高强度螺栓大型钢结构连接节点施工技术
2011-07-25郭庆生张元春
郭庆生 张元春
1 概述
高强度螺栓分为两种受力类型:摩擦型高强度螺栓和承压型高强螺栓,前者是靠连接板叠间的摩擦阻力传递剪力,可用于承受动力荷载,后者是以栓杆被剪断或连接板被挤坏作为承载力极限状态,它的承载力极限值大于摩擦型高强度螺栓,适用于承受静荷载的结构,不宜用于承受动力荷载。高强度螺栓分大六角头型和扭剪型两种,它们都是通过拧紧螺帽,使螺杆受到拉伸作用,产生预拉力,使被连接板件间产生压紧力。对大六角头螺栓的预拉力控制方法有:力矩法和转角法。力矩法是通过控制拧紧力矩来实现控制预拉力,拧紧力矩可由试验确定,使施工时控制的预拉力为设计预拉力的1.1倍。应先按拧紧力矩的50%进行初拧,然后按100%拧紧力矩进行终拧,对于大型节点在初拧之后还应按初拧力矩进行复拧,然后再进行终拧。转角法是先用普通扳手进行初拧,使被连接板件相互紧密结合,再以初拧位置为起点,按终拧角度,用长扳手或风动扳手旋转螺母,拧至该角度值时,螺栓的拉力即达到施工控制预拉力[1]。
俄罗斯的高层民用及公共建筑比较少,超高层钢结构和大跨度钢结构工程很少见,钢结构加工厂设备比较陈旧,钢结构设计软件及技术比较落后,结构连接节点偏重于高强度螺栓连接,对于焊接连接的质量控制没有信心。俄罗斯当地的结构施工规范与我国有一定的差别,两国的工作习惯及政治文化差异都给钢结构的施工安装工作带来了一定的困难。项目部的技术人员克服了在中国没有12.9级摩擦型高强度螺栓的规范技术指标和设计施工经验等困难[2],根据项目及设计文件的具体情况制定了合理的施工技术方案,顺利完成了大型复杂钢结构高强度螺栓连接节点的施工任务。
2 钢结构转换层的结构形式及参数
俄罗斯莫斯科市某超高层建筑总高340 m,共93层,主体结构采用钢筋混凝土框架剪力墙结构,在32层~36层及60层~64层采用由钢结构伸臂桁架及带状桁架组成的两个钢结构转换层。32层~36层钢桁架连接节点全部采用12.9级高强度螺栓连接,超过了我国规范高强度螺栓的最高性能等级10.9级。最大连接板板面达3 m×1.9 m,钢板厚度达28 mm,3层钢板弯曲叠合连接在一起,单块连接钢板上高强度螺栓的数量最多的超过200个。钢构件采用由卢森堡生产的热轧钢,构件截面尺寸较小,高度及宽度仅500 mm左右,最大翼缘厚度达到了100 mm,使得钢结构螺栓连接节点只能采用不同板厚的多层弯曲叠合钢板进行连接,设计及施工难度较大。钢结构转换层的结构布置如图1所示。
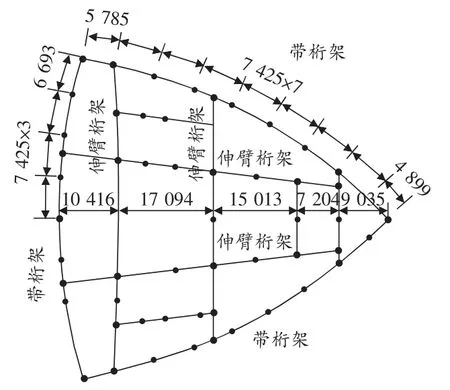
图1 钢结构转换层结构布置图
本工程采用力矩法施工,大六角头高强度螺栓连接副施加扭矩的计算公式如式(1)所示[3]:

其中,D为螺栓的公称直径,m;P为螺栓轴力,N;M为施加于螺母上的扭矩值,N·m;K为扭矩系数。
扭矩系数K与下列因素有关:
1)螺母和垫圈间接触面的平均半径及摩擦系数值;2)螺纹形式、螺距及螺纹接触面间的摩擦系数值;3)螺栓及螺母中螺纹的表面处理及损伤情况等。
高强度螺栓连接副的扭矩系数是衡量高强度螺栓质量的主要指标,是一个具有一定离散性的综合折减系数,在安装使用前必须按供应批进行复检[4]。
3 完全12.9级高强度螺栓节点施工技术及质量控制
高强度螺栓的安装工作依据总的钢结构施工进度方案顺序依次进行,根据转换层钢桁架的结构特点及施工分区,将高强度螺栓施拧工作分为七个区域进行施工。具体的安装方法是:先采用安装螺栓进行临时固定,安装螺栓采用10.9级M27高强度螺栓,安装螺栓使用数量为连接节点螺栓群数量的1/2,安装销子为连接节点螺栓群数量的1/10。待结构测量校正完毕后再将安装螺栓换为12.9级M27高强度螺栓。
针对本工程螺栓节点的复杂多样,经研究决定螺栓施拧顺序为先施拧钢柱部分螺栓群,然后施拧上下弦螺栓群,最后施拧斜腹杆的螺栓群。将钢柱作为施拧节点中心部分,以此向四周扩散施拧,减少由于高强度螺栓的施拧力所带来的附加应力,保证高强度螺栓施拧质量及连接板顶紧面的完全贴紧。单个高强度螺栓群的施拧顺序采取从中心向四周扩散的原则进行,高强度螺栓的施拧顺序如图2所示。
确定科学合理的扭矩系数是保证高强度螺栓质量的重要措施,经过对当地设计施工规范的深入理解会同当地设计及质量监督单位经过多次试验,确定本工程12.9级M27高强度螺栓的扭矩系数为:K=0.141,符合当地国家标准和钢结构设计的要求。施工时先按拧紧力矩的50%进行初拧,然后按初拧力矩进行复拧,最后按100%拧紧力矩进行终拧。
12.9级高强度螺栓对于各项化学成分的含量控制较高,对于进场的高强度螺栓的化学成分要会同质量监督部门进行严格的复检,以保证施工过程及建筑结构使用过程中的安全,本工程高强螺栓的化学成分实验数据如表1所示。实验结果满足规范要求[5]。相应的对于高强度螺栓的力学性能、硬度及弯曲性能进行了实验测试,满足相应的规范要求以后才予以接收使用。

图2 多个螺栓群的组合施拧顺序图

表1 化学成分含量
钢构件的加工质量决定了整个安装工作的质量和进度目标是否能够保证实现,钢结构加工厂的驻场人员克服了国际间工作习惯的差异,加工规范的差异以及政治文化等诸多差异,坚持做好钢结构连接板弯曲曲率的校验及螺栓孔技术指标的复检等工作,做到不合格的产品不出厂,一些复杂的节点坚持在当地工厂进行预拼装的工作,有效地保证了现场的安装进度和安装质量。
由于项目处在城市的核心地区,施工场地狭小,再加上高强度螺栓的数量和种类众多,构件的进场时间及循序很大程度上由业主指定的当地供应商所控制,这些不利的条件给安装工作的进度带来了很大困难。针对这种情况,项目指定了严格科学合理的材料进场制度,每道程序都由专人负责,增加管理人员,做好材料的动态归类和统计工作,有效地理顺了施工顺序,加快了施工速度。
该项目在施工前期做了大量细致的当地规范的搜集整理、规范翻译、规范理解及与当地设计院的沟通工作,根据项目的特殊情况制定出了科学合理的技术施工及管理方案,并按照方案严格执行,得到了良好的效果,顺利通过了结构验收,提前完成了施工任务。
4 结语
综合以上的施工过程,可以总结归纳出以下施工经验及结论:
1)深刻理解当地的施工验收规范,积极与当地的有关部门进行充分的沟通工作,明确关键施工方法和技术参数,尤其是12.9级高强度螺栓的扭矩系数。
2)做好高强度螺栓的验收和复检工作,12.9级高强度螺栓的含碳量高,对于加工工艺要求较高,使用不合格的产品在施工过程中容易出现螺栓断裂的现象,造成人员伤害及给结构带来安全隐患。
3)克服困难坚持做好连接钢板在钢结构加工厂螺栓孔技术指标及钢板弯曲曲率的检查把关工作,把不合格产品控制在钢结构加工厂以内。
4)由于12.9级高强度螺栓的强度较高,对于较粗直径的螺栓要求施加的扭力较大,若采用电动扳手极易造成设备的损坏影响工程的进展,建议采用加力人工扳手,能够做到经济安全并能够保证施工质量和进度。
5)针对连接钢板及高强螺栓的数量规格众多,制定并认真执行严格的现场物资管理制度是保证施工顺利进行的前提条件。
[1] 鲍广鉴.钢结构施工技术及实例[M].北京:中国建筑工业出版社,2005:25-29.
[2] GB 50017-2003,中国钢结构设计规范[S].
[3] 苏联国家建筑委员会.建筑标准与规则3.03 01-87支撑与防护结构[Z].
[4] 中国钢结构协会.建筑钢结构施工手册[M].北京:中国计划出版社,2004:630-632.
[5] 苏联国家建筑委员会.建筑标准与规则4543-71合金结构钢技术规范[Z].
