LM在涂料树脂反应釜控制系统中的应用
2011-06-04北京和利时自动化驱动技术有限公司王志炼
北京和利时自动化驱动技术有限公司 王志炼
1 引言
近年来,随着产业结构的调整,部分树脂企业技术改造与更新的步伐加快,树脂的生产设备呈现大型化趋势。国内树脂生产用的反应釜容积过去大多是25m³,生产过程基本全部为手工操作,现在已基本普及50m³,控制设备已经从人工控制升级到PLC程控。
基于和利时公司LM系列PLC的涂料树脂反应釜主要完成对反应釜现场的温度及压力信号采入控制系统进行集中显示和控制,当反应釜的温度或压力达到报警设定值时,发出声光报警;当反应釜的温度和压力继续升高,达到或超过联锁设定值时,产生联锁动作,关闭导热油锅炉点火系统,并打开冷却管阀门进行冷却降温,同时发出声光报警。下面就详细介绍一下基于和利时公司的LM系列PLC搭建的涂料树脂反应釜控制系统。
2 涂料树脂反应釜控制系统工艺
涂料树脂反应釜控制系统工艺结构如图1所示,通过泵将植物油酸、多元醇输送到反应釜内,打开反应釜投料口,投入苯酐(顺酐),使用导热油对反应釜进行加热,及脱水反应。反应预设定时间后,从高位缸加入二甲苯(甲苯)溶剂,一边冷却,一边搅拌溶解,搅拌均匀后即可包装为成品,整个反应过程为常压。
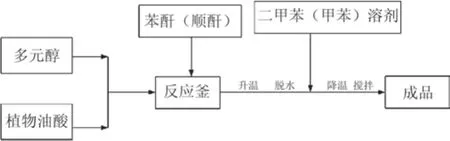
图1 涂料树脂反应釜控制系统工艺示意图
3 涂料树脂反应釜控制系统设计
• 系统结构
此系统采用和利时公司的LM系列PLC作为控制器。控制系统结构如图2所示,使用的模块包括LM3108、模拟量扩展模块LM3310、温度采集模块采用LM3312。其中需要PLC监测控制的对象包括各个反应釜的温度、压力、阀门状态、故障报警输入、变频器的启停、报警指示输出、阀门控制等。同时,系统集成了带有显示功能的人机面板。一方面,可以通过从人机界面进行相关的参数输入;另一方面,可以及时反馈反应釜当前的运行状态以及报警状态。

图2 涂料树脂反应釜控制系统结构图
• PLC硬件配置
本系统采用和利时公司的LM系列PLC,LM系列PLC的CPU上集成了丰富的通讯接口,一个RS232接口以及一个RS485接口,不用另外扩展通讯模块即可组成复杂的通讯网络,既能满足客户的通讯需求,又为其节约了投入成本。控制系统硬件清单见表1。

表1 控制系统硬件清单
• 触摸屏操作系统
触摸屏可以在现场对设备进行监视与控制,以及在设备调试时使用。触摸屏系统中包括每个反应釜温度参数设定、压力参数设定、系统阀门状态监视、历史曲线、报警信息记录等五大功能菜单。通过参数设定,可以很方便地对每个反应釜的温度报警点和压力报警点进行设置,观察历史曲线趋势可以了解到每个反应釜的温度曲线以及压力曲线,当其中某个反应釜因为温度或者压力超过设定值时,系统会自动弹出相关的报警信息并提示操作人员作出反应;系统运行主画面如图3所示。

图3 触摸屏系统运行画面
4 应用特点
基于LM的涂料树脂控制系统具有如下特点:
• 温度和压力控制精度高
反应釜温度和压力的控制精度要求很高,模拟量采集采用模块LM3310,接收来自现场压力传感器4~20mA的电流信号,采集精度高达0.5%,温度采集通过LM3312热电阻模块,高精度的模拟量采集性能,为生产高品质的树脂提供了保障。
• 可实现本地保存工艺参数
LM 系列PLC的CPU模块LM3109自身带有6K的掉电数据保持区,可实现工艺参数及历史运行数据的本地保存。同时,还具有实时时钟功能,能记录和显示当前时间。
• 快速的输出性能
反应釜生产过程中有大量的阀门开关需要控制,PLC从信号发生到响应是有一定延时的,在某些时候,诸如超温超压时候,需要导热油泵立即停止,瞬间的延时可能导致压力继续快速上升。LM PLC拥有高性能的输出特性。首先,LM3108具有立即输出功能,即可以不受扫描周期的影响而立即输出信号,缩短了信号响应的时间;其次CPU具有强大的运算能力,可以同时处理几十个模拟量点,可执行多个回路的PID运算,可以完成对温度、压力和流量等模拟量的闭环控制。
5 结语
采用和利时LM系列PLC对涂料树脂反应釜进行控制后,由于其强大的模拟量处理功能和稳定的运行性能,使得树脂的生产效率和产品的合格率大大提高。同时,LM系列PLC的高性价比和紧凑的一体化设计,有效地节约了成本和电气设备的安装空间。
[1] 夏晨, 李朴. 反应釜设计及其温度控制系统[Z]. 化工自动化及仪表. 2004, 1.
[2] 毕效辉, 韩永国. 聚酯树脂生产过程控制系统[Z]. 工业仪表与自动化装置. 2003, 10.
[3] 和利时公司. LM小型可编程控制器软件手册[Z]. 2008.
[4] 和利时公司. LM小型可编程控制器硬件手册[Z]. 2008.
