人造板吸水厚度膨胀率测定方法与影响因素研究
2011-07-30谈立山
谈立山
(浙江省安吉县质量技术监督检测中心,浙江 安吉 313300)
吸水厚度膨胀率是人造板重要的质量指标,它直观地反映了人造板产品的耐水性能和尺寸稳定性。浸渍纸层压木质地板由于其具有耐用、环保等性能而被广大消费者所接受。但由于人造板的吸水特性,在日常的工作中也经常遇到浸渍纸层压木质地板受潮膨胀的问题。因而,如何准确地测试浸渍纸层压木质地板的吸水厚度膨胀率,是评价其产品质量的重要内容。
GB/T18102-2007《浸渍纸层压木质地板》的吸水厚度膨胀率测试,采用150 mm×50 mm的试件,在(20±1)℃的水中浸24 h±15 min,且在30 min内完成对试件边缘3个点的测量;GB/T17657-1999《人造板及饰面人造板理化性能试验方法》则应用50 mm×50 mm的试件,在pH为7±1、温度为(20±2)℃的水槽中浸泡规定时间,并在30 min内完成对试件中心点的测量。对于人造板的吸水厚度膨胀率,孙学东等[1]曾采用中密度纤维板为试材,就温度的影响进行了研究;吕慧梅等[2~3]就GB/T18102-2000与GB/T18102-2007新旧标准方法进行了比对研究;刘晓辉[4]等研究了试件预处理对测试结果的影响。但对于浸渍水温度、pH值、试件尺寸与时间,对浸渍纸层压木质地板吸水膨胀率测定结果的影响等尚未见报道。本文采用浸渍纸层压木质地板为试材,对影响吸水厚度膨胀率测试的各种因素进行了分析,以提高吸水厚度膨胀率测试的准确性。
1 材料与方法
1.1 试验设备
DC-2010低温恒温槽(控温精度0.1℃,南京舜玛仪器设备有限公司);数显外径千分尺(量程0~25mm,精度0.001 mm,成都成量工具有限公司)
1.2 试验材料
采用2010-2011年委托送检的浸渍纸木质层压地板检测余样为试材,抽取其中8个样品:优等品和合格品各4个。生产厂商浙江南浔4家,浙江杭州2家,浙江安吉和江苏各1家。试样厚度规格分别为:试样1、2、5、6为8 mm,试样3、4、7、8为12 mm。
1.3 试验方法
1.3.1 水温、pH值对吸水厚度膨胀率的影响 在每个产品中选择试样1个,按GB/T18102-2007中6.3.4款,沿试样长度和宽度方向各取150 mm×50 mm,在15、18、19、20、21、22、25℃分别浸24 h,测量边缘3点计算吸水厚度膨胀率;并在20℃条件下,以0.1 mol/L NaOH或0.1 mol/L HCl调节pH值至5.0、6.0、7.0、8.0、9.0,按相同方法测定吸水厚度膨胀率,试验水温、pH值对吸水厚度膨胀率的影响。
1.3.2 浸泡时间对吸水厚度膨胀率的影响 在每个产品中选择试样1个,按GB/T18102-2007中6.3.4款规定,沿板的长度和宽度方向,取 150 mm×50 mm试件;按 GB/T18102-2000中 4.5条取 25 mm×25 mm,按GB/T17657-1999中4.5条取50 mm×50 mm,在20℃,pH7.0条件下,分别浸泡22、23、24、25、26h,测定试样吸水厚度膨胀率,试验浸泡时间对吸水厚度膨胀率的影响。
1.3.3 试件尺寸对吸水厚度膨胀率的影响 在每个产品中选择试样1个,按GB/T 17657-1999中4.5条,分别制作20 mm×20 mm、30 mm×30 mm、40 mm×40 mm、50 mm×50 mm、75 mm×75 mm试件,在20℃,pH7.0条件下浸24 h,测量试件中心点,试验试件尺寸对吸水厚度膨胀率的影响。
2 结果与讨论
2.1 不同测试方法对吸水厚度膨胀率的影响
应用GB/T17657-1999、GB/T18102-2007与GB/T18102-2007,分别测试试样1 - 8的吸水厚度膨胀率,结果见表1。

表1 不同测试方法吸水厚度对膨胀率的影响Table 1 TSR by different testing methods
从表1可见,不同方法对同一样品吸水厚度膨胀率的测定结果存在较大差异,其中GB/T18102-2007是测定试件边缘的膨胀情况,因而结果较GB/T 18102-2000或GB/T17657-1999测定中心点的膨胀大。并且,对于测定试件中心点的膨胀,试件尺寸较大(GB/T17657-1999)的测试结果明显大于试件尺寸小(GB/T18102-2000)的。比较应用不同方法测定同一试件的吸水厚度膨胀率,发现测试结果存在正相关,与王红强等[3]报道的结果一致。
2.2 水温对吸水厚度膨胀率的影响
试验水温对吸水厚度膨率胀率测定结果的影响见图 1。从图 1可见,水温对 GB/T17657-1999或是 GB/T 18102-2007方法,都存在较大影响。这一结论与孙学东[1,4]等应用中密度纤维板为试材的研究结果一致。温度对GB/T 18102-2007的影响明显较GB/T17657-1999要大,如水温为25、15与20℃时,GB/T17657-1999的吸水厚度膨胀率分别为2.7%、0.5%,而GB/T18102-2007的则为3.6%、1.0%。显然,温度对试件边缘膨胀率的影响要大于试件中心点的膨胀率。而事实上,标准GB/T18102-2007与GB/T17657-1999对温度的精度要求也是不一致的,分别为GB/T18102-2007为(20±1)℃,而GB/T 17657-1999为(20±2)℃,前者对温度的精度要求高于后者。
2.3 pH值对吸水厚度膨胀率的影响
标准GB/T 17657-1999中4.5条要求用于吸水厚度膨胀率的水的pH值应控制在(7±1)。pH对吸水厚度膨胀率测定结果的影响见图2。
从图2可见,当pH值在5 ~ 7时,pH值对吸水厚度膨胀率影响较大,而当pH>7时则相对较小,这是否与与基材本身pH有关尚有待进一步研究。

图1 水温对吸水厚度膨胀率的影响Figure 1 Effect of water temperature on TSR
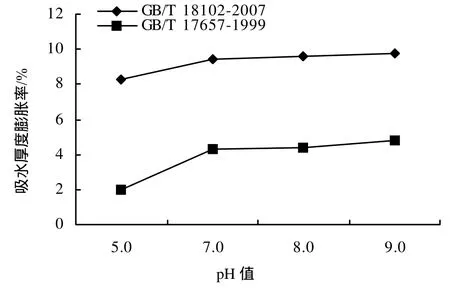
图2 pH值对吸水厚度膨胀率的影响Figure 1 Effect of pH value on TSR
2.4 试件尺寸对吸水厚度膨胀率的影响
从图3可见,试件尺寸对测量试件中心点膨胀存在一定影响,试件越大,测定的结果越小。由于水的渗透是渐进的,尺寸较小的试件,水的渗透相对较试件尺寸大的能更快到达试件中心,因而膨胀较大,反之则较小。但如对于测定试件边缘水膨胀,如GB/T 18102-2007,试件尺寸对结果的影响可能就不甚明显了。
2.5 浸渍时间对吸水厚度膨胀率的影响
由图4可见,浸渍时间与吸水厚度膨胀率的测定结果存在正相关。但不同方法,浸渍时间对结果的影响是不一样的。GB/T 17657-1999相对于GB/T 18102-2007、GB/T 18102-2000的影响相对较小。同一种测定方法,浸渍时间对吸水厚度膨胀率的影响程度以GB/T18102-2007为最大。

图3 试件尺寸对吸水厚度膨胀率的影响Figure 3 Effect of specimen size on TSR

图4 浸渍时间对吸水厚度膨胀率的影响Figure 4 Immersion time on TSR
3 结论
从上可见,温度、pH值、试件尺寸与时间是影响人造板吸水厚度膨胀率测定结果的重要因素。但这些因素,对不同方法的影响程度又有所不同,其中,温度、时间因素对于 GB/T18102-2007的影响程度要高于 GB/T 17657-1999,但试件尺寸对GB/T17657-1999的影响则较大。因此,在日常检测中,要严格控制可能影响吸水厚度膨胀率测试结果的影响因素,以提高测试的精确性。在试件制作中提高试件制作精度,使用如缓冲溶液减少浸渍体系的pH值变化,使用低温恒温槽控制温度等。
[1]孙学东,李旸,胡生辉,等. 水温变化对中密度纤维板吸水厚度膨胀率的影响程度[J]. 中国人造板,2008,15(1):27-28.
[2]吕慧梅,孙学东,杨孟刚. 新旧标准中吸水厚度膨胀率实验方法比对研究[J]. 中国人造板,2009,16(9):23-26.
[3]王红强,谢力生,海凌超. 新版国标强化木地板吸水厚度膨胀率的检测解析[J]. 木材工业,2009,23(5):34-36.
[4]刘晓辉. 检测条件对人造板吸水厚度膨胀率测定结果的影响[J]. 木材工业,2005,19(3):31-33.
