基于PLC的滑块自动分拣系统
2011-07-07金美华
金美华
(南京工业职业技术学院,南京 210046)
0 引言
自动分拣系统(Automated Sorting System)是当今发达国家的物流配送中心或流通中心所必须的设施之一。滑块式分拣系统是一种较新型的自动分拣系统,是由链筒式输送机和滑块(在滚筒上左右滑动分拣商品)等组成。传送装置是由特殊链轮与滚筒组成;每根管子上各有一只导向块(shoe)能作横向滑动,导向滑块靠在输送机一侧边上,当被分拣货物到达指定道口时,控制器使导向滑块顺序地向道口方向滑动,把货物推入分拣道口。
随着PLC技术的发展,优越性逐步显现出来:可靠性高,抗干扰能力高;适应性强,应用灵活;编程方便,易于使用;功能强大,扩展能力强;控制系统设计、安装、调试方便;体积小,维护方便。本文采用S7-200PLC实现滑块式自动分拣控制。
1 系统总体设计
分拣系统是物流配送中心的核心部分,滑块式自动分拣系统主要由七个部分组成,包括供件系统、机架与轨道、传动系统、分拣道口、分拣系统和收容格口。分拣系统物流配送中心的核心部分,是实现分拣的执行系统,它使具有各种不同负责信息的物品,在一定逻辑关系基础上实现物件的分配和组合;供件系统是保证等待分拣物品在各种物理参数的自动检测过程中,通过信号识别和处理,准确送入分拣机中;机架与传动系统轨道是系统的辅助设备,是将要分拣的物品输送到相应分拣道口中;分拣道口是将物品脱离输送装置并进入相应集货区域的通道;收容格口是收集未能得到分拣的物品,因为分拣总是存在着一定的误差。分拣系统结构如图1所示。
2 控制系统的硬件配置
2.1 PLC输入/输出的确定
用PLC控制滑块分拣输送系统,外围设备少,占地空间小,是实现集控的良好设备。采用西门子公司S7-200系列的CPU226-2DP,具有功能强、控制精度高、运行速率快、控制性能好等特点,可以较好地实现集中控制和就地分散控制。
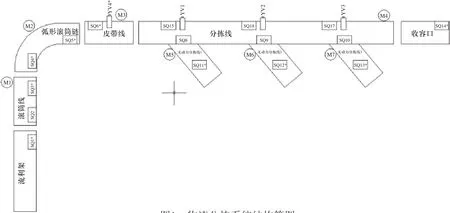
图1 物流分拣系统结构简图
现场输入信号有流利货架出开关、滚筒线入/出开关、滚筒线开关、滚筒线出开关、弧形滚筒链入开关、皮带线入、滚筒线条码扫描器开关、分拣线分拣口1/2/3对射传感器、无动力分拣线1/2/3光电开关等20个;输出信号有滚筒线、弧形滚筒链、皮带线电机控制、分拣线电机控制、条码扫描器控制、分拣线阻挡器Ⅰ/Ⅱ/Ⅲ动作、输送线启动、停止指示灯、分拣线速度控制信号1/2、皮带线条码扫描器处阻挡器动作、警灯、分拣线分拣口1//2/3动力滚筒电机控制等16个。
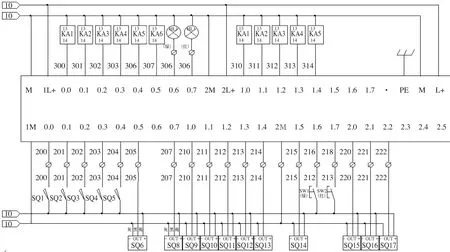
图2 电气原理图一
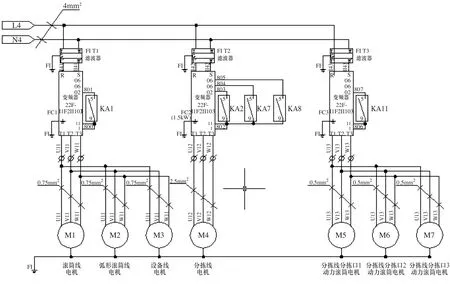
图3 电气原理图二
2.2 PLC原理图
PLC自动分拣系统实现功能有:输送线启动,指示灯亮,从供件系统来物品,通过条码扫描器得到信息,到达分拣光电开关检测,进入分拣口接受信号,分拣阻挡器动作。原理图如图2、图3所示。
2.3 系统程序流程图设计
从自动分拣系统的作业流程来看,分拣物需要先通过供件系统的输送和匹配,然后进入到输送系统和分拣系统;在输送系统的输送下,到达对应格口后,由分拣系统将其分拣出来,送入对应分拣格口中,完成分拣作业。流程图如图4所示。
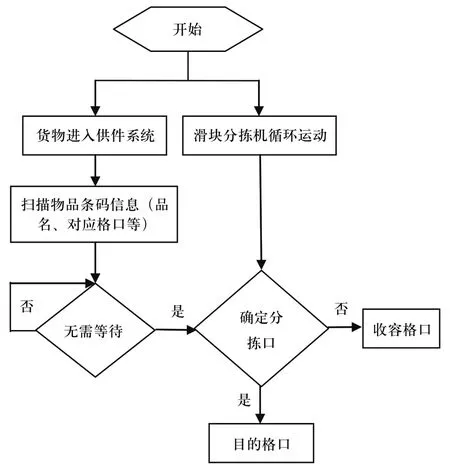
图4 自动分拣系统流程图
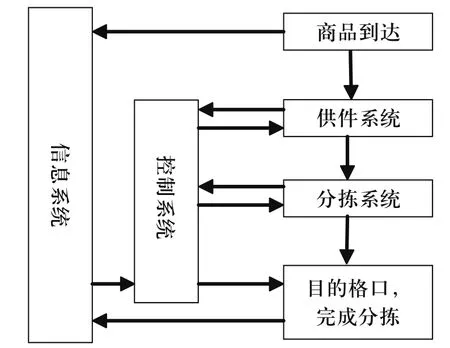
图5 自动分拣系统控制信息流
2.4 系统作业控制信息流
根据现有系统的组成,可建立自动分拣系统的控制信息流图,如图5所示。物品到达自动分拣系统后,商品信息输入信息系统;如需排队等待,控制系统自动等待,否则将物品送入供建系统、分拣系统、目的格口,同时反馈给信息系统。
3 结论
总之,在基于基于PLC的滑块自动分拣系统中,分析控制系统结构,确定控制系统的硬件选择,定义PLC的I/O端子,说明电气原理图,流程图等,经运行使用效果良好,用PLC控制,具有经济、可靠、方便的优点。
[1] 杨海强. 基于PLC的烟草运输系统的设计与实现[J]. 装备制造技术, 2010(8).
[2] 朱建红, 等. 基于S7_300物流控制系统设计[J]. 制造业自动化, 2009(2).
[3] 成刚等. 基于S7_200PLC控制的邮件自动分拣系统[J].机电一体化, 2008(3).
[4] 张鹏等. 基于PLC控制的卧式卷烟自动分拣机设计[J].机电一体化, 2009(5).
[5] 毛玉君. PLC与上位机的通信[D]. 清华大学机械系,1994(2).
