纸浆浓度混合控制算法研究
2011-07-07周国雄
李 琳,周国雄
(中南林业科技大学 计算机与信息工程学院,长沙 410004)
0 引言
在制浆生产过程中,纸浆浓度的精确控制可以稳定打浆效果,对于抄纸过程,则可以稳定上网纸浆浓度、减少纸张定量波动、增加抄纸生产稳定性、提高纸张质量。因而,实时、精确地控制纸浆的浓度对于制浆和抄纸工序都有十分重要的意义[1]。在造纸过程的纸浆浓度控制过程中,其工艺参数往往发生较大的变化,难以建立系统的精确数学模型,采用传统方法设计的控制器往往难以满足实际生产的要求,一般的控制器不能始终保持最优运行,甚至会出现稳定性问题。文献[2~4]采用模糊控制方法在一定的程度上的实现了纸浆浓度的控制问题,由于本系统所涉及的纸浆浓度控制中工艺流程中不可预知因素的扰动及纯滞后特点,采用这些方法并不能得到较理想的控制效果。基于上述文献,针对纸浆浓度调节的复杂特性,作者提出一种适合该造纸系统的纸浆浓度混合控制算法。
1 纸浆浓度工艺描述及系统结构图
纸浆浓度是指单位质量纸浆里所含纤维的多少,通常是用百分比的形式来表示。在碎浆、制浆过程中,纸浆浓度是衡量浆得率的一个重要指标;在上浆、流送过程中,纸浆浓度是决定纸浆质量的一个重要因素。在造纸工业中,纸张的绝干浆量(单位面积上纸的克重)是考察纸张质量的一个重要指标,纸张绝干浆量一般可以认为是上网浓度和流量的乘积:

式中:G表示纸浆绝干浆量;F表示纸浆上网流量;C表示纸浆上网浓度。其中,纸浆上网流量通常是由定量阀来控制,而上网浓度因为要受到碎浆、制浆等工艺的影响,控制难度较大。所以从一定程度上来看,纸浆上网浓度对纸浆的绝干浆量起着决定性的作用。除此之外,纸浆浓度还对造纸过程中的其它过程有着一定的影响,例如废纸制浆中的碎浆过程,其中的纤维分离器就对进浆浓度有一定的范围要求,还有打浆过程的叩解度,在其软测量算术表达式中,浓度也占据着重要作用。当前造纸领域的集散控制系统一直把纸浆浓度调节作为一个重点,而浓度控制回路控制精度也是衡量整个集散控制系统控制精度的一个重要参照。
浓度控制回路工艺如图1所示,浓度控制由调节稀释水量大小实现,流量大小由手动阀门粗调。纸浆浓度测量采用刀式传感器,流量测量采用电磁流量计,浓度控制执行器采用电动调节阀,浓度现场控制器是以单片机为核心、配以E-PROM及实时时钟等的微控制器。对于间断制浆过程,当设置一次纸浆绝干量后,制浆单元自动启动抽浆泵工作,从浆池中抽取混合料,同时开启稀释水阀门,从而调节纸浆浓度,由于从浆池中抽取混合料的速度基本稳定,因而稀释水流量直接决定了最终的纸浆浓度,混合料与稀释水混合后混合累计以纸浆绝干量,当累计纸浆绝干量与设置的一次纸浆总量相等时,自动停止抽浆泵工作。

图1 纸浆浓度控制回路工艺图
通过分析纸浆浓度调节的动态过程可知,其浓度回路具有纯滞后、突发干扰以及较强的非线性特性,传统单一的控制方法难以满足工艺要求,基于纸浆浓度控制回路的复杂特性,本文提出一种纸浆浓度的混合控制控制算法,其控制结构如图2所示。

图2 纸浆浓度控制系统结构图
在该浓度控制系统中,设计了两个环,其中外环为浓度控制环,内环为流量控制环。在该浓度控制回路中干扰主要有两项,即一次干扰(浆池内纸浆浓度变化引起的,经过分析和实际测量得到其规律近似分段确定性干扰)和二次干扰(由于纸浆的团聚特性和浓度传感器的结构形式决定的,在系统有意义的频率范围内认为是一白噪声)。其工作原理为:首先将浓度偏差(混合料浓度设定值—混合料浓度检测值)作为外环的输入,为了保证外环中浓度的精准控制,此处选用了两个控制器(改进的PID控制器[5]和变论域模糊控制器[6]),为了协调控制器的输出,采取模糊软切换方式切换控制器的输出。而内环的控制精度要求一般不高,此处选择常规的P控制器就能实现对稀释水浓度进行调节,保证混合浆料浓度最终稳定在工艺范围内。
2 控制器的设计
在纸浆浓度控制系统,由于受到添加原料造成浆池内纸浆浓度的变化以及纸浆的团聚特性等因素的干扰,采用单一的控制方法往往很难同时兼顾稳定控制、精度较高以及超调量小的要求。因此在对纸浆浓度控制时,本文选择了具有自适应识别控制的变论域模糊控制与基于粒子群优化(简称PSO)的PID控制算法的混合,而对于两种自适应控制器的输出则采用模糊软切换策略,从而得到最优的稀释水流量作为内环控制的输入。
2.1 模糊软切换策略
在外环控制器中,基于PSO的PID控制算法具有较高的控制精度,但不能同时保证响应的快速性和稳定性。变论域模糊控制算法具有较好的快速性,且能根据外界环节的变化而进行自适应跟踪,但难以识别小误差,难以保证控制精度。为了较好的保证外环的浓度控制精度,此处将两种控制器结合使用,采用基于模糊软切换方式,从而获得两种控制器输出的强度。其中浓度偏差和偏差变化率作为模糊推理的输入,模糊软切换的规则表示如下:

1.3 观察指标对比两组患者干预前后效果的肝功能指标,ALT(丙氨酸转移酶)、AST(天门冬氨酸基转移酶)、TBIL(总胆红素);对比两组患者干预后的治疗效果;对比两组患者干预后的SAS(焦虑自评表)SDS(抑郁自评表)。SDS、SAS表总分<50为正常,表示患者无抑郁或焦虑,50<总分> <60为轻度抑郁或轻度焦虑,61 <总分> <70为中度抑郁或中度焦虑,总分>70分以上为重度抑郁。分数越高说明患者症状越严重[6]。总分总分

采用加权平均法计算两个控制器的混合输出,即

图3 隶属度函数

可知当系统处于暂态响应时,由于偏差和偏差变化率较大,变论域模糊控制器起着主要作用;当系统接近稳态时,偏差和偏差变化率减小,则基于PSO的PID控制器起着主要作用。
2.2 变论域模糊控制器
在浓度的模糊逻辑控制中,双输入单输出是最常见的情形.双输入分别是浓度偏差和浓度偏差变化率,单输出是稀释水流量的增量。在浓度跟踪的控制过程中,受不同时刻的工艺影响,常规的固定论域以及与之对应的固定模糊判决规则的模糊控制已经不能达到要求,而变论域模糊控制方法则能够根据工艺的变化准确地调节浓度的输出控制量。
设浓度偏差e的论域为[-E,+E],通过“伸缩”因子 (e)变换为[- (e) E, (e) E],其中 (e)为偏差变量e的连续函数,:[-E,E]→[0,1],e|→ (e)。e的模糊子集分为7个,即E={NB(负大 ),NM(负中 ),NS(负小 ),ZO(零 ),PS(正小 ),PM(正中),PB(正大)}。设精确变量e的论域对7个模糊状态的隶属度采用三角形。任给e的一个增量Δe,相应地 有一个增量Δα,Δα与Δe成正比,对于同样大的增量Δe,若e大,Δα也应越大;此外,α不超过1,故α越接近1,Δα也应越小,可以得到增量关系式为

式中k为比例常数,把Δe移至左边并令Δe→0,可得

采用分离变量法求解上述方程,则有

式中c为积分常数,根据条件α(0)=0,可以得到


此处变论域模糊控制器能够使得浓度处于暂态时快速进入稳态,并能根据工艺的变化实时跟踪控制,保证了控制的快速性。
2.3 基于PSO的PID控制器
为了保证制浆浓度精度较高,当响应接近稳态时,偏差和偏差变化率减小,则基于PSO的PID控制器起着主要作用。
PID控制是工业应用中较为广泛的一种控制规律。但是PID参数的整定过程繁琐,而且难以实现参数的最优整定。PSO可以有效求解大量非线性、不可微和多峰值的复杂问题,算法简洁,调整参数少,因而发展很快,已应用于很多工程技术领域。
在标准PSO算法中,粒子的更新通过跟踪两个极值,具有结构简单,运行速度快的优点。但是,标准PSO在搜索解空间时,调整学习因子和惯性因子也无法完全避免粒子在最优解附近振荡的现象,而且这个最优解可能就是局部最优。
基本模拟退火机制可以跳出极值点区域的优点,本文在PSO中引入模拟退火算法。其基本思想为:按照ΔE<e的准则,其中e为允许目标函数变坏范围,ΔE表示根据标准PSO中速度更新式子和位置更新式子计算新的位置和速度后所引起的适应值的变化量,允许目标函数在有限范围内变坏。
为了实现PID参数的优化整定,改进的PSO算法需要确定一个特定目标函数,本文采用包含最大动态偏差、调节时间和残余误差指标项的性能函数作为目标函数:

式中,y1为最大动态偏差;ts为调节时间,为残余偏差为系统被调量新的稳态值,yr为设定值,wi, (i=1, 2, 3)是加权系数,其值对优化后的PID控制器的性能有很大影响。wi的取值一般应使性能函数中各指标项的大小具有相同的量级。在此基础上,可以根据系统对快速性和稳定性的具体要求,对wi的值进行适当调整。
此处基于PSO的PID控制器能较好的保证浓度在接近稳态时精确的稳定在工艺允许范围内。
3 仿真
以湖南某纸机生产80g/m2书写纸时为例建立模型,其浓度控制系统的传递函数可简化为:

根据该模型,对其采用PID控制方法和本文所采用的方法进行控制见图4所示。其中曲线1表示采用PID控制后的单位阶跃响应曲线,曲线2表示采用本方法后的单位阶跃响应曲线。根据仿真图像可以看出,本文所提出的控制方法由于结合了变论域模糊控制方法和基于PSO的PID控制方法的优点,其比单一的PID控制系统具有更强的自适应能力,调节时间和超调量明显减小,较好的抑制了干扰对整个系统的影响,有很强的鲁棒性和抗干扰性。
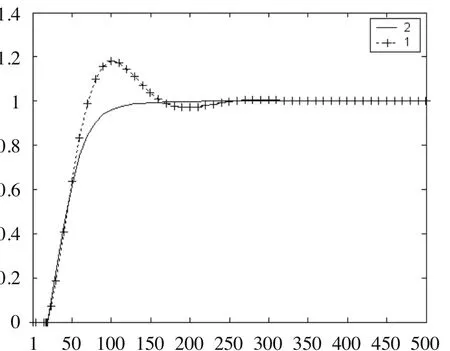
图4 单位阶跃响应曲线
4 结论

图5 采用本方法控制后的纸浆浓度控制系统运行曲线
将本文所采用的方法应用于湖南某造纸厂,其运行效果如图5所示。在该控制系统中浓度的设定值是3.25%,通过比较分析,该厂原有控制算法的偏差方差超过0.3%,采用本文所提出的方法后,其偏差方差小于0.12%,控制系统快速性以及鲁棒性有了较大的提高,克服了突发干扰的影响,较好的保证了纸张的质量,对稳定纸浆大奖度、为稳定纸张定量及水分起到了非常重要的作用。
本文针对纸浆浓度控制系统具有大滞后,模型不确定的特点,设计纸浆浓度混合控制系统。该设计方法利用变论域模糊控制方法和基于PSO的PID控制方法各自的优点,采用模糊软切换方法实现了两种控制器的选择,较好的保证了纸浆浓度的精确控制。
[1] 于秀燕.自动制浆控制系统[J].黑龙江造纸,2004(1):50-52.
[2] 黄文英, 李昌禧. 模糊逻辑控制在纸浆浓度调节中的应用[J]. 控制理论与应用, 2001, 18(2): 238-240.
[3] 葛升民, 童树鸿, 周斌. 纸浆浓度控制系统的设计[J]. 中国造纸学报, 2002, 3: 50-52.
[4] 叶自清, 陈敏. 基于变步长灰色预测的制浆浓度模糊控制研究[J]. 计算机测量与控制, 2010, 18(1): 15-19.
[5] 冯奇峰, 李言. 改进粒子群优化算法在工程优化问题中的应用研究[J]. 仪器仪表学报, 2005, 26(9): 984-988.
[6] 罗熊, 孙增圻. 计算智能方法优化设计模糊控制系统: 现状与展望[J]. 2007, 22(9): 961-966.
