环保型微乳化磨削液的研制及应用
2011-07-30王灿辉侯万果田前进王中原曹孝陈
王灿辉,侯万果,田前进,王中原,曹孝陈
(1.洛阳轴研科技股份有限公司 化工材料开发部,河南 洛阳 471039;2.常熟长城轴承有限公司,江苏 常熟 215500)
金属磨削液是轴承零件磨削加工使用的重要附料,选用合适的磨削液可以起到良好的润滑、冷却、清洗和防锈作用,从而提高磨具的使用寿命,保证轴承零件加工精度和表面质量,提高加工效率,达到最佳经济效果[1-2]。然而普通乳化油类磨削液在使用时除可能危害操作人员的身体健康外,还会造成生态环境污染[3]。因此,在保证磨削液使用性能的基础上,研发对人体无害,处理后不污染环境的环保型微乳化磨削液就成为实现轴承绿色制造的一个重要内容。
1 微乳化液机理
微乳化液含油量一般为5%~30%,远小于乳化油的含油量,是介于乳化油和合成磨削液之间的中间产品[4],实际上仍然属于乳化液,是水包油的乳化液(O/W)。从稀释液的外观和液滴直径上可以较为直观地区别出其与普通乳化液的差异(表1)。

表1 微乳化液和普通乳化液的稀释液区别
从表1可以看出,一般分散相液滴直径在0.1 μm以下的分散相体系即称微乳化液,外观呈半透明或透明状。
由于表面活性剂的增溶作用,使油/水的界面张力降至零左右,短期内甚至为负值。为了维持热力学的稳定,只有液滴分散得更小,总界面面积才能更大。因此,微乳化液能自发形成,且比普通乳化液更稳定,这也是微乳化液使用寿命较普通乳化液长的原因之一。
2 环保型配方的设计及选择
为满足磨削液的基本性能要求,同时使磨削液的制造工艺简单,性能稳定,原料来源丰富,需对配方组分进行合理选择。
2.1 基础油的选择
基础油主要起润滑作用,同时也是油溶性添加剂和表面活性剂的载体。虽然微乳化磨削液中基础油的含量远远低于乳化油中基础油的含量,但它直接影响产品的外观及乳化稳定分散等性能。在基础油的选择方面,可考虑选择矿物油,但必须了解各自的特点,例如:芳烃油易于产生腐蚀,刺激皮肤;环烷基油溶解性能优良,但价格较高,国内的资源也相对较少;石蜡基油黏温性能好,来源广泛,相对容易买到。考虑微乳化磨削液中需要加入大量的乳化剂和防锈剂等,一定程度上势必增加磨削液的黏度,因此综合考虑确定选用黏度较低的石蜡作为本例的基油。同时,为了保证运输和储存的安全,微乳化磨削液的闪点不宜太低,试验所用的石蜡基油技术指标见表2,其红外光谱如图1所示。

表2 石蜡基油技术指标
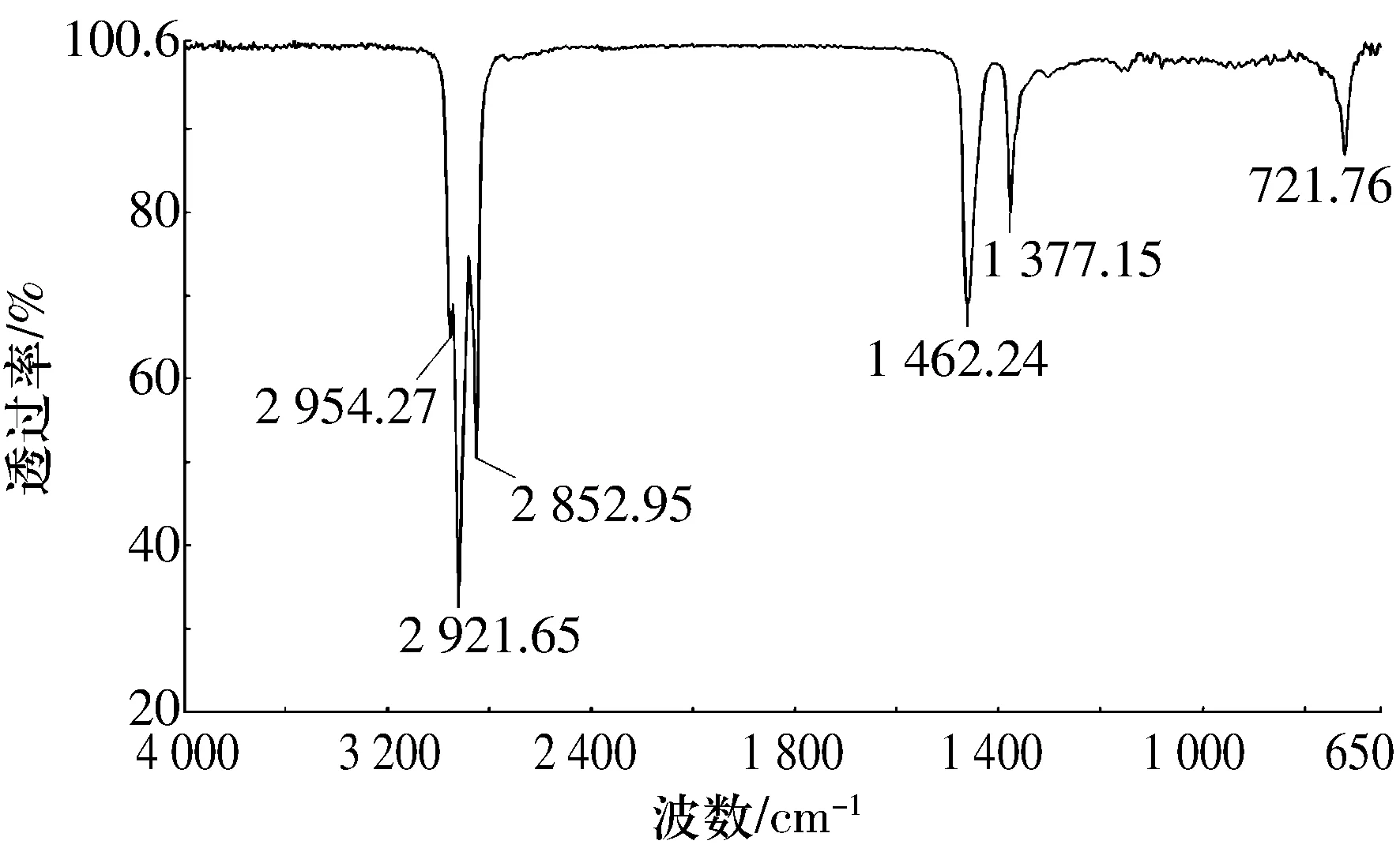
图1 石蜡基油的红外光谱
2.2 防锈剂的选择
常用的水溶性防锈剂有无机盐和有机盐两类。无机盐主要有亚硝酸盐、磷酸盐、硅酸盐、硼酸盐和钼酸盐等,其中亚硝酸盐、磷酸盐因其毒性而受到限制;硅酸盐容易凝胶;硼酸盐溶解度极小;钼酸盐价格昂贵,而且大量的无机盐还会形成盐析。因此,无机盐只能作为辅助添加剂。常用的有机防锈剂为羧酸盐或有机胺。一元羧酸防锈能力差;二元羧酸防锈性虽好,但通常为短链分子,润滑性差,且非饱和的羧酸盐在水中性能不稳定。有机胺类为黑色金属有效的缓蚀剂,但因有臭味而影响了其使用的广泛性[5-6]。作为水溶性的防锈剂,分子中不但要有起防锈作用的极性基团,而且要求分子具有一定的水溶性,疏水链越长的有机分子缓蚀效果越好,但随着烷基链的增长,其在水中的溶解度却减小。为了增加有机胺的水溶性,常用的方法是将有机胺与适当的有机酸反应生成有机酸的胺盐,其在水中的溶解度要大得多,并且具有很好的缓蚀性能。试验选用链长合适的有机羧酸与有机胺反应而得到的低毒、水溶性好、pH值缓冲性能佳和防锈优异的化合物作为防锈剂。
2.3 乳化剂的选择
由于微乳化磨削液中含有较多的乳化剂,使其渗透和清洗能力大大增强。乳化剂是由多种表面活性剂构成,而表面活性剂具有在界面上分离的特性,因此乳化剂在微乳化磨削液中除降低表面张力外,更重要是可保持油滴的表面尽可能地稳定。在O/W型微乳化磨削液中,即使碰撞也不会引起液滴的增大。使用表面活性剂时还要考虑毒性,其毒性用半致死量表示,阴离子表面活性剂约为1~3 g/kg,个别可达到4~6 g/kg;阳离子表面活性剂约为0.2~2.0 g/kg,其毒性要比阴离子大得多;而非离子表面活性剂则为10~50 g/kg,毒性最小。本试验选用由阴离子表面活性剂、非离子表面活性剂、醚类和高级磺酸盐等配合而成的复合表面活性剂作为乳化剂。
2.4 杀菌剂的选择
微乳化液本身具有微生物和菌类滋生繁衍的条件,容易腐败变质。杀菌剂的作用在于抑制细菌和毒菌的滋生,杀灭液体中已存在的细菌,延长磨削液的使用寿命。出于环保的要求,许多国家都在限制使用有毒的防腐杀菌剂。本试验选用主要成分为三嗪类化合物的杀菌剂,是一种性能卓越的水基、低毒性广谱杀菌剂,具有对金属无腐蚀性和对皮肤无刺激的优点。
2.5 稳定剂的选择
微乳化液的平衡性涉及储存和使用两个方面,使用前以高浓度浓缩状态存在,其中各组分之间会发生所谓的时效化学变化并产生缓慢析出或沉淀现象,使用中机油泄漏或混入金属屑,都将影响其性能。本试验选用一种含有长链醇和醚类、具有氧化稳定性好、凝固点低及溶油性佳的物质作为稳定剂。
2.6 消泡剂的选择
泡沫在轴承零件加工过程中有很大的破坏性,不仅妨碍液面观察,使磨削液流动性复杂化,还降低润滑和冷却效果。本试验选用有聚醚改性硅油组分的复合型消泡剂,其适用性强,用量少,能提高产品质量。
2.7 复合配方的确定
通过一系列配方调配和性能测试研究,最终确定了微乳化磨削液的配方,其基本组成见表3。

表3 微乳化磨削液的组成(浓缩液)
3 性能检测
3.1 腐蚀性试验
将铸铁片、紫铜和铝合金试片(试片的制备依据SY 2755—76S《防锈油脂防锈实验片的制备方法》)全浸于5%磨削液中,加盖玻璃罩,移置到(55±2) ℃的恒温器内,连续试验到规定时间后,取出试片进行观察。
3.2 叠片防锈性试验
将准备好的试片平放在干燥隔板上(不要堵孔),试片的磨光面朝上,用滴液管吸取试液,涂抹在试片上;然后,再用另一块试片的磨光面重叠其上,合上干燥器盖,置于(35 ±2)℃的恒温箱中,8 h后打开试片,用脱脂棉蘸取无水乙醇擦除试液,立即观察。
3.3 单片防锈性试验
用吸液管吸取试液,按梅花格式滴5滴在试片磨光面上,每滴直径约为4~5 mm。然后将试片置于干燥器隔板上(注意不要堵孔),加盖容积为100~150 mL的玻璃罩,然后合上干燥器盖,置于(35 ±2) ℃的恒温箱中,连续试验24 h取出进行观察。
表4是研制的微乳化磨削液的各项性能指标。从表中可以看出,研制的微乳化磨削液各项指标达到了GB/T 6144—1995的要求。

表4 产品性能技术指标
4 应用效果
该微乳化液已经在一些轴承企业得到了应用,取得了很好的效果。在实际的磨削过程中体现了良好的润滑、清洗、冷却和防锈性能,有效改善了工件加工表面的粗糙度,降低了损耗,并具有较长的使用寿命。表5是轴承磨加工使用不同类型磨削液的性能对比。

表5 微乳化磨削液与乳化油、合成磨削液的性能对比
5 结束语
研制的微乳化磨削液是棕红色均匀透明液体,具有良好的润滑性、防锈性、冷却性和清洗性,各项指标均达到国家标准要求。该微乳化磨削液使用寿命长,能满足轴承零件磨削加工的需要;不含对人体有害的物质,有良好的环保性。
