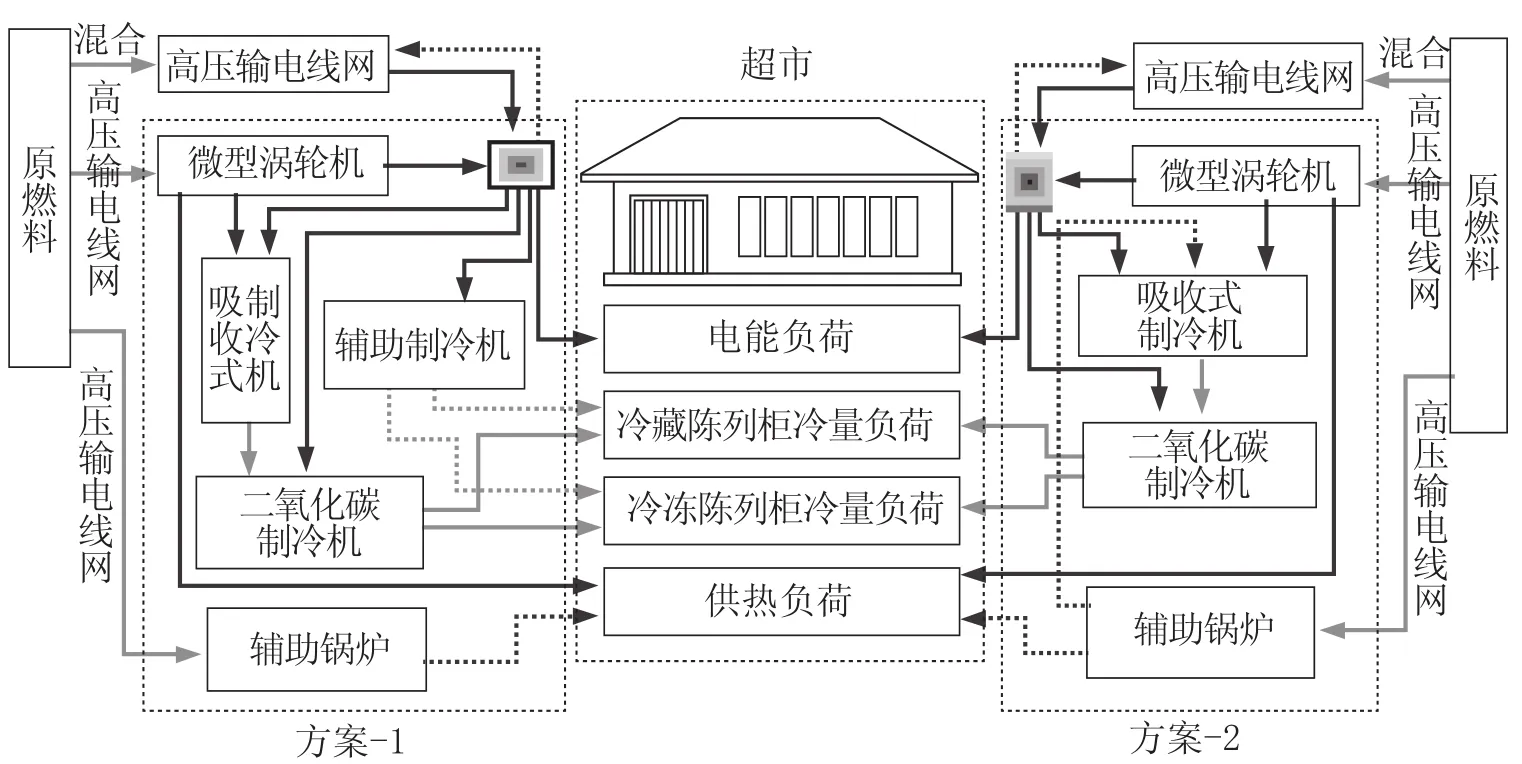
图5 超市能源系统流程图Fig.5 The diagram of energy system in supermarket
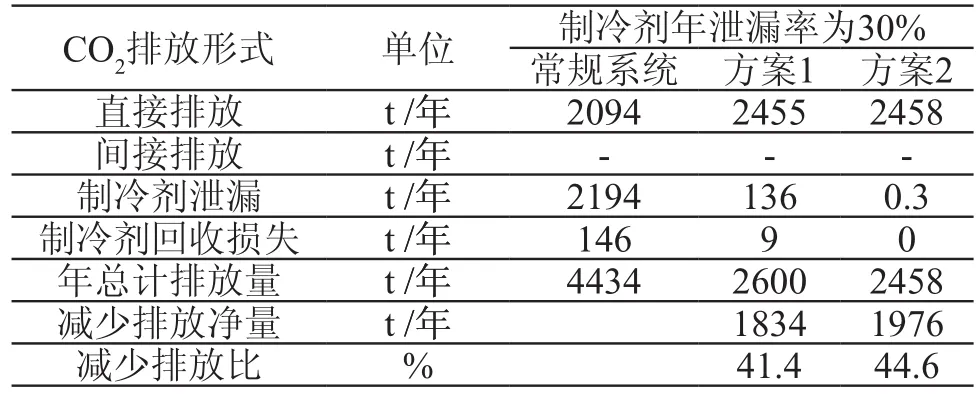
CO2排放形式 单位 制冷剂年泄漏率为30%常规系统 方案1 方案2直接排放 t //年 2094 2455 2458间接排放 t //年 - - -制冷剂泄漏 t //年 2194 136 0.3制冷剂回收损失 t //年 146 9 0年总计排放量 t //年 4434 2600 2458减少排放净量 t //年 1834 1976减少排放比 % 41.4 44.6
3.3 CO2 跨临界循环制冷技术
CO2作为一种天然制冷剂在制冷领域吸引了越来越多的关注,与常规制冷剂相比其ODP为0,其制冷循环系统简单,且跨临界CO2制冷循环系统能提供较高的排气温度,具有很高的热回收潜力,可以通过热回收装置驱动吸收、吸附式制冷机组[12]等。下图为超市用带回热装置CO2跨临界循环制冷系统[13],系统原理图如图6所示。
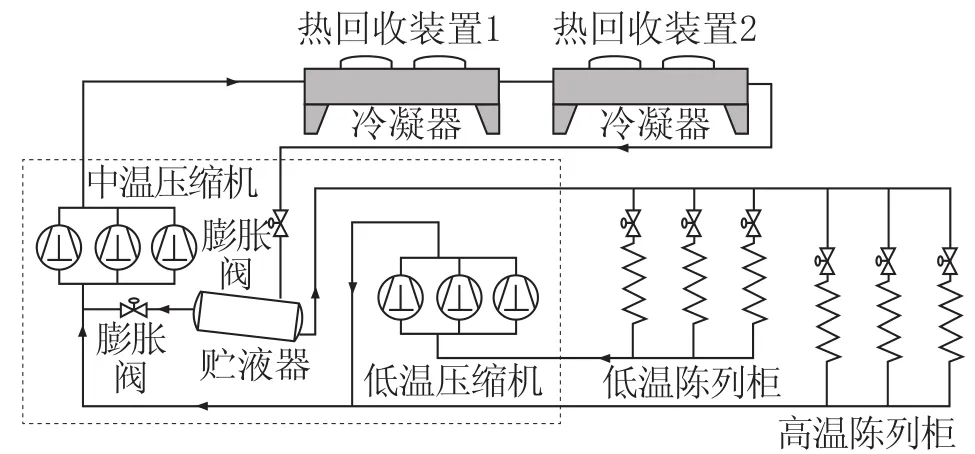
图6 具备热回收装置的CO2跨临界循环制冷系统原理图Fig.6 The diagram of CO2 transcritical cycle with regenerator
系统的热量通过两个换热器进行回收。夏季时,热回收的热量(Q1)可用于驱动吸收/吸附式制冷机组供应超市空调系统;冬季时,回收的热量(Q2)可直接供给超市采暖系统,其中一部分回收的热量(Q3)可用于超市热水供应,一部分热量(Q4)可在冬季时供应地板采暖系统。经过运行测试,热回收系统各部分回收的热量以及对应所节约的能量见表4所示。

表4 热回收系统各部分回收的热量以及对应所节约的能量Tab.4 The heat of recovery during every pant of the heat recovery system and the energy saved corresponding
3.4 热声制冷、热电制冷
热声制冷是通过声波和不可燃性惰性气体混合物(氦、氩、空气)或气体混合物在一个谐振器里振动来进行制冷。热声装置的主要组成部分有:封闭的空间、声源、多孔介质和两个热交换器。如图7所示,通过声源发出的声波引起气体共振,气体前后震荡时会沿着叠层方向产生温差,从而引起气体和叠层之间连续的传热过程[14]。
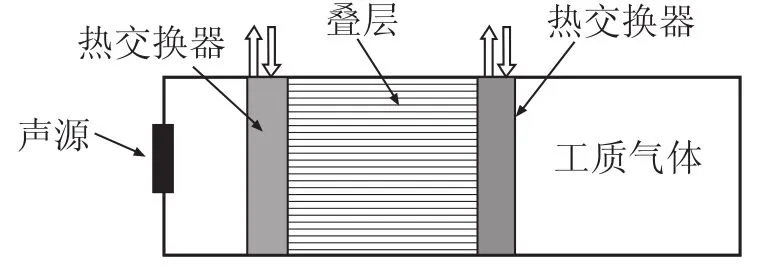
图7 热声制冷原理图Fig.7 The schematics of thermoacoustic refrigeration
目前Ben和Jerry's[15],已开发出热声制冷系统的冰激凌陈列柜,其制冷量为119W,温度-24.6℃,如图8所示,还有正在开发阶段的热声冰箱,温度范围可覆盖整个低温带。可应用于家庭和商用冰箱以及陈列柜,其优势在于完全摒弃了传统的制冷剂,减少对环境的破坏。
热电制冷原理为帕尔帖效应,当电流经过导电材料交界面时可以引起交界面的冷却或加热,以目前的技术制冷量范围从几毫瓦到数十千瓦[16],可以应用于冰箱、酒柜等小型冷藏装置,目前已开发出大容量热电冰箱(115L和250L),COP为1.2[17],发展的主要障碍是效率较低,但其对环境完全没有破坏,没有噪音和振动,结构简单,质量小,且控温精度高。若能找到比Bi2Te3更好的新型热电材料,提高COP,将大大减少目前小型冷藏设备HFCs的使用。
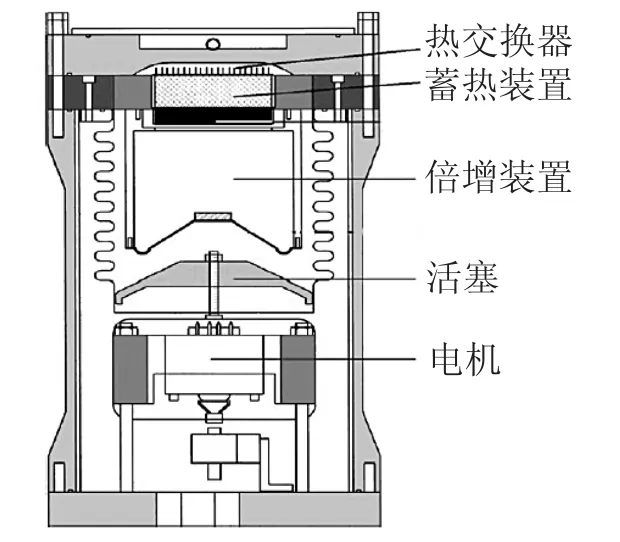
图8 行波热声制冷装置Fig.8 Travelling wave thermoacoustic device
3.5 冰温技术
冰温技术应用于食品贮藏领域主要分为生鲜食品冰温贮藏及加工品冰温贮藏。
1)生鲜食品冰温储藏
冰点调节贮藏:贮藏前将果蔬浸泡于维生素C溶液以及尿素溶液的冰点调节剂中,果蔬吸收冰点调节剂可达到降低冰点的目的,经过冰点调节剂处理的果蔬不仅增强了自身的低温适应性而且扩大了冰温贮藏带的范围[18-19];
冰膜贮藏:通常将冰温贮藏果蔬保存在0℃以下的冰温带范围内。过低的贮藏温度将危及一些低糖含量的果蔬贮藏品质,造成严重低温冷害及低温冻结。为将低糖含量果蔬安全贮藏于冰温环境中,技术人员成功地开发出冰膜贮藏技术[20],即通过在果蔬表面涂抹一层类似人工冰或人工雪的冰膜,来提高果蔬的耐寒性,避免果蔬低温冻害的发生。
2)加工品的冰温贮藏
冰点调节剂贮藏法同样适用于加工品的冰温贮藏,通过向加工品添加冰点调节剂,增大加工品自身的冰温带范围,有利于加工品冰温贮藏的实现。其中,冰点调节剂的浓度及种类会影响冰点调节的效果,环境温度也是影响因素之一。
4 结论
当前,我国节能减排形势十分严峻,2009年国际气候大会中国承诺,到2020年中国单位国内生产总值CO2排放比2005年下降40%~45%。面对艰巨的节能减排任务,食品冷藏链也是义不容辞。这里探讨了当前食品冷藏链中的耗能情况及节能措施,并在此基础上提出一些适合于冷藏链节能和发展的新技术,如冷藏车尾气回收制冷技术、冷热电三联产、CO2制冷技术、热声制冷技术等。希望对食品冷藏链技术、设备以及管理方面的提高有所帮助,使我国食品冷藏链技术以及设备方面进一步实现现代化与国际接轨,确保我国食品冷藏链事业能够实现科学发展,走可持续发展的道路。
[1]邱嘉昌,刘龙昌.食品冷藏链的节能[C]//第2届中国食品冷藏链新设备、新技术论坛文集, 2004:25-26.
[2]James S J ,James C.Improving energy efficiency within the food cold-chain[C]// The 23rd IIR International Congress of Refrigeration,885:2-3.
[3]Mitchell S.Fiber optic lighting in low temperature reachin refrigerated display cases[J]. Design&Engineering Services report, 2006.
[4]James SJ,Swain MJ,Brown T, et al. Improving the energy efficiency of food refrigeration operations[C]// Institute of Refrigeration, London Chamber of Commerce and Industry, London, 2009.
[5]Tassou SA, De-Lille G, Ge YT. Food transport refrigeration-Approaches to reduce energy consumption and environmental impacts of road transport[J]. Thermal Eng., 2008(8-9): 1467-1477.
[6]申江,李圆圆.冷藏库的节能途径[J].农产品加工, 2006,(4):59-61.(Shen Jiang,Li Yuanyuan. The research on the energy saving of cold storage[J]. Academic Periodical of Farm Products Processing,2006,(4):59-61.)
[7]A C Pachai, M A Jones.Using natural refrigerants in the cold chain[C].1st IIR International Cold Chain Conference,Cambridge UK,2010.
[8]J Koehler,W J Tegethoff, et al. Absorption refrigeration system for mobile applications utilizing exhaust gases[J].Heat and Mass Transfer, 1996,(5):333-340.
[9]S A Tassou, J S Lewis, et al. A review of emerging technologies for food refrigeration applications[J].Applied Thermal Engineering,2010(30):263-276.
[10]S A Tassou, I Chaer, N Sugiartha, et al. Application of trigeneration systems to the food retail industry[C]//Energy Conversion and Management, 2007: 2988-2995.
[11]I Sumir,S A Tassou,A Hadawey,et al.Integration of CO2refrigeration and trigeneration systems for supermarket applications[C]//1st IIR International Cold Chain Conference,Cambridge UK, 2010.
[12]O Finckh,R Schrey,M Wozny.Energy and efficiency comparison between standardized hfc and CO2transcritical systems for supermarket applications[C]//The 23rd IIR International Congress of Refrigeration, 357:2.
[13]I Colombo, L Jordan, G Maidment, et al. A R744 transcritical system with heat recovery for a supermarket[C]// 1st IIR International Cold Chain Conference,Cambridge UK, 2010.
[14]D L Gardner,G W Swift.A cascade thermoacoustic engine[J]. Journal of the Acoustical Society of America,2003:1905-1919.
[15]Ben and Jerry's [EB/OL].http://www.acs.psu.edu/thermoacoustics/refrigeration/ benandjerrys.htm.
[16]J G Stockholm.Current state of Peltier cooling[C]//Proceedings of 16th International Conference on Thermoelectrics, 1997: 37-46.
[17]G Min, D M Rowe.Experimental evaluation of prototype thermoelectric domestic-refrigerators[J].Applied Energy,2006:133-152.
[18]山根昭美,松本通夫,山下昭道,等.鸟取县食品加工研究所研究报告[J]. 1984(21):13.(Akira Yamane, Michio Matsumoto, et al. The research of Tottori food processing[J]. 1984(21):13.)
[19]Akira Yamane.フドパッケジ[J]. 1983, 27(5):81.
[20]日本冰温研究所.冰温[P].1991.(Japan Institute of ice temperature,ice temperature,1991.)