MCVD料温控制系统的改进
2011-06-04刘立起
刘立起
(中国电子科技集团公司第四十六研究所,天津 300220)
MCVD(改进的化学气相沉积法)系统是用于光纤预制棒制做的设备系统,其中的传统料温控制系统都是以半导体制冷箱或油浴、水浴方式来进行控制的,其缺陷在于温控箱体积大、耗能大、噪音大、温度平衡滞后大、对环境污染严重尤其不适宜安装在净化间内使用,多年来为了解决这些问题工艺人员想了许多办法,用加长系统管路的方法将料温箱远离工作间,而这个方法只解决了噪音问题,对于其它问题仍旧无济于事,系统管路的加长又给工艺方面带来了新的麻烦,系统的污染因素相对增加。在光纤预制件净化间改造后,我们对玻璃车床进行了全面设计和改造,料温控制问题也得到了解决。
1 控制原理框图的比较
从图1和图2的控制原理框图很清楚的看到,图2只有一个加热控制就达到了料温稳定这一控制目的。而图1中有加热、制冷、搅拌电机等多种耗能项,加热使用的电炉丝功率在1~2 kW间,制冷使用的空调压缩机功率同样在1~2 kW间,两者交替作用,为了保证水箱或油箱中的介质保持在同样温度中,搅拌电机始终处于工作状态,系统组件的多少也预示着故障率的多寡,无论从节能降耗、维修维护、运营成本、设备正常率等方面考虑,两者相比较图2的控制方式是一个比较理想的方案。

图1 传统料温控制原理框图

图2 设计改进型料温控制原理框图
2 控温试验
工艺要求料温控制应该在23±0.1℃~35±0.1℃之间可控,为了试验低温环境与被控目标之间的关系,我们用自来水模拟低温环境,用酒精模拟掺杂料。水温20℃时被控温度分别是23℃和35℃时的温度曲线(见图3)。
控制仪表选用昌辉公司SWP系列微处理化数字仪表,热电阻选用Pt100.1,加热器功率200W,电压 220 V(AC)。
从图3中看到,在仪表参数设定相同时,被控温度越低其超调量越大,进入稳定控制时间相对要长。多次改变PID参数后这种超调情况没有明显变化,后来改变控制输出比例(PIDH)为20%时,两种被控温度的超调量明显减小。那么说明加热器功率偏大是造成温度超调和震荡的主要原因。
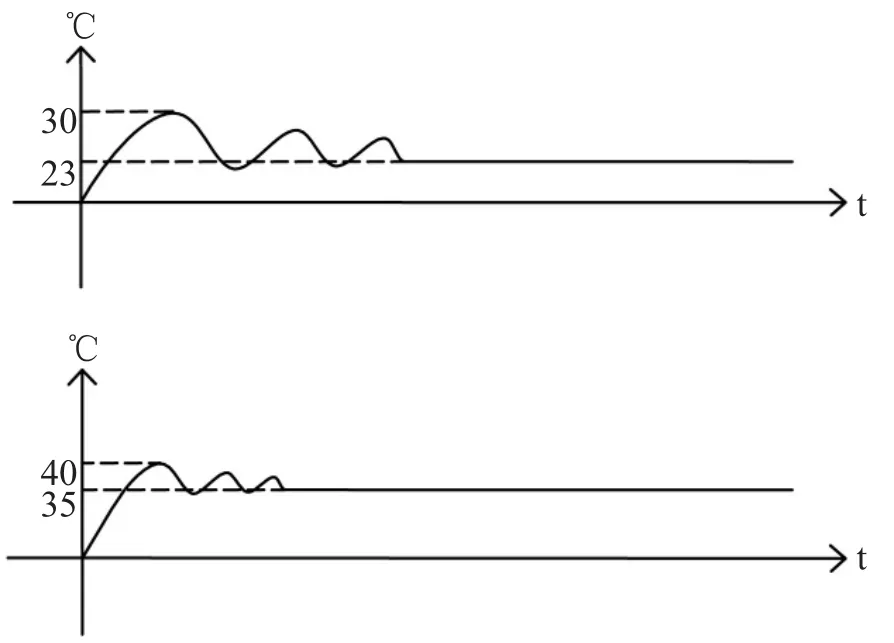
图3 温度曲线
经多次试验还证明:环境温度与被控目标温度值大于2℃时,被控目标温度的精度就可以控制在±0.1℃之内,那么用7℃水作为冷环境条件是完全可以满足被控参数的。
3 设计制做
对于 3种料瓶:SiCl4-准150mm BBr3-准100mm POCl3-准50mm高度均为250mm,在充分保留了加热带功率裕量的前提下。选用硅橡胶加热带的面积和功率如表1所示。
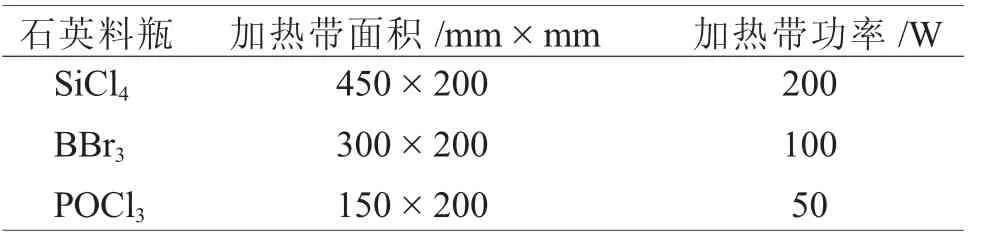
表1 加热带面积和功率分配
料温箱示意图见图4。

图4 料温箱及料瓶的剖面图
4 讨论
为了保证热电阻能够及时准确的反映出真实的料温,热偶槽的直径应该尽量接近热电耦的直径,为了保证低料位的正常工作,热偶槽的深度应该大于料瓶高度的80%。
为防止温度因意外原因超温,温控表功能中设有上限报警自动切断电源的功能,产生声光报警提醒工艺人员到现场给予处理。
对于硅橡胶加热带的选择,应注意在加热功率满足料瓶加热的情况下应尽量加大面积,减小单位面积上的加热功率。这样再加上仪表PID控制和输出功率上、下限的限制。使料温目标温度以最快速度达到稳定且超调量越小越好,这一点很重要。硅橡胶加热带的抗腐蚀性完全可以满足料箱环境。本设计综合控制指标满足料瓶高、中、低料位的温度控制。
本控制方式充分利用了已有的水资源,节约了制造成本。系统部件很少几乎不用维护,节约了运行成本,如表1中所列功率总和为350W,输出功率控制在20%以内,加上控制表的自身功率损耗,总功率不会超过100W,远远低于传统的料温控制的功率损耗,该控制方式对控制仪表性能方面没有太高要求。进一步实验证明,当去掉7℃水的冷环境后,也就是使料瓶处于室温状态下,只要控制目标温度≥室温+2℃时,本料温控制系统的控制精度仍然能够达到工艺要求。
5 实验结果分析
在玻璃车床料温控制系统改造之前,我们所制备的光纤预制棒存在的主要问题是料温控制不够精确、料温跟随速度慢、控制的稳定性比较差,导致的结果就是所制备光纤预制棒参数难以满足使用的要求,主要问题是光纤预制棒的芯径偏差比较大,而且折射率的分布也不够均匀。以应力预制棒的制备为例进行说明。应力预制棒主要采用MCVD工艺方法制备,过程中用到的主要化学反应方程式为:
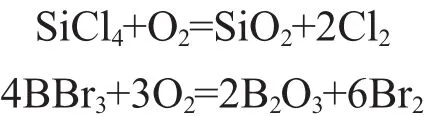
在这一工艺过程中,高纯氧气进入料瓶进行鼓泡后将饱和原料蒸汽带入石英基管,在高温下发生上述的化学反应从而实现应力预制棒的制备。其中,为了更好的控制原料的饱和蒸汽浓度,需要精确控制料瓶的实际温度,而由于料瓶处于不断鼓泡的状态,高纯氧气的温度又比较低,因此需要一套反应快速且稳定的料温控制系统。半导体制冷箱及油浴加热的料温控制系统的缺点不仅仅是温控箱体积大、耗能大、噪音大、对环境污染严重,更为主要的是无法达到MCVD工艺的实际料温控制要求,表2就是采取该料温控制方式所制备的应力预制棒参数表。
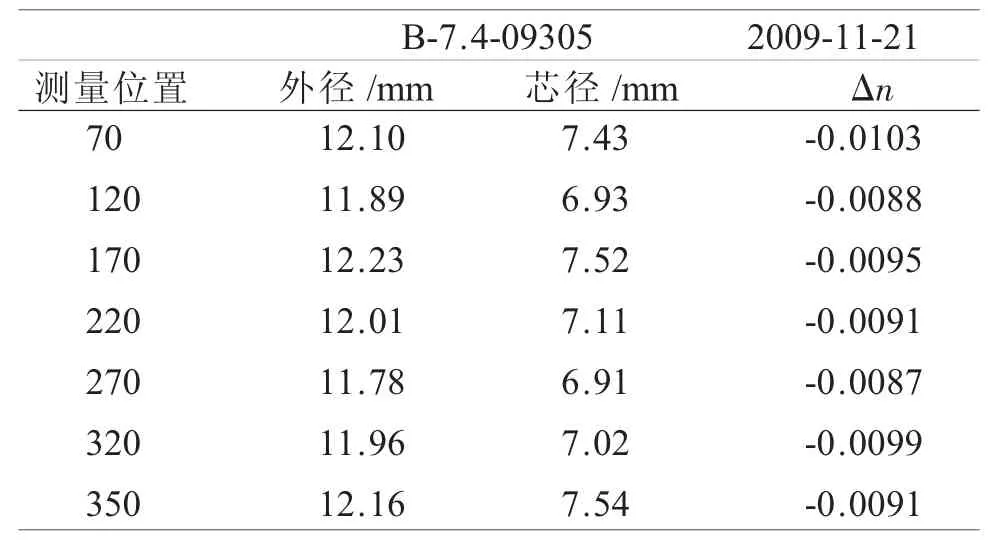
表2 传统料温控制方式下应力预制棒参数表

表3 新型料温控制方式下应力预制棒参数表
从上述的统计数值分析可看出:新的控温方法所生产的光纤预制棒的几何尺寸的质量远高于老的传统控温方法的产品。从图中可以看出,由于料温控制系统的落后,我们所制备的应力预制棒质量较差,不仅芯径偏差比较大,而且折射率的分布也很不均匀,为了使用方便,我们只能减小应力预制棒的单根使用长度,造成生产效率比较低下。
采用新型料温控制系统之后,由于控制方式的改进,料温控制速度及精度大大提高,所制备应力预制棒的芯径及折射率偏差均大幅度的减小,表3就是采用新型料温控制方式后作制备的应力预制棒参数表。从表中可以看出,所制备应力预制棒的参数水平大大提高,有效使用长度也增加了很多,极大的提高了生产效率。
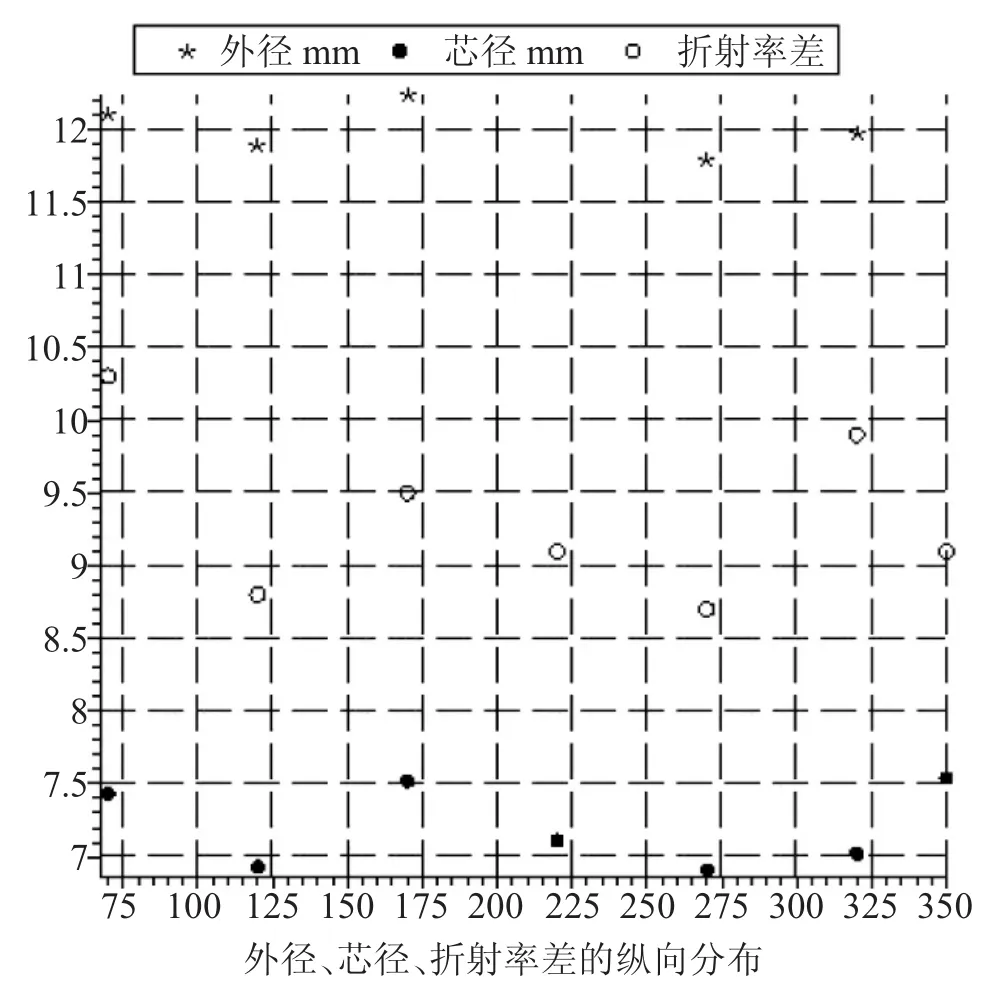
图5 传统料温控制下的外径,芯径、折射率差的纵向分布

图6 新型料温控制下的外径、芯径、折射率差的纵向分布

表4 新、老(传统)控温方法下的外径、芯径的统计分析
6 结 论
该控制系统完全达到了最初的工艺设计指标,经上百炉次的光纤预制棒的生产证明,它控温适应性强、操作方便、故障率低。目前已经普遍应用于光纤部光纤预制件生产中。
