分级分段金手指精度控制方法
2011-08-01吕红刚宋江珂
吕红刚 宋江珂 张 建
(东莞生益电子有限公司,广东 东莞 523039)
1 前言
分级分段金手指在设计上突破原始金手指的设计理念,将金手指设计为长短不一或分段的结构,这样在信号传输过程中形成有效的时间差,便于高频信号的传输,而且可以实现带电热拔插技术,对后续的升级维护有非常大的便利。另外此技术还大大促进了基站控制设备标准化和功能模块化,实现一种控制板可以在不同产品上运用,大大降低了成本。分级分段金手指是由国外提出的一项新兴技术,该技术具有产品集成度高(连接器密度高)、占用空间小(1U尺寸)、升级与维护简便(直接插拔)等优势。国内顶尖通讯设备商在考察了该技术的优势以后将其直接运用在CDMA基站的控制设备上面,并已经成功将此技术推广到TD、WCDMA、CDM2000等3G系统上。随着3G网络的不断推广,分级分段金手指也必将有着更加广阔的前景。我司采用获得专利授权的选择性感光湿膜(后简称选择湿膜)法制作分级金手指,其产品质量控制能力是开拓该类市场的重要依靠。
2 分级分段金手指定义与要求
2.1 分级分段金手指定义
分级金手指:使用选择湿膜工艺及匹配流程实现单元内同时制作出不同长度金手指的工艺(图1)。
分段金手指:使用选择湿膜工艺及匹配流程实现同一根金手指中间按客户要求任意长度分隔的工艺(图2)。

图1
图2
2.2 分级分段金手指尺寸要求
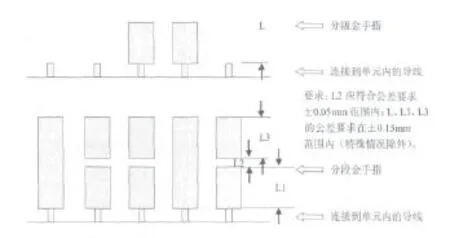
图3
3 选择湿膜法尺寸影响因素分析
3.1 选择湿膜方法制作分级分段金手指原理
在镀金手指前,采用感光湿膜,在金手指位置曝光产生图形,镀金后再完成蚀刻退膜,形成无导线的分级分段金手指,示意图如图4。
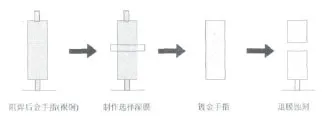
图4
3.2 选择湿膜制作影响尺寸因素分析
选择湿膜法制作分级分段金手指,选择湿膜采用图形转移的方式进行生产,图5用鱼骨图分析影响选择湿膜尺寸的因素:
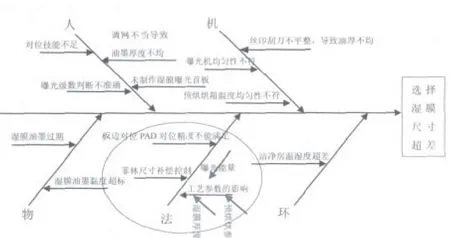
图5
通过鱼骨图分析,我们发现影响选择湿膜尺寸超差的因素很多,人员、机器设备、物料、方法法和环境都有影响。其中,通过对人员进行培训,设备进行调试维护,物料进行检验,环境进行监控,能够有效的降低甚至消除人、机、物、环的影响。下面重点从方法面上对影响选择湿膜尺寸的因素进行分析,包括不同工艺参数、菲林尺寸补偿控制及对位精度的设定。
3.3 工艺参数的变化对湿膜尺寸的影响分析
影响选择湿膜尺寸主要有选择湿膜厚度、预烘参数、曝光能量三个方面因素影响。
3.3.1 选择湿膜厚度的影响
采用丝网印刷,研究不同厚度情况下,曝光级数与厚度、湿膜宽度与厚度的影响,结果如图6:
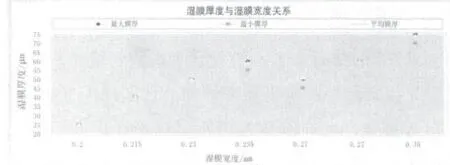
图6 湿膜宽度与湿膜厚度关系
从图6来看,随着湿膜厚度的增加,湿膜的宽度增加明显。湿膜厚度由25 μm增加至75 μm,湿膜宽度由0.200 mm增加至0.35 mm。分析原因,是由于湿膜是向外渗油,厚度越大,渗油就越明显。根据此数据,设定湿膜厚度40 μm ~ 45 μm,便于后续精度控制。
3.3.2 预烘参数的影响
丝印参数固定不变,控制湿膜厚度在40 μm ~45 μm范围内,选用不同参数烘板,分析湿膜宽度分布,结果如图7。
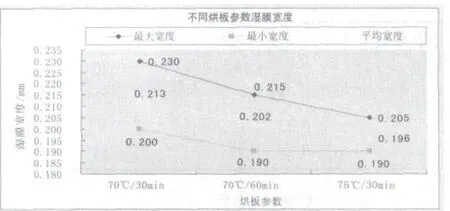
图7 不同烘板参数湿膜宽度
从图7分析,增加烘板时间或升高烘板温度,湿膜宽度均有下降趋势,且公差会随之减小。但提高烘板条件会增加退膜难度、增加菲林补偿,而且在70 ℃ /30 min条件下仍可保证0.03 mm极差,因此不宜将烘板参数调高。此处选择70 ℃/30 min烘板条件。
3.3.3 曝光能量的影响
控制湿膜厚度在40 μm ~ 45 μm,预烘参数70 ℃/30 min,试验选用不同曝光能量,同时记录曝光尺,结果见图8。
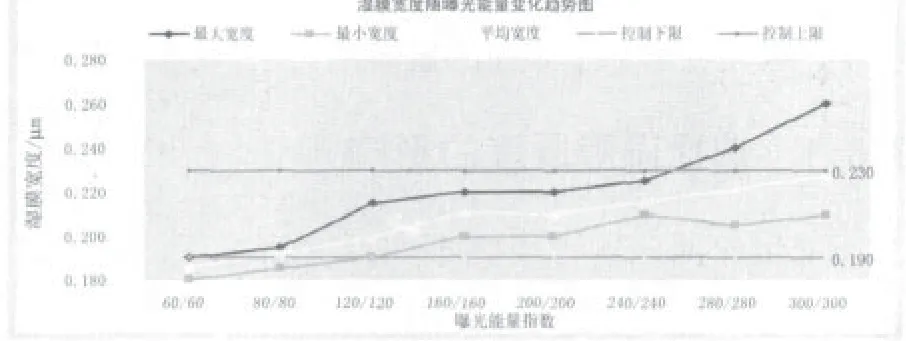
图8 湿膜宽度随曝光能量变化趋势图
从图8的结果来看,随着曝光指数的增加,曝光尺曝光级数和湿膜宽度相应增加。选取160~200的曝光指数最佳,此时湿膜宽度不会过小、区间内变化不明显、且公差可控。
3.3.4 综合结果
丝网印刷,湿膜厚度控制40 μm ~ 45 μm,70 ℃/30 min烘板,曝光指数160~200,为选择湿膜制作最优条件。
3.4 分段金手指湿膜菲林尺寸补偿设计分析
3.4.1 菲林尺寸、湿膜后宽度与成品间距(L2)对应关系分析
以菲林尺寸0.20 mm设计值进行设计,按前述优选参数进行制作,测量湿膜制作后和成品间距(L2)数据,结果如表1。
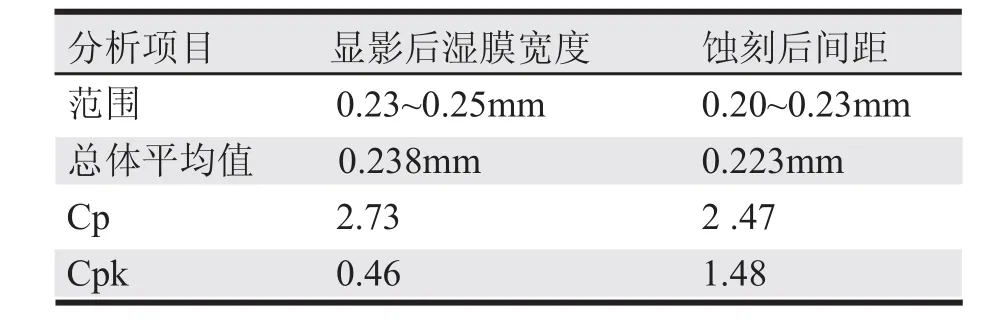
表1
3.4.2 对菲林进行补偿
根据以上数据,将菲林设计补偿设为-0.023 mm,再次制作测量精度结果,蚀刻Ⅱ后分段间距范围控制在0.19 mm ~ 0.22 mm,Cpk值为2.1,较菲林未补偿时进一步提升。
3.5 提升选择湿膜对位精度
3.5.1 增加对位焊盘和检查焊盘
由于L1精度主要受选择湿膜位置与图形对位精度影响,为了提高手动对位精度,在每个单元对角增加对位焊盘与检查焊盘,对位焊盘用于对位员工观察,检查焊盘用于选择湿膜显影后员工检查对位情况。根据设计公差±0.15 mm要求,此处对位精度设置0.05 mm即可。
按前述控制条件增加对位焊盘和检查焊盘,制作结果,长度能力Cpk 3.32,能力足够,方法有效。
4 工艺规范与控制计划建立与效果评价
在确定以上关键过程控制点后,建立了工艺规范与控制计划,主要包括:
(1)选择性感光湿膜物料控制;
(2)丝印参数与湿膜厚度控制;
(3)预烘参数控制;
(4)对位图形设计与对位方法;
(5)曝光参数控制;
(6)显影参数控制;
(7)显影后镀金手指前湿膜尺寸标准与抽检;
(8)成品抽检。
按以上规范进行批量生产后,持续收集数据,分级分段金手指尺寸L1精度能力可达到1.60,L2精度能力可达到2.20。
在建立规范后,极大的改变了原制造过程控制不稳定问题,过程重复性高,制作窗口宽,过程中可及时发现异常并及时纠正。产品合格率大幅提高,提高了生产效率和产品质量稳定性,为开拓该类产品市场,打下了坚实的基础。
[1]林金堵, 龚永林.信息产业部电子行业职业技能鉴定指导中心[M].现代印制电路基础, 印制电路行业协会, 2001,2.
