同步自动焊接单元的设计
2011-07-03胡义华谌炎辉
胡义华,谌炎辉
(1.广西工学院 鹿山学院;柳州 545616;2.广西工学院 机械工程系,柳州 545616)
0 引言
目前,对于金属零件焊接,大多为手工焊接,费事费力,焊接质量差。也有一些自动焊接装置,主要是多关节机械臂自动焊接机,这类自动焊接装置主要使用在流水线上,虽然柔性好,但机构复杂,可靠性较差,实用性还有待提高。还有其他的一些自动焊接装置用于钣金接缝焊接,属于专用设备。而能对批量零件自动焊接,焊接形状复杂,焊接零件自动转移和交换,成为独立的自动焊接单元,并采用非多关节机构的自动焊接装置,目前还是空白。同步自动焊接单元能实现批量零件的、复杂形状的自动焊接,焊接零件自动转移和交换,焊接区域与上下料区域隔离,并实现焊接工序和上下料工序的同步进行,安全性、质量、效率、自动化程度大大提高。
1 工作原理
本实用新型主要由底座、滑座、立柱、横臂、摆臂、三向导轨、三向驱动机构、自动回转台、零件固定装置、区域隔离装置、焊接系统和电气自动控制部分(由电柜、操作站组成)构成。其中,摆臂可以是自动调整机构,也可以是手动调整机构,三向导轨可以是线性导轨,可以是滑动导轨,也可以是滚动体与滑动的复合导轨。
通过电气自动控制,驱动立柱、滑座和横臂的三向坐标运动,实现摆臂的三向坐标运动,而焊接头与摆臂连接,从而实现焊接头按照预定的轨迹移动,实现复杂轨迹的自动焊接。同时,通过电气自动控制,驱动转台的自动回转和分度,实现已焊接零件和待焊接零件的自动转移和交换。
回转台可以根据零件的大小,分割成各种不同工位数的区域,其中的一个或几个区域为上下料区域。
解决轨迹复杂的批量零件的自动焊接、零件自动转移和交换、焊接与上下料同步进行、结构性能可靠等问题。
2 结构设计
如图1、图2和图3中所示,X向导轨3安装在底座1上,立柱4装在X向导轨3的滑块上;Z向导轨10安装在立柱4的左侧,滑座7安装在Z向导轨10的滑块上;Y向导轨21的滑块安装滑座7的上方,横臂6安装在Y向导轨21上;X向齿轮齿条2中的齿条安装在底座1的中部上,其中的齿轮和X向进给电机与减速机组件22连接,而X向进给电机与减速机组件22安装在立柱的右侧下方;Y向进给传动机构与X向的相同,其中的齿条安装在横臂6的下方,其中的齿轮和Y向进给电机与减速机组件5连接,而Y向进给电机与减速机组件5安装在滑座7的后部;Z向丝杆副8与Z向进给电机组件9连接,安装在立柱4上的两导轨10中间;摆臂11与置于横臂6的前端,通过铰接回转机构与横臂6相连,焊接头12通过滑动副与摆臂11相连;回转台14安装在支架20上,通过中央的滚动轴承15与支架20连接,通过若干个滚动体16支承在支架上;回转台电机19与减速机18连接,减速机18输出轴与减速齿轮副17的小齿轮连接,减速齿轮副17的大齿轮与回转台14的中心轴连接;回转台14台面上安装有圆形板与辐射板组合的隔离板23,焊接零件13安装在每个隔离区内,也可以去掉隔离板23,焊接零件直接放置在回转台中部;电气控制柜24置于主机后部的适当位置,焊接系统箱置于主机后部的适当位置。
工作时,通过编程和电气制动控制,使X、Y、Z向进给电机22、5、9通过相应的传动机构,分别驱动立柱4、横臂6、滑座7,实现X、Y、Z向的坐标运动,从而实现焊接头9的复杂轨迹运动;通过编程和电气制动控制,也同时使回转台电机19通过减速机18、减速齿轮副17驱动回转台14的分度运动;通过电气控制,控制焊接系统的工作,实现规定的焊接动作和功能。
摆臂11可以手动调节,实现焊接头12方向的调整;焊接头12也可以手动调节,使焊接头12在摆臂11上滑动,实现焊接头12在摆臂11中位置的调整;
摆臂的调整也可以采用电机驱动自动调整方式。
X、Y、Z三向导轨可以是线性导轨,可以是滑动导轨,也可以是滚动体与滑动的复合导轨。
根据焊接零件13的大小,调整隔离板23的区域数,形成不同的工位数。也可以去掉隔离板23,直接将焊接零件放置在回转台中部,适应较大规格焊接零件,也实现焊接零件的多面焊接功能。

图1 侧视图
3 结论
同步自动焊接单元在两家机械有限公司所生产的产品装载机轴套、油箱经实际应用,可实现批量零件的复杂形状自动焊接,已焊接零件和待焊接零件自动转移和交换,焊接区域与上下料区域隔离,实现焊接工序和上下料工序的同步进行,提高了自动化程度,操作工人由原来的6人三班倒调整为3人,产量由每天60件提高到每天接近100件,废品率降低5%,同时提高了安全性。
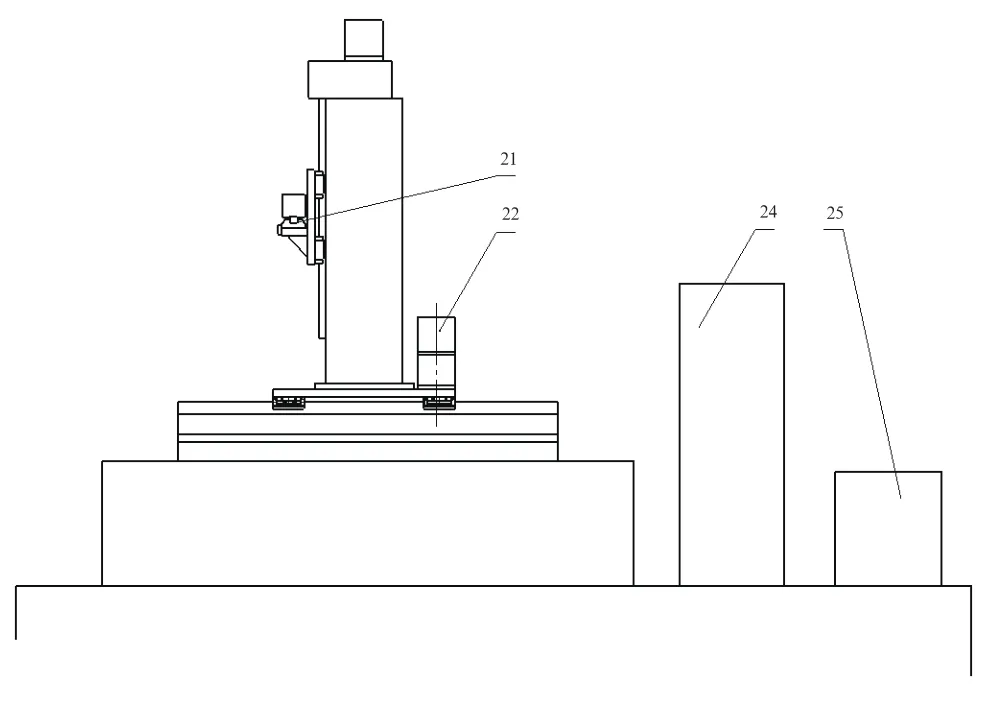
图2 立柱底座部件正视图
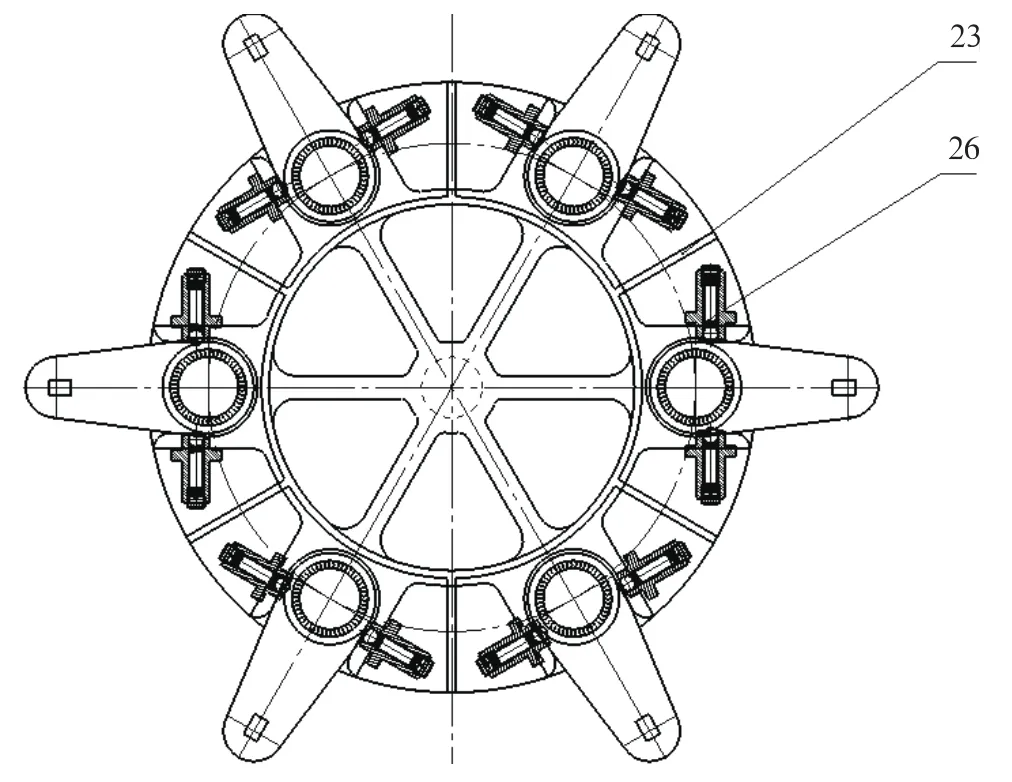
图3 回转合俯视图
[1] 李丹,等.T形管自动焊接机控制系统设计[J].现代制造工程,2007,12.
[2] 赵金玲.旋压储风缸自动焊接机设计[J].光机电信息,2009,12.
[3] 陈鹏,等.S型触头银触点自动焊接机的设计[J].焊接技术,2010,9.
[4] 丁德全.金属工艺学[M].机械工业出版社,2011.
