晶片映射系统原理及实现算法研究
2011-06-04高小虎侯为萍
宫 晨,高小虎,侯为萍
(中国电子科技集团公司第四十五研究所,北京 101601)
随着全球半导体市场的蓬勃发展与激烈竞争,半导体设备的自动化水平要求也越来越高。在一些高端全自动设备中,多采用机械手臂从料盒取放晶片,而由于不同用户的不定需求,往往料盒中的料片不是全满的,机械手进行取片时普遍的做法是机械手臂运行到料盒某层取片位,然后开启真空,如果手臂上真空量大于某一域值,说明该层有晶片,手臂即可取走晶片;如果真空量小于等于该域值说明该层无晶片,此时手臂抬升到下一层位置,再通过真空量判断是否有晶片,往复执行到某层有片或该料盒最后一层被执行完毕。这种真空吸附判断法,有如下两种弊端:一、执行效率低,特别是料盒为空时,系统需要走完料盒中所有层才能判断该料盒是空料盒,并提示用户更换新的料盒;二、无料片纠错功能,如果料盒中某层放置两个晶片或某晶片放入相隔两层,机械手臂不能事先判断出来,往往会导致设备停止或料片受损。为了避免上述弊端,这就迫切需要一种新的方法,能够在机械手臂取片前事先自动得知该料盒的所有层的状态,自动进行相应操作并反馈给操作者。
1 晶片映射系统介绍
晶片映射系统是一种机、光、电配合的用来映射出料盒每层晶片状态的机构,该系统是由安装在机械臂末端的低等级激光进行晶片扫描,通过传感器反馈来判断晶片槽中的晶片是否存在及正常。
晶片映射系统会根据扫描起点与终点位置自动判别操作人员放置的实际料盒高度与设置的标准高度是否一致,如果得出结果不一致时,晶片映射系统会自动报警反馈给用户。
晶片映射系统会记录晶片位置,以及对晶片数量进行统计,如果晶片都处于正常状态放置,系统会操作机械臂对晶片盒中的晶片进行收集,但是当出现机器关闭或晶片交叉、双层放置等错误时,晶片映射系统会进行报警,并在视图界面中绘制当前晶片盒中的晶片状态。操作人员可以根据提示进行取消操作或者点击OK按钮,来指示系统进行下一步操作,即跳过任何空的、放置有问题的晶片槽或者取出晶片盒进行整理。
2 晶片映射系统构造及原理
我们在机械手扫描手臂前端固定一对LED发射和接受的装置(见图1),当执行晶片映射扫描时,机械手θ轴旋转到料盒中心处、z轴升降到扫描起始位、y轴(即安装LED装置的机械手扫描手臂轴)伸缩到扫描位。根据选择的顶部扫描或底部扫描(见图2)方式,当z轴从顶部扫描起使位下降到料盒底部的扫描起使位或从底部扫描使位上升到料盒顶部的扫描起使位时,带动y轴一起升降并扫描,通常未做特别处理的硅晶片是反射激光的,当y轴上的发射器与接受器中间有晶片时,发射器发射的光束被晶片边缘发射而不能传递到接收器上;如果中间没有晶片,则接受器感应到发射器传递过来的光束而转换产生电平信号。在扫描执行过程中,我们需实时采集接收器端的电平信号,并记录若干对(最多为料盒层数)电平信号跳变时的机械手z轴位置,每一对位置对应了料盒中的一个晶片位置,并将这些对位置保存到系统软件中开辟的二维数组中进行算法分析。算法中将会根据晶片厚度、料盒每一层槽宽、料盒每一层在系统坐标中的位置及二维数组中的若干对位置映射出料盒总片数、每一晶片所处层号、是否有双片放置、交叉层放置等状态。
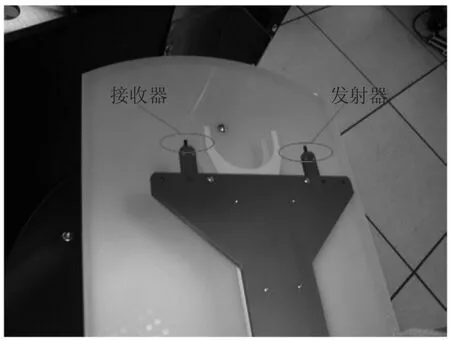
图1 扫描装置
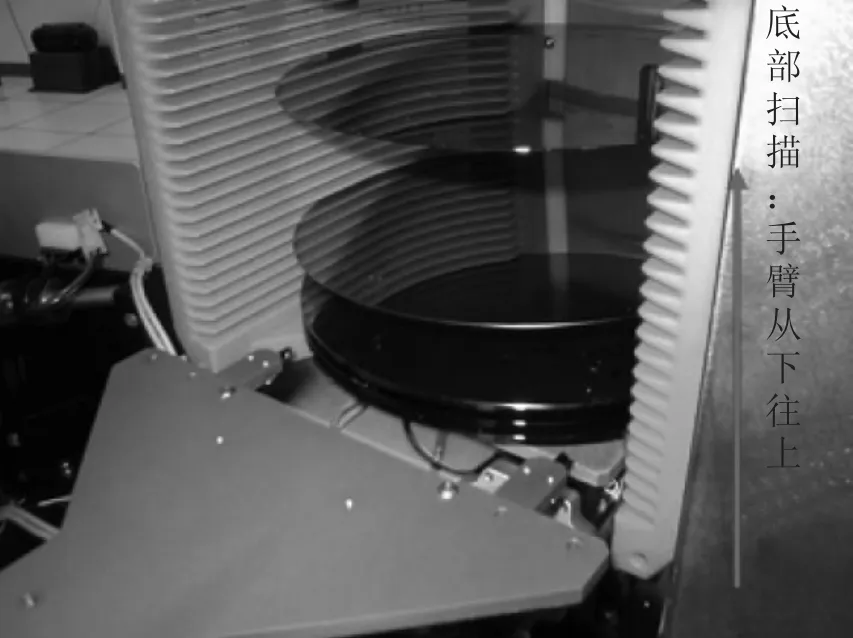
图2 扫描运动方式
3 晶片映射系统实现及算法
3.1 参数配置与数据采集
在晶片映射系统进行扫描前,需要对扫描参数进行配置,以保证扫描结果的正确性。需要配置以下参数:Range:晶片的实际位置和计算位置允许的偏差值,范围默认设定为晶片厚度的0.2倍;Pitch:片盒槽宽,对一批料盒此数值是固定的,可以测量得出;Thickness:晶片的实际厚度,用来确定是否某些槽放置了“双层”晶片;TScanPos:机械手θ轴执行扫描时的位置;YScanPos:机械手扫描轴y扫描时的位置;YSafePos:机械手扫描轴缩回到的安全位置;ZTopScanPos:机械手z轴顶部扫描位置;ZBtmScanPos:机械手z轴底部扫描位置;ZScanSpeed:z轴扫描时电机运行的速度,为了扫描的可靠性,扫描速度不应过高。TapeSingalOnPos:发射光束从打断状态恢复时的“z”轴位置,即接收器恢复有信号时的位置;TapeSingalOffPos:发射光束被打断时的“z”轴位置,即接收器从有信号跳变到无信号时的位置。
在各电机轴被成功初始化后,即可执行晶片映射操作,当扫描开始进行时,晶片扫描系统开辟一个工作线程进行运动与扫描工作,每次扫描前应确保y轴缩回到安全位,这样θ轴旋转、z轴升降到扫描位时确保y轴不会与料盒等其他机构碰撞干涉,再建立一个布尔变量bIsSingaled,初始值设定为假,用来保证只有接受器上信号发生跳变时才采集当前z轴位置并存入到二维数组中。晶片映射系统提供顶部扫描和底部扫描两种方式,如果是顶部扫描则z轴扫描起始位为ZTopScanPos,扫描结束位为ZBtmScanPos;如果是底部扫描则相反。机械手θ轴、z轴、y轴成功到达扫描位后,z轴从扫描位向扫描结束位方向运行,在电机停止运行前一直刷新接收器上信号,如发生跳变就采集数据。概要流程图见图3。

图3 映射系统概要流程
3.2 映射算法分析
在晶片映射系统执行过程中,如果异常处理模块没有反馈异常,我们就可以对采集的到的若干对位置进行分析,以映射出料盒中所有晶片状态。对于z轴没有外接光栅尺、磁栅尺等反馈信号,仅用电机自身编码器的情形,需要将晶片厚度、片盒槽宽数值转换为编码器脉冲值,定义常量Scale,这里代表1 mm对应的脉冲数。
定义iNum表示料盒中某槽的层号,那么晶片盒的每层槽宽的脉冲值范围为:(iNum*Pitch*Scale+ZBtmScanPos)~((iNum+1)*Pitch*Scale+ZBtmScan-Pos)。将这若干对位置与料盒每一层的槽宽脉冲范围进行比较,如果某对数据中任一值处于此范围说明此层有料片。在某层有料片时,料片正常放置:(Thickness-Range)*Scale<|TapeSingalOffPos-TapeSingallOnPos|<(Thickness-Range)*Scale时;料片双层放置:(2*Thickness-Range)*Scale<|TapeSingalOffn-Pos-Tape SingallOnPos|<(2*Thickness+Range)*Scale;料片交叉放置:某对数据不能同时处于某层的槽宽脉冲范围并且|TapeSingalOffPos-TapeSingallOnPos|>(2*Thickness+Range)*Scale)。通过此映射算法,就能算出是否料盒为空盒、有双层晶片、交叉放置晶片的层号,及当前料盒总共的料片数目,见图4与图5,并能够及时反馈给操作者并图形化显示。

图4 映射分析结果(空料盒)
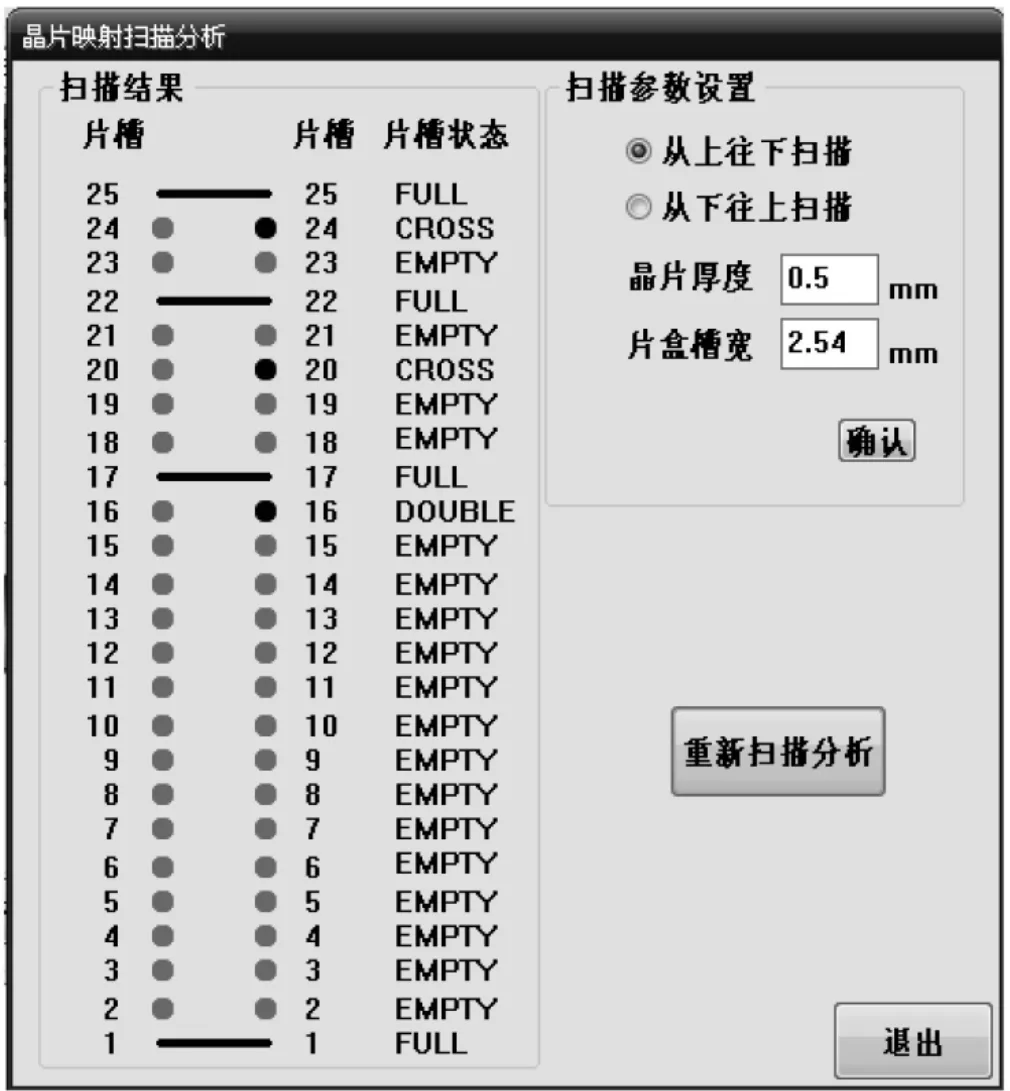
图5 映射分析结果
4 总 结
晶片映射扫描系统能够准确、有效地映射出料盒内所有晶片的状态,当料盒处于空料盒、双层放片、交叉放片等状态时能够报警,当料盒状态正常时,机械手会自动到各有片层取片,克服了机械手传统真空判断取片方式的执行效率低、料片无纠错的弊端,大大提高了设备整体的可靠性和自动化水平。
[1]善成祥.传感器原理与应用[M].北京:国防工业出版社,2006.
[2]朱雪臣.传感器与技术检测[M].北京:人民邮电出版社,2009.
[3]刘新福.导体测试技术原理与应用[M].北京:冶金工业出版社,2007.
