SiC颗粒增强铝基复合材料磨削温度的研究
2011-06-08李德溥
李德溥
(哈尔滨商业大学轻工学院,哈尔滨 150028)
颗粒增强铝基复合材料具有优良的力学性能,但同时也是一种典型的难加工材料,难以对其进行后续加工是这种材料大规模推广应用的主要障碍[1-3].目前,切削加工是颗粒增强铝基复合材料的主要加工方法,但由于大多数刀具材料的硬度都低于增强颗粒(SiC、Al2O3等),切削加工中刀具磨损剧烈,造成加工成本过高[4-6].
磨削是加工金属和陶瓷材料的重要方法,但应用于颗粒增强金属基复合材料加工的研究较少,在磨削温度、磨削加工机理等方面有待于进行系统深入的 研究[7-8].本文通过人工热电偶法测量Al2O24/SiCp复合材料的磨削温度,分析加工参数对其影响规律,以及磨削温度对加工表面质量的影响,为进一步深入研究颗粒增强铝基复合材料磨削加工技术及其应用奠定基础.
1 实验设计
采用人工热电偶法测量磨削温度.实验时在工件上加工直径为3 mm的盲孔,孔底距离被加工表面0.5 mm.将K类热电偶装入孔中,保证热电偶金属丝与孔底紧密接触,用室温固化胶305封闭孔口,如图1所示.
热电势信号采集装置由计算机、A/D卡,采集信号放大电路组成.信号放大电路如图2所示,图中AD623为仪表级信号放大器,HY6021为A/D卡.
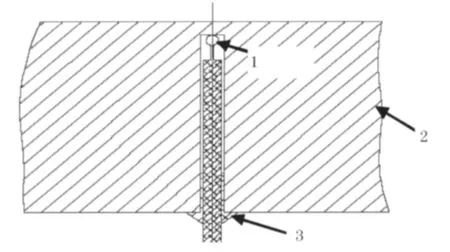
图1
实验材料主要参数见表1.电镀金刚石砂轮参数见表2.
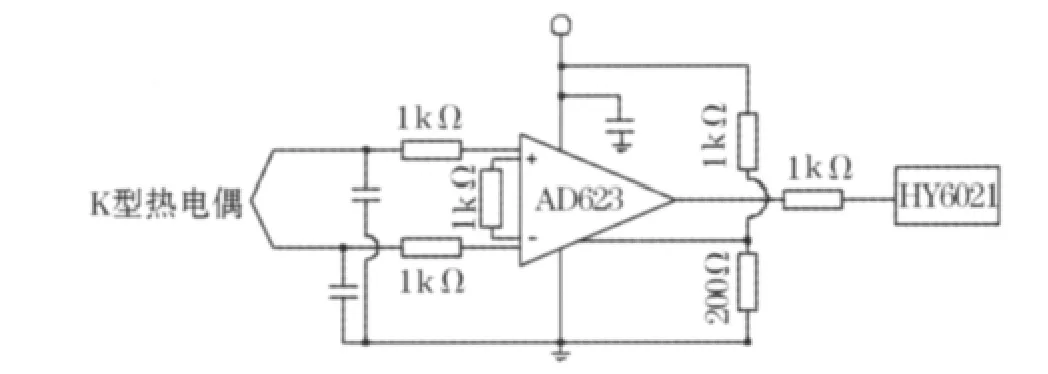
图2 信号放大电路
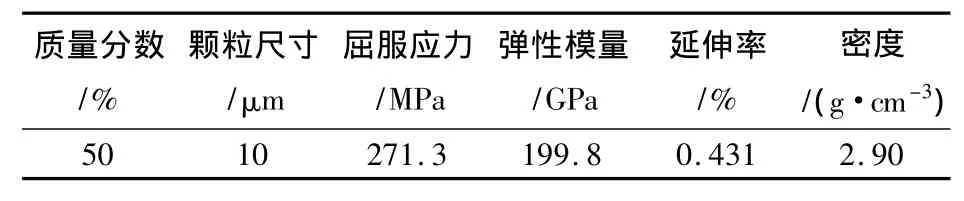
表1 实验材料的主要参数

表2 电镀金刚石砂轮的主要参数
2 结果与分析
2.1 磨削加工温度影响因素
在磨削加工中,当工件材料和砂轮一定时,影响温度的主要因素是加工参数,即磨削深度、砂轮转速和进给速度.图3~5为不同加工条件下,磨削温度的随主轴转速(n)、进给速度(f)和磨削深度(ap)的变化情况.
从图3可以看到磨削温度随主轴转速的增大而增大.这是因为:增大砂轮旋转速度,单位时间内工作的磨粒数量增多,切屑厚度变薄,切削变形能增大,产生更多的热量.同时,磨粒与工件之间摩擦加剧,随着摩擦作用的加剧,热量传导到工件的比例增大,也促使工件温度上升.
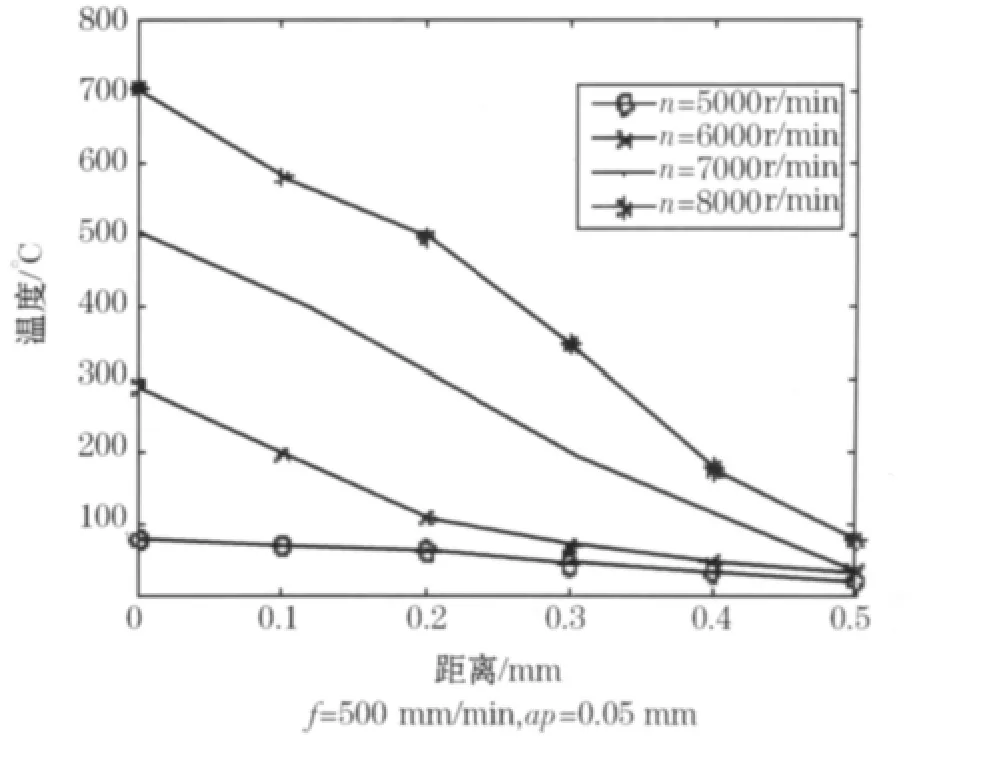
图3 主轴转速对磨削温度的影响
增大进给速度,磨屑厚度增大,变形力和摩擦力增大,产生更多的热量,使温度升高.但是,随着进给速度的增大,热源在工件表面上作用的时间缩短,使工件表面温度有所下降.从图4可以看出,随着进给速度的增大,磨削温度有较大的升高,说明随着进给速度的提高产生了更多的热量,而热源移动速度的影响不大.
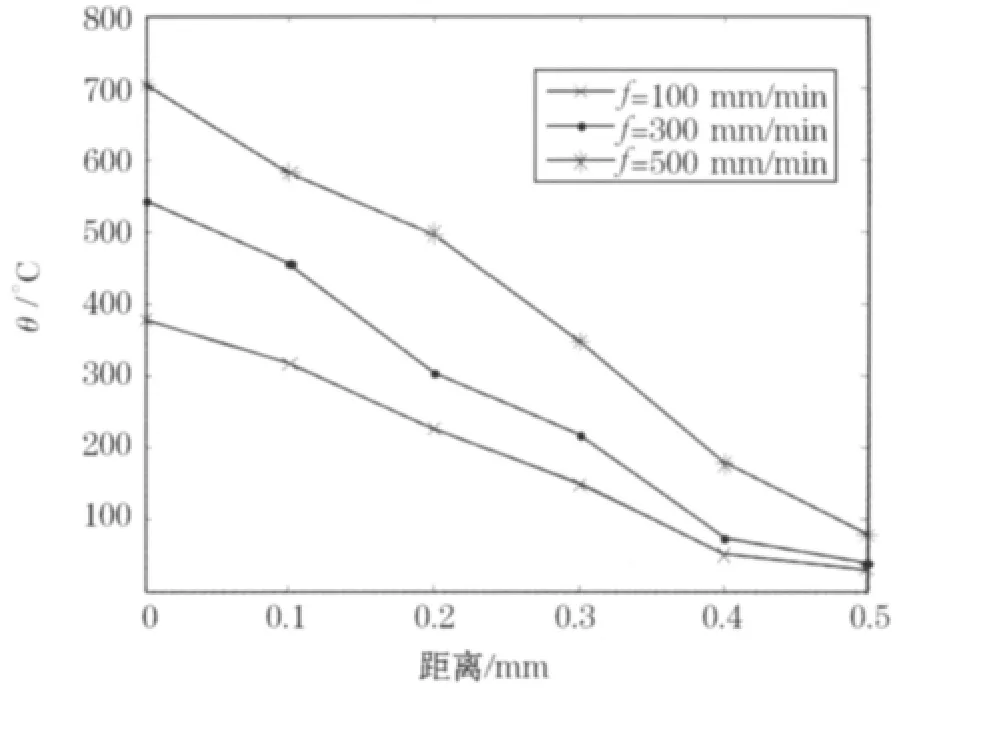
图4 进给速度对磨削温度影响
从图5可以看出,随着磨削深度的增大,加工表面温度提高.在加工过程中,随着磨削深度的增加,材料去除量相应增大,需要消耗更多的能量.在加工过程中所消耗的能量大部分转化为接触弧区内的热量,导致加工温度升高.
另外,从图3~5也可以看出,在磨削区域内沿着深度方向温度的分布特点,即表面温度明显高于工件内部的温度,这是因为冷却液迅速将磨削产生的热量带走的缘故.
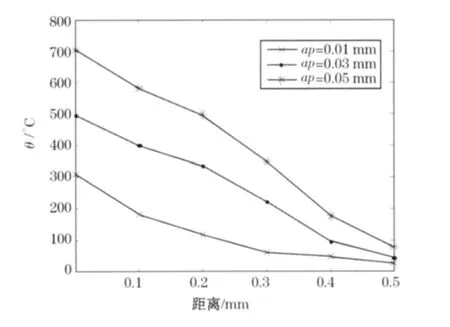
图5 磨削深度对磨削温度影响
2.2 磨削加工温度对表面质量影响
磨削加工的表面温度直接影响加工表面的质量,进而影响零件的使用性能.从图3~5可以看到在不同的加工条件下,加工表面的温度情况(磨削深度接近0时的磨削温度).在实验所采用的加工参数条件下,最高温度达到了700℃以上,最低温度为90℃左右.
图6分别为加工表面形貌和化学元素能谱分析结果,实验结果是在主轴转速为8000 r/min、进给速度为500 mm/min和磨削深度为0.05 mm条件下得到(此时加工表面温度为720℃,超过了2024铝合金的熔融温度).从图6中可以看出,在加工表面上铝基体熔化后重新结晶,并且加工表面层O2的含量较高,说明加工过程中产生的高温使表面产生氧化.在本文中的其他实验下工件已加工表面上未发现铝基体熔化后重新结晶情况,也没有严重的氧化现象.
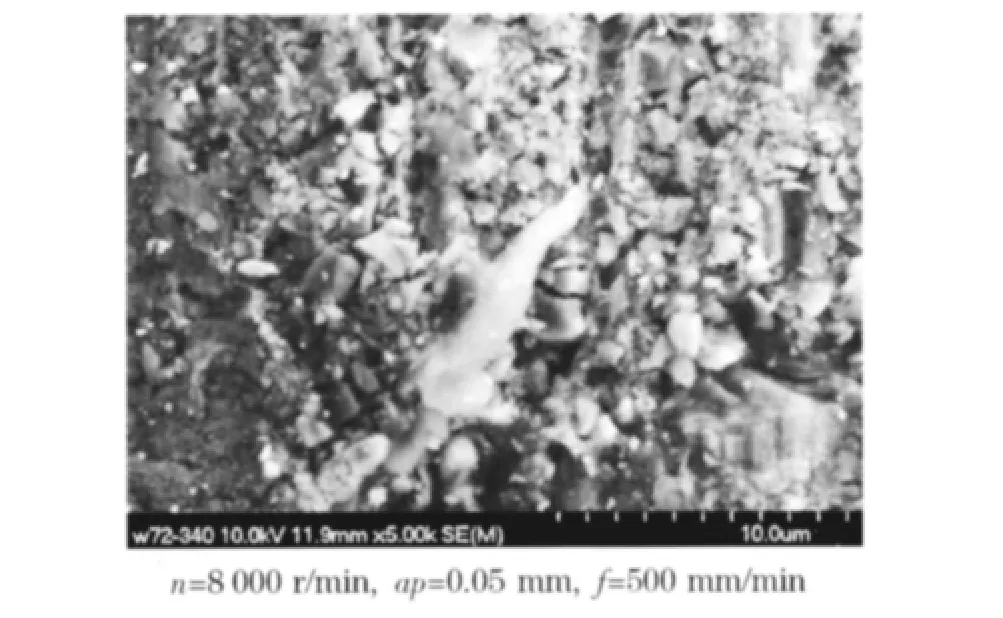
图6 铝基体重铸
3 结论
使用标准热电偶测量距离加工表面不同位置处的磨削加工温度,研究了加工参数对磨削温度的影响,并分析了加工表面温度对表面质量的影响,得出以下结论.
1)磨削温度随着主轴转速、磨削深度、进给速度的增大而增大.在实验采用的加工参数条件下,加工表面最高温度达到了700℃以上,最低温度为90℃左右;
2)应选择合理的工艺参数以控制加工表面的温度,避免加工表面发生铝基体熔化、重铸和氧化现象.
3)由于冷却液的作用,加工表面温度明显高于磨削区域工件内部的温度.
[1]DING X.W,LIEW Y H.Evaluation of machining performance in of MMC with PCBN and PCD tools[J].Wear,2005,259:1225-1234.
[2]QUAN Y M,ZHOU Z H.Tool wear and its mechanism for cutting SiC particle-reinforced aluminium matrix composites[J].Journal of materials processing technology,2000,100:194-199.
[3]ERRIC R.Calzavarini[J].Journal of materials processing technology,2001,119:257-260.
[4]KURIYAGAWA,KATSUO S,HIDEO O.Grinding temperature within contact arc between wheel and workpiece in high-efficiency grinding of ultrahard cutting tool materials[J].Journal of Materials Processing Technology,2003,136:39-47.
[5]DAVIM J P.Diamond tool performance in machining metal-matrix composites[J].Journal of materials processing technology,2002,128:100-105.
[6]MULLER F.Non-conventional machining of particle reinforced metal matrix composites[J].Journal of Materials processing Technology,2001,118:278-285.
[7]ANTONIOMATIA D.A comparison between conventional abrasives and superabrasives in grinding of SiC-aluminium composites.International[J].Journal of machine tool and manufacture,2000,40:173-184.
[8]ZHANG W Z .Grinding of alumina/aluminum composites[J].Journal of materials processing technology,2002,123:13-17.
