MGKS1332/H数控高精度超高速外圆磨床
2011-05-30
近年来,国内的数控机床进入了快速发展时期,涌现出一批具有较高技术水平的中高档磨床。但这还不能满足市场需求。如随着航天、电子、核电等行业的发展,对包括脆性材料、粘性材料、涂层材料在内的难加工材料的应用需求越来越迫切、应用领域也越来越广泛,并且要求加工材料越来越多样化,加工精度要求也越来越高。而目前国内难加工材料的加工工艺、加工设备落后,无论从工艺研究还是从装备发展来说,研制高精度的高速、超高速数控机床势在必行。
MGKS1332/H数控高精度超高速外圆磨床(见表1及表2)正是在此背景下,为适应现代工业技术和高性能科技产品对机械零件加工精度、加工效率和批量化质量稳定性的要求而开发的新型外圆磨床。适用于磨削脆性材料、粘性材料、镀层材料等难加工材料的轴类零件,主要应用于陶瓷主轴、硬质合金刀具等超硬材料、钛合金阀类耐热合金材料和金刚石涂层量具复合材料的磨削加工。

表1 机床主要技术规格

表2 机床工作精度
1 机床工作原理及主要部件简介
MGKS1332/H数控高精度超高速外圆磨床主要由床身、工作台、头架、尾架、砂轮架、磨头、砂轮修整器、砂轮罩壳、冷却系统、液压系统、电气系统、机床防护罩等几部分组成。机床各主要部件的布局如图1所示。
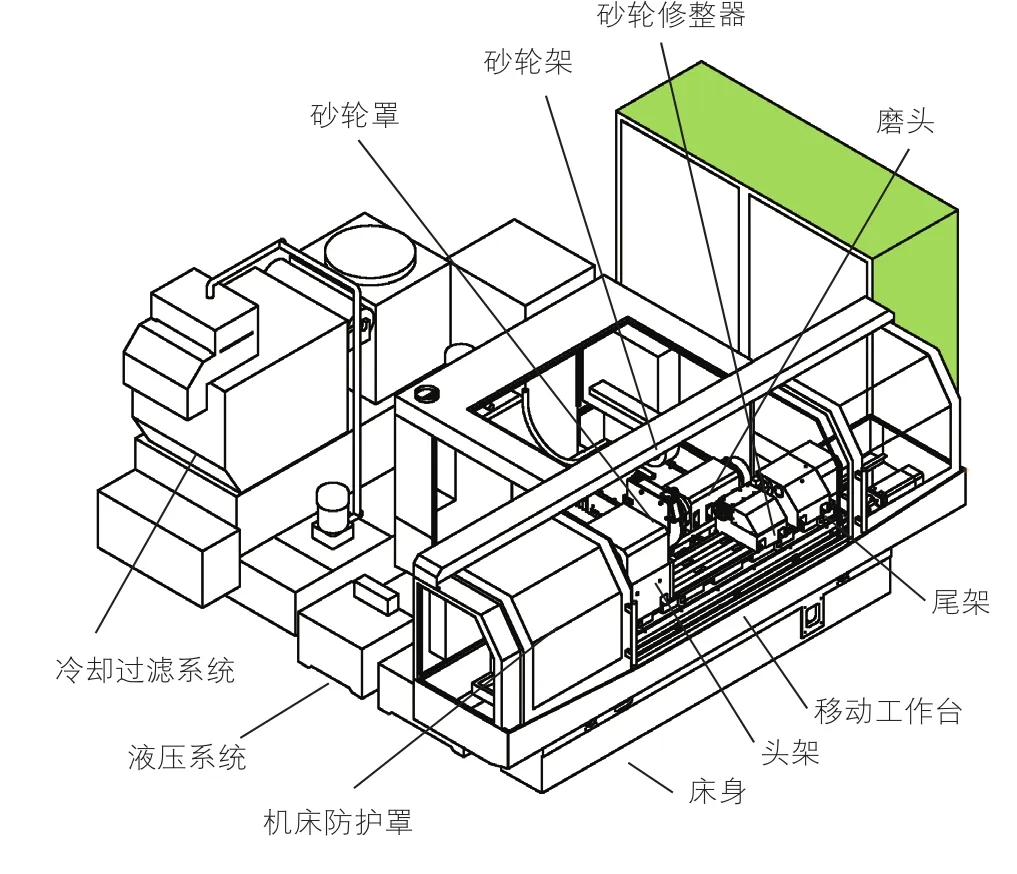
图1 机床布局
1.1 机床工作原理
该数控高精度超高速外圆磨床为工作台移动式数控外圆磨床。工作台作纵向往复移动;砂轮架作横向移动。工作台纵向往复运动和砂轮架横向进给运动由伺服电机驱动滚珠丝杆。为一体式床身,工作台在床身上作纵向进给移动,砂轮架作横向移动。砂轮进给导轨采用双矩形闭式静压导轨,丝杠进给采用小导程丝杠。砂轮轴系采用Si3N4陶瓷球的高速主轴轴承。高刚度高精度高速砂轮主轴系统,高精度高刚度微进给系统,超高速磨削液喷系统,工件装夹在工作台面上的头、尾架之间,由头架电机驱动带动工件旋转,实现无级调速。
该机床采用西门子 840D数控系统,控制工作台纵向进给、砂轮架横向进给等运动实现四轴两联动,数控系统可实现自动进给、自动补偿等磨削循环。磨削采用大流量冷却,冷却液箱带磁性分离器和纸质过滤器。
1.2 机床主要部件及特征
1.2.1 头架
头架用两个弓形压板固定于上工作台左边,采用莫式5#顶尖,由伺服电机经减速箱、两级同步带轮带动拨盘绕头架主轴回转,从而使工件获得6~300r/min的无级变速,并保证在此范围内恒转矩输出,为工件提供传动动力和支承定位。驱动原理如图:

图2 头架驱动原理
1.2.2 尾架
尾架用两个弓形压板固定于上工作台右边,采用莫式5#顶尖,为工件提供回转支撑和定位。结构原理如图3所示。尾架顶尖套筒装在尾架体壳中,采用密集滚珠形式,通过液压油缸使套筒伸缩,带着固定式顶尖移动,以实现工件的张紧和松开。油缸的进油压力可根据需要调节。


图3 尾架结构
1.2.3 砂轮架
砂轮架的横向进给由伺服电机经联轴器,直联驱动小导程高刚度丝杠,实现砂轮架的快速进退运动,周期进给,切入进给,锥度磨削,微量进给等。
导轨副采用闭式双矩形静压润滑导轨。此导轨由独立的供油系统提供压力油,为纯液体摩擦,摩擦阻力小,传动效率高,并具有良好的精度,使用寿命长。导轨运行时速度的变化对油膜厚度影响较小,工作稳定,低速无爬行现象,且油膜承载能力大,并能保持导轨具有较高的刚度及稳定性。结构见图4。

图4 砂轮架结构
1.2.4 工作台
工作台分为上下两层的铸铁工作台面,借助定位柱和两端压板定位紧固。当上工作台面需要回转一角度时,先松开两端压板,然后转动位于右侧的六角头。上工作台转过的角度值可由刻度标尺读出。微量调节时,可使用百分表装置。下台面与床身的导轨为低压大流量卸荷导轨。工作台的纵向进给由伺服电机经联轴器,直联驱动丝杠。
1.2.5 磨头
磨头结构如图5所示。轴系采用前后高速高精度陶瓷滚珠轴承支撑,中间为内装式电主轴,后部编码器的结构形式,内置式SBS动平衡仪。采用油气润滑轴承和油冷却电主轴。根据工件材质不同,分别采用CBN及金刚石砂轮,线速度高达150m/s。

图5 磨头结构
1.2.6 砂轮修整器
砂轮修整器固定于上工作台,靠尾架端,采用金刚滚轮修整,由内置式电机组成的电主轴驱动。纵横向进给由工作台及砂轮架进给来实现。通过对砂轮架和工作台的两轴联动控制,可以完成砂轮外圆不同形状的修整。修整器结构见图6。
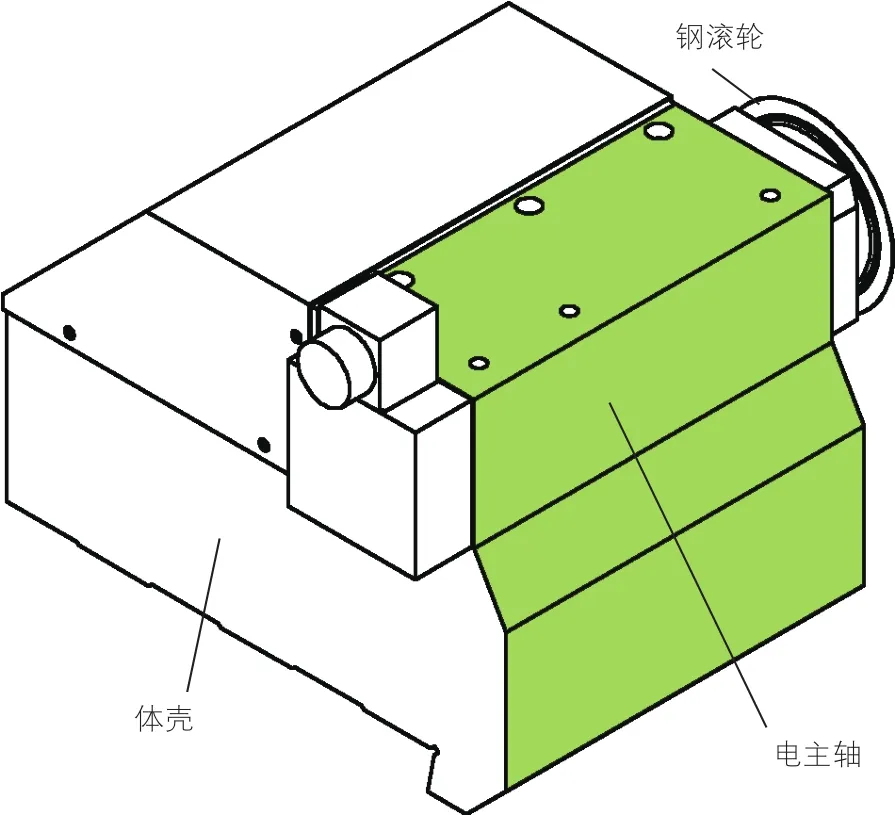
图6 砂轮修整器
1.2.7 磨削液过滤装置
采用三级过滤,经过磨削区后的磨削液先进入有隔层沉淀箱进行初步沉淀分离,然后进入由强磁体制成的高效磁性分离器进行粗过滤,最后由纸带过滤器进行精过滤。磨削液供液系统由冷却泵、冲水泵、管道、阀门及喷嘴等组成。冷却水泵流量120L/min,扬程252m,充分保证高效,大负荷磨削冷却要求。并配有冷却液恒温装置。
1.3 控制系统
1.3.1 系统配置
机床采用西门子840D数控系统、PCU50.3、1.5GHz,15英寸液晶显示器、611D驱动模块、1FT6交流伺服电机,内置PLC,Window XP操作系统。
1.3.2 控制功能
分别控制砂轮进给(X)轴、 工作台纵向移动(Z)轴两根直线运动轴,工件和砂轮的旋转速度两根旋转数控轴。同时辅以Heidenhain测量光栅,实现砂轮进给(X)轴和 工作台纵向移动(Z)轴的全闭环数字控制;对于砂轮转速可以在最高150m/s以下任意设定,并且通过PLC可以实现砂轮修整量的自动补偿,实现砂轮线速度的恒线速功能。
机床通过自主开发的二次开发磨削软件可实现自动切入磨、自动纵磨、自动修整等磨削循环。其中切入磨削的动作顺序如下: 人工装工件→尾架顶尖向前顶紧工件→关双层防护门→手揿自动循环按钮→工件以粗磨速度旋转、砂轮架快速前进、冷却开→砂轮架粗进给→自动测量仪进→砂轮架精进给→量仪尺寸到发讯→砂轮架无进给→砂轮架快速退回、自动测量仪退回→头架停、冷却停→自动工作循环结束。
机床还具有多种安全保护功能:如液压供油系统的压力保护,各电机的过载保护、工作台和砂轮架超程保护、电源开关开门断电保护等电气保护及安全联锁功能。
2 技术创新点
MGKS1332/H数控高精度超高速外圆磨床在设计生产过程中的创新点主要体现在以下几个方面:
2.1 磨削系统的动力学分析
MGKS1332/H数控高精度超高速外圆磨床的动力学特性分析包括以下三方面:
(1)对超高速磨床砂轮主轴、进给单元、床身等关键部件进行动力学仿真分析,得到关键部件的模态特性,包括各阶固有频率、振型及关键部位共振变形量,发现并总结了一系列材质、结构及支撑方式对模态参数的影响规律,为关键部件的优化设计提供数据。
(2)对砂轮架、砂轮修整装置、工件/夹具系统等关键位置的瞬态响应与频率响应特性进行分析,并利用局部填充物及其填充位置和筋板结构、形状来改善床身的动态性能,为实现整机优化设计提供依据。
(3)通过研究超高速磨床的自激振动形成机理,利用引起工艺系统自激振动的关键要素及基本规律,构建自激振动模型,对引起自激振动的关键部件结构要素、结合部阻尼特性的工艺要素等进行优化,并采取相关措施抑制自激振动,为实现整机综合优化提供依据。
2.2 外圆磨床整体布局及集成
摒弃以往传统磨床设计中存在的成本高、周期长等缺陷,本机床采用虚拟样机技术,在设计阶段运用CAE技术对产品整机和部分零部件的机构进行了仿真和分析,在对多种难加工材料的切削参数研究的基础上,采用拓扑有限元法对床身等关键零部件进行计算和优化,这使得该外圆磨床在较短的时间内就能应用于实践并能够满足切削难加工材料的要求。
2.3 高刚度高精度高速砂轮主轴系统的设计
针对150m/s超高速磨削要求,在砂轮主轴系统中采用了氮化硅陶瓷滚动轴承,并采用内装式交流变频电机作为主轴驱动电机,其转子预先进行了高标准的动平衡,并使用独立温控的油冷却系统,避免了电机高速运转时产生的热量对主轴回转精度造成影响。通过测试发现主轴长时间高速运转时,最大温升不超过20度;主轴的平衡采用内装式全自动平衡仪,利用数据输出功能避开了发生共振的转速区域。
2.4 高精度高刚度微进给系统的设计和制造
考虑到闭式静压导轨具有传动效率高、精度保持性好、工作稳定、抗振性能好、承载能力大、支承刚度高等优点,该微进给系统采用定压反馈节流导轨,并利用大功率交流伺服电机驱动,通过高精度挠性联轴器连接滚珠丝杠,进给分辨率可达0.1μm。滚珠丝杠支承端选用高精度滚珠丝杠专用轴承,并在丝杠两端增加防护套以保护滚珠丝杠不受冷却液的腐蚀。
为减少机床振动对微进给机构精度的影响,使用有限元仿真软件对此系统结构进行了整机模态分析,确定了结构的固有频率和振型,避免在使用过程中出现共振和有害的振型,提高了系统精度。
2.5 超高速磨削液喷注系统
通过对不同磨削液高效注入方式(高压喷射、空气档板辅助截断气流法、砂轮开槽降温法、砂轮内冷却法等)的实验研究,MGKS1332/H的设计采用了混合式磨削液喷注系统,该系统可以克服气流屏,使磨削液有效地进入磨削弧区,同时可以降低磨削弧区温度、改善工件表面质量,并能延长砂轮修整一次后可磨削的时间。
2.6 面向不同超硬及难加工材料的超高速磨削用砂轮的选择
根据不同难加工材料类型和线速度的要求,砂轮选择遵循以下原则:
超硬材料:不同结合剂类型的金刚石磨粒砂轮;
粘性材料:不同结合剂类型的立方氮化硼(CBN)磨粒砂轮;
硬质涂层材料:不同结合剂类型的微细金刚石磨粒砂轮;
普通涂层材料:不同结合剂类型的微细CBN磨粒砂轮。
结合剂类型的选择将视以前相关研究经验和线速度要求而定,如:线速度125m/s或以下,可采用陶瓷或树脂结合剂Al2O3、SiC或CBN磨料砂轮;线速度达150m/s时采用树脂结合剂CBN和金刚石砂轮;线速度达250m/s时使用单层电镀镍基金刚石砂轮和CBN砂轮;当线速度达到300m/s至500m/s以上时可用高温钎焊金属结合剂砂轮。
2.7 砂轮的在位修整及在线修锐技术
根据工件材质不同,MGKS1332/H采用了不同的砂轮,与之对应的在位修整及在线修锐技术也不尽相同,在使用中可按照下述原则来选择修整和修锐方法:
对单层电镀镍基金刚石和CBN砂轮、钎焊高温合金金刚石砂轮采用磨削法,即用一个金属结合剂外圆金刚石砂轮作为修整轮辅助以电解在线修锐方法(ELID),对被修整砂轮以特定的进给量和修整深度进行相对磨削,直到被修整砂轮拥有一定的出刃高度、良好的砂轮回转精度和恒定的磨粒顶面圆周包迹。通过对修整和被修整砂轮的回转速度、进给量和磨削深度等参数进行优化,可实现精密高效的修整效果。通过研究超高速工况下砂轮结合剂氧化层生成与脱落的机理和规律,优化电解在线修锐方法(ELID)的电解参数(如占空比、电解电压、电解电流等),解决了高速下阳极的供电和磨损问题,并能使磨削液注入到阴极与砂轮间的缝隙,提高了磨削效果。
对树脂、金属、混合结合剂微细磨粒金刚石和CBN砂轮采用车削修整法,即利用金刚石笔对砂轮以切削的形式切除掉砂轮基体上结合剂和微细磨粒。而针对不同的结合剂,砂轮的在线修锐技术又可分为两种:激光辅助修锐法用于树脂基结合剂砂轮的在线修锐,电解修锐法用于金属基和混合结合剂微细磨粒金刚石和CBN砂轮的在线修锐。通过激光辅助修锐法修整树脂结合剂砂轮,热影响区小、砂轮修整损耗小并易于实现自动化,提高修整效率。针对所加工产品选用的砂轮,该机床配有金刚滚轮修整器。
2.8 砂轮动态平衡及其振动监测技术
超高速高精度磨削时砂轮回转不平衡引起的振动会严重影响主轴系统的工作性能和磨削质量。MGKS1332/H机床砂轮动平衡系统是根据主轴系统的性能、设计方案等,在分析高速、超高速高精度磨削特点基础上,通过有限元法模拟不同工况下的主轴(砂轮)系统的状态以及加工实验的监测结果而确定的。
超高速高精度磨削加工中,对砂轮破碎及磨损状态的监测非常重要,砂轮与工件和修整轮的对刀精度直接影响尺寸精度和修整质量。该机床利用传感器达到砂轮状态时的测量与分析,在加速度传感器、AE传感器、涡流传感器的基础上构建了超高速砂轮工作状况监测与报警系统。该系统可以在线实时监测砂轮磨削加工状态、检测砂轮振动位移参量,检测砂轮是否需要修整、加工过程是否稳定,进而确定修整时间。动平衡和振动检测技术在MGKS1332/H数控高精度超高速外圆磨床上的应用全面改善了工件加工质量,有效提高了机床磨削效率。
3 小结
MGKS1332/H数控高精度超高速外圆磨床的研发取得了高刚度超高速精密砂轮主轴系统和微进给系统、超高速磨削液喷注系统、砂轮的在位修整及在线修锐、砂轮动态平衡及其振动监测、超高速磨削系统的动力学特性分析、外圆磨床整体布局和结构设计与整机集成控制、难加工材料用超硬金刚石和CBN砂轮等多项技术突破。克服了多种难加工材料精密高效磨削技术和工艺的技术瓶颈,为难加工材料加工质量和加工效率的统一提供了科学依据。

