大型化工石化企业通用节能技术浅析
2011-07-20安晓英张康张莉红
安晓英 张康 张莉红
(中海油天津化工研究设计院,天津 300131)
一、引言
国家工信部2011年初提出目标,2015年我国单位工业增加值能耗、二氧化碳排放量和用水量分别要比“十一五”末降低18%、18%以上和30%。
要达到以上目标就要求现有企业及即将建设的各类企业以节能减排为首要任务,节约能源资源的同时减少污染物的排放,而应用新技术,新设备是实现该目标的一条捷径。本文就大型化工石化类企业中常用的三种节能节水技术予以简单分析,为相关企业新技术的应用提供参考。
二、节能新技术浅析
本文主要介绍可以应用于大型化工石化类企业的三种节能节水技术:
1、 工业冷却塔用混流式水轮机技术【1】
国家发展和改革委员会自2008年5月起已经陆续公布了三批“国家重点节能技术推广目录”其中对于“工业冷却塔用混流式水轮机技术”做了较为详细介绍。
水轮机的工作动力来自循环冷却水系统水的重力势能以及循环水泵的富余扬程,工作时保证冷却塔的技术参数,而且循环水泵的能耗不变。水轮机的输出轴直接与风机连接并带动其转动,取消了原电机驱动风机系统,节约了电能。
某石化企业投入150万元对一座4500m3/h流量的机械通风冷却塔进行改造,改造完成后相对应改造前做了对比,如表1,改造前冷却塔风机电机年耗电量约为175万kWh,改造后完全省去本部分电耗,经济效益、环境效率显著。

表1 混流式水轮机技术改造前后对比
2、 中水循环冷却水技术
大型化工类石化类企业一般都是用水大户,在水资源日益紧张的今天,节约新鲜水资源已经迫在眉睫。除工艺用水外,化工石化类企业中循环冷却水补水为最大耗水点,如果利用中水替代循环冷却水系统新鲜水将大大降低循环水系统新鲜水消耗量。
与新鲜水比较中水属于再生水,是污水处理厂处理达标水,一般为二级处理,具有不受气候影响、不与临近地区争水,就地可取、稳定可靠、保证率高等优点。再生水虽不能饮用,但它可以用于一些水质要求不高的场合,如冲厕所、冲洗汽车、喷洒道路、绿化等。再生水工程技术可以认为是一种介于建筑物生活给水系统与排水系统之间的杂用供水技术。再生水的水质指标低于城市给水中饮用水水质指标,但高于污染水允许排入地面水体的排放标准。
中水和新鲜水比较,后者更适宜细菌藻类生长从而沉积堵塞管路等,为防止发生微生物的危害,选择合适杀菌剂至关重要。从目前运行的中水循环冷却系统看,推荐使用TS-52809A杀菌灭藻剂和TS-867杀菌灭藻剂,配合使用,杀菌灭藻、剥离粘泥效果极佳。可有效防止微生物危害。解决了微生物藻类危害,中水循环可以达到和新鲜水补水循环一样的效果,目前的水处理技术可以将污水处理到人们所需要的水质标准。城市污水所含杂质少于0.1%,采用的常规污水深度处理,例如滤料过滤、微滤、纳滤、反渗透等技术。经过预处理,滤料过滤处理系统出水可以满足生活杂用水,包括房屋冲厕、浇洒绿地、冲洗道路和一般工业冷却水等用水要求。
天津滨海能源发展股份有限公司和中海油天津化工研究设计院【2】联合开发的3000m3/h循环冷却水系统中水利用工程,2003年使用至今,效果较好。每年可节约新鲜水3280万m3。
新鲜水系统改中水循环系统后投入和运行费用基本无变化,由于再生水一般偏酸性,所以水处理药剂和新鲜水相比较可减少酸性处理药剂投加剂量,从而进一步降低药剂费用。
再生水是城市的第二水源。城市污水再生利用是提高水资源综合利用率,减轻水体污染的有效途径之一。再生水合理回用既能减少水环境污染,又可以缓解水资源紧缺的矛盾,是贯彻可持续发展的重要措施。污水的再生利用和资源化具有可观的社会效益,环境效益和经济效益。
3、 凝结水闭式收集技术
大型石化化工类企业往往也是蒸汽消耗大户,尤其石化类企业,很多工艺过程均需要用到蒸汽直接加热或间接加热,间接加热换热用蒸汽冷凝水既具有热力资源又是很好的软化水资源。虽然目前多数企业已经对蒸汽冷凝水进行了相关回收,但是主要使用开式回收方式,所面临的问题主要体现在未能充分合理地利用高温饱和冷凝水的热能,无法克服严重的水泵汽蚀现象,在多参数蒸汽使用压力下,非同期使用用汽设备的冷凝水回收时,经常出现汽塞、水锤和压力不均等现象,同时,不能在各种条件下进行疏水阀合理选型。其冷凝水收集箱是开口式的,冷凝水和大气相通,由于压降闪蒸造成系统产生大量二次闪蒸汽,散失了部分热量,为防止输送水泵汽蚀又兑入冷水,回收水温仅在70℃左右。
国家发展和改革委员会提出的“重点推广节能技术(第二批)”中“乏汽与凝结水闭式全热能回收技术”是一项可以实现高效冷凝水闭式回收的技术。
该技术将蒸汽放热后形成的凝结水收集至集水罐进行汽水分离后,采用由PLC控制的离心泵以全密闭方式自动加压输送至规定位置,对其余热余压进行回收再利用。产品由多路共网器、集水罐、离心泵、自控柜、PLC控制器及通用阀门等构成。
该套设施可以实现凝结水回收过程中汽水分离、消除汽蚀、多路共网、自力增压、自动感应、数字控制技术;乏汽回收热交换过程中乏汽瞬时液化连续控制技术。
蒸汽凝结水闭式回收装置主要由闪蒸罐、多路共网器、自力增强器、喷吸器、集水罐、管道元件、电动泵、电控等组成。具体见图1。
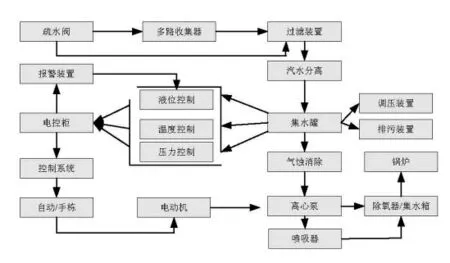
图1 冷凝水闭式回收工艺流程
最大回收量5~300 t/h,最高工作压力1.6MP,最高回收凝结水温度170℃。
天津某在建大型化工项目设计可产生蒸汽冷凝水210t/h(0.25MPa ,温度138.89℃,焓值584.459kJ/kg),与70℃热水(焓值293.53 kJ/kg)比较,按照年生产8000小时统计,每年相比较开始回收系统可节能量折算为标准煤16676tce。
三、总结
以上文章中提到的节能节水技术相对于其他技改措施较为容易实现,且节能节水量相当可观,大型石化化工类企业应用以上三种技术可以大幅度减少企业年耗电量,耗水量。
【1】国家发展改革委员会.国家重点节能技术推广目录 2008-2010.
【2】商永鑫,刘光华,李映川.中水回用循环冷却水系统现场应用.工业水处理.2005.12.
