剖分满装滚子轴承上半外圈滚道的修复
2011-07-22丁成功朱慧玲
丁成功,朱慧玲
(1.神华宁煤集团大峰露天煤矿,石嘴山市 753000;2.西北轴承股份有限公司,银川 750021)
1 问题的提出
使用于轧机托辊的剖分满装滚子轴承承受定向载荷,具有承受载荷大、转速低的使用特点。该剖分轴承结构如图1所示,分为上、下两部分。根据轴承运转情况,承载力分布在轴承下半部分120°的范围之内。下支座内安装的下半外圈承受主要载荷,其滚道磨损最为严重,容易出现疲劳剥落,可以对其进行更换。而上半外圈(为了固定将其与上支座焊在一起) 虽然承受较轻载荷,磨损轻微,但上滚道不可拆卸,一旦上滚道磨损失效,将导致整套轴承报废,造成极大的浪费。因此,通过修磨来改善上半外圈滚道精度,使其重新达到使用要求,再次利用。
2 修复方法
包含上支座和上半外圈的上盖结构如图2所示。上半外圈滚道尺寸精度及形位公差要求较为严格,而上盖的外形尺寸没有严格的要求。经过对轴承的结构、使用环境、加工方法等分析后,设计出了一种简单的二级工具,可以较好地对上盖外滚道进行修复,并使其达到各项精度要求。
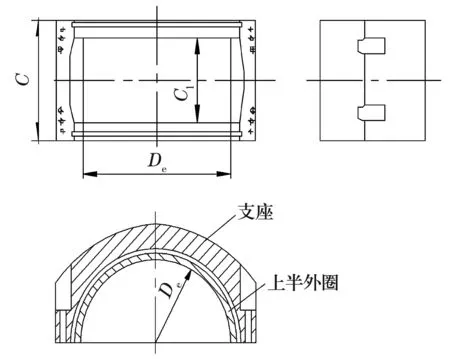
图2 上盖
二级胎模结构如图3所示。将工具的内径预留比外滚道大0.5 mm的加工留量,用4-M12的螺栓将胎模固定在磨床的花盘上,在装夹上盖之
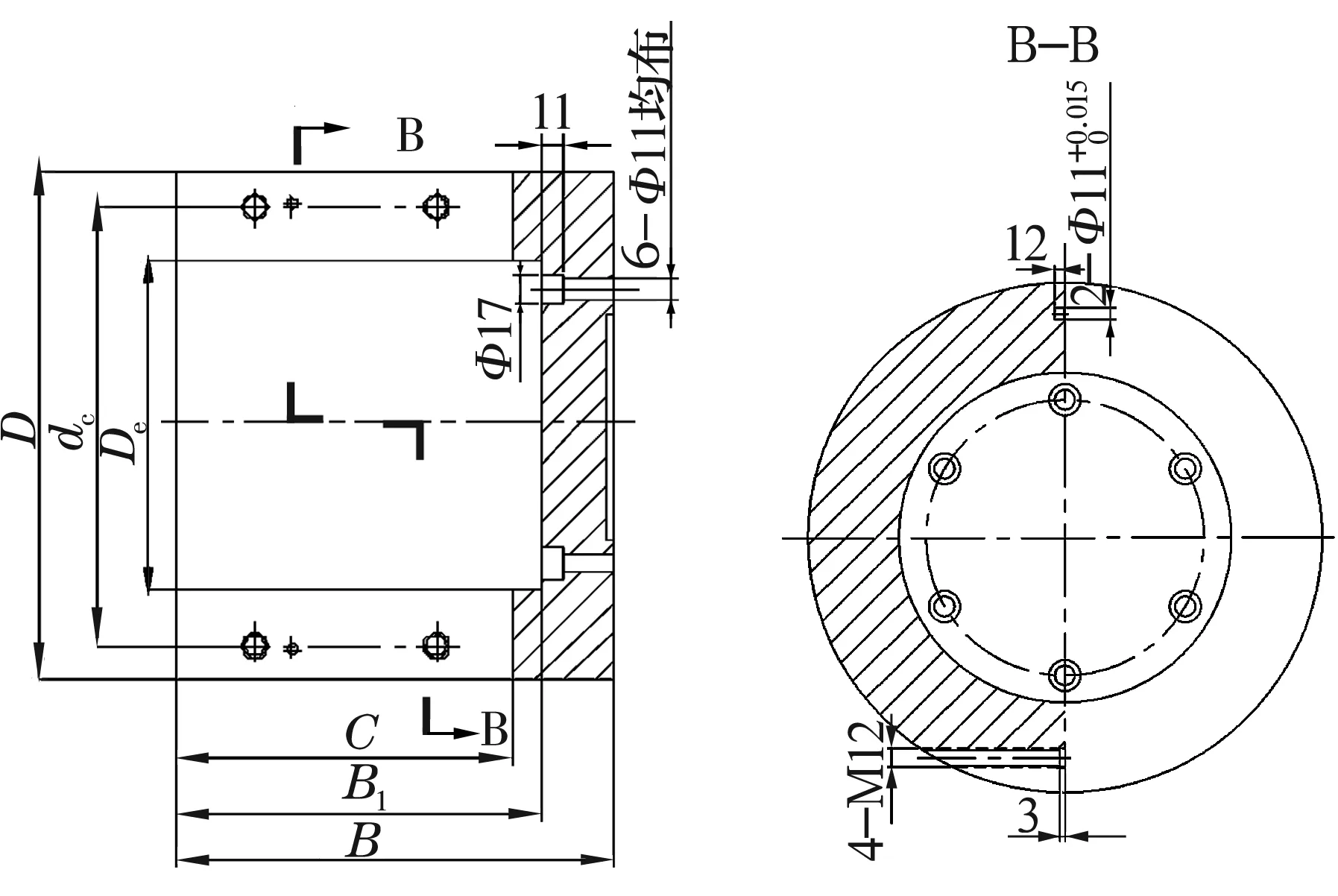
图3 二级胎模
前需先将半圆径向端面磨掉一定的量(根据磨损量大小确定)。利用上盖上的螺纹孔将其固定在预定位置,进行外滚道修磨,加工至符合图纸要求的各项工艺尺寸为止,这时,胎模与上盖所形成的滚道尺寸即为符合要求的外滚道工艺尺寸De。然后再换上另一个上盖,紧固后测量上盖与胎模内径,所得尺寸为De1,上盖尺寸减去实测值De-De1,即为上盖外滚道半径方向的磨加工量δ。当磨削量小于0.1 mm时,要减小进给量,加大测量频率,以免过磨,磨伤胎模。
3 结束语
对不同批次的该类产品进行了修复工作,修复后的产品质量稳定,互换性强,能满足工艺要求,取得了较好的经济效益。 同时,该模具设计合理,结构简单,有较大的推广价值。
