基于粒子群算法的双工位切削参数优化
2011-05-10林献坤韩世卓
徐 剑,林献坤,韩世卓
(上海理工大学 机械工程学院,上海 200093)
0 引言
在现有的实际加工中,铣削用量的选择主要依赖于手册或经验,往往不能达到最优。一些多工位的专用机床的加工工艺不同于普通机床,直接应用手册将无法获取准确的加工参数。本文以双工位同时加工的钢轨整形机为实例,以切削手册的数学模型为基础,考虑加工中整形机的加工工艺和刀具的实际约束,建立了以最低能耗为优化目标的数学模型。并利用粒子群算法,对所建立的数学模型进行优化。
钢轨整形机由两把盘式铣刀组成,可同时对钢轨的踏面(S刀)和圆弧面(R刀)进行铣削。合理选择铣削参数对提高钢轨加工质量、降低能耗和提高刀具的使用寿命有着非常重要的意义。
1 切削参数数学模型
1.1 模型设计变量
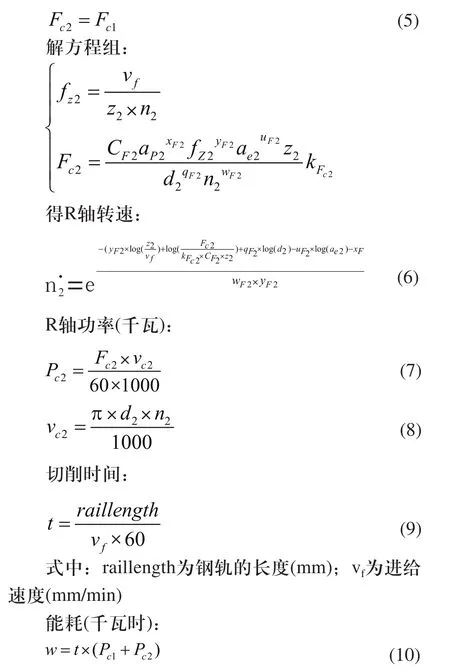
切削三要素是指切削速度、进给量和切削深度。由于长钢轨加工时间长,往往需要一次成型,而且切削深度对刀具耐磨度的影响较切削速度和进给量要小,故视为已知量,不行进优化。实际生产加工中,较多使用主轴转速,在刀具确定的情况下,主轴转速与切削速度呈已知的线性关系,故选择主轴转速作为优化变量。整形机采用双刀盘双工位同时加工,考虑到钢轨的加工质量,要求两刀盘的铣削力大小相等,方向相反,故只要选择其中一把刀盘的转速作为优化变量即可,根据优化后的进给速度和刀盘参数即可计算出另一把刀的转速。根据现场实际加工经验,R轴切削量小,刀具寿命长,故选用钢轨踏面铣刀(S轴)转速为优化变量。
1.2 目标函数
长钢轨加工要求多工位同时加工,一次成型。优化的目标为能耗最低。同时给出在最优条件下两主轴的转速。
S刀盘切削力[1]:
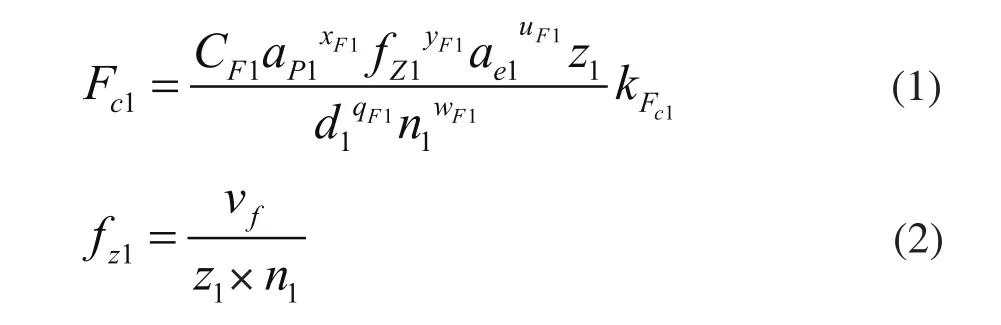
式中:αp1为铣削深度(mm);fz1为每齿进给量(mm/z);αe1为铣削宽度(mm);z1为S刀盘的刀粒数;d1为S刀盘的直径(mm);n1为S轴的转速(r/min);vf为进给速度(mm/min);CF1,xF1,yF1,uF1,wF1,qF1为铣削力系数;kFc1为切削条件改变时,切削力修正系数。
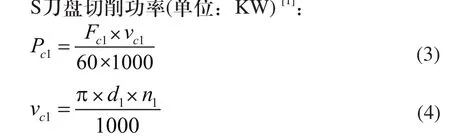
式中:vc1为铣削速度(m/min)。
R刀盘切削力:
1.3 约束条件
长钢轨加工时间长,中途不能换刀。受机床主轴转速、进给速度、刀具耐用度、工件质量等因素的影响,加工过程中设计变量(n1,vf)应满足如下约束条件:
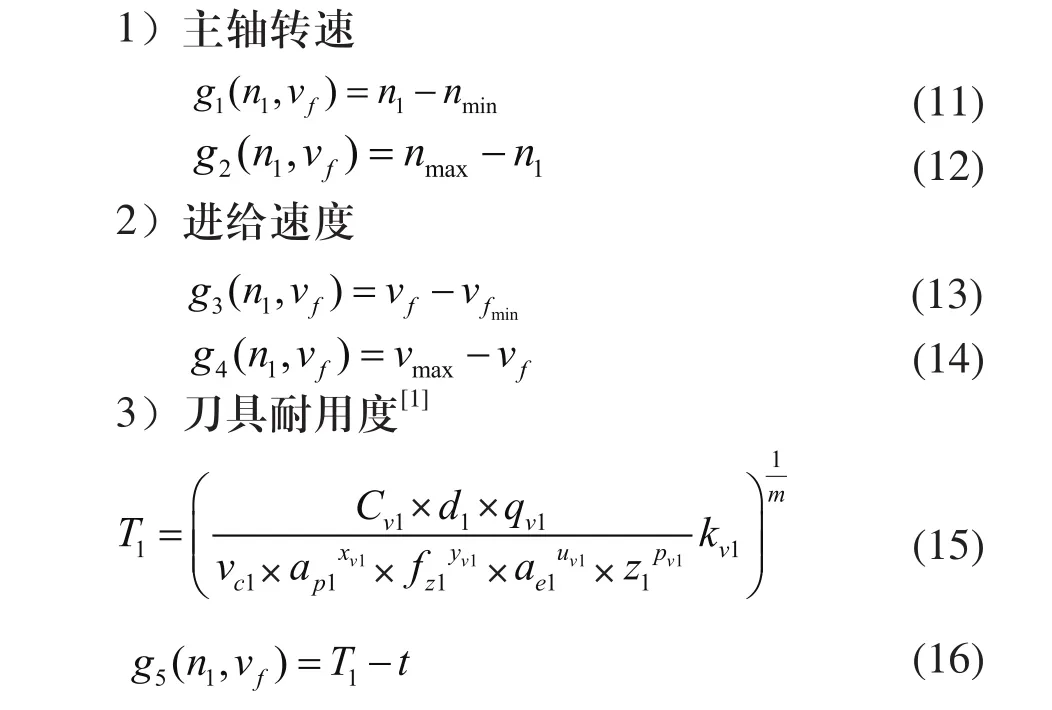
式中:T1为刀具耐用度(min);Cv1,qv1,xv1,yv1,uv1,pv1,m为刀具耐用度系数。kv1为切削条件改变时切削速度修正系数。
2 优化方法
2.1 粒子群算法概述
粒子群算法(particle swarm optimization, PSO)是由Kennedy和Eberhart 于1995年提出的,是一种基于迭代的优化工具,系统初始化为一组随机解,通过迭代搜索最优解。PSO先生成一群粒子,每个粒子都为优化问题的一个解,并由目标函数为之确定一个适应值。每个粒子将在解空间中运动,并由一个速度决定其方向和距离。通常粒子将追随当前的最优粒子而动,并经逐代搜索,最后得到最优解。在每一代中,粒子将跟踪两个极值,一个为粒子最优解,代表粒子自身的认知水平;另一个为全种群迄今找到的最优解,代表社会认知水平[2~5]。

式中:vi为粒子速度;xi为粒子解空间的位置;w为惯性权重,采用线性递减的策略,以平衡全局搜索和局部搜索能力[6];C1,C2是学习因子,通常C1=C2=2;rand()是均匀分布在(0,1)之间的随机数;Pi为个体极值,即单个粒子从搜索初始到当前迭代对应的适应度最优的解;g为全局极值,是整个粒子种群从搜索开始到当前迭代对应的适应度最优的解;curCount为当前迭代的次数;loopCount为总的迭代次数。

图1 粒子群优化算法流程图
粒子群优化算法的流程图如图1所示。
2.2 适应度函数

3 实例
3.1 加工参数拟定
由国标 2585-2007,可知U74、U71Mn钢轨踏面稳定硬化区的表面硬度为HBW302~388(HRC32.5~42.0) ;刀具为硬质合金镶齿盘铣刀;加工时不用切削液。

表1 刀具参数
由切削用量手册[1]查得刀具系数,如表2所示。

表2 刀具系数

表3 刀工参数
3.2 优化结果及分析
采用MATLAB语言编写程序,粒子群算法中设定参数如下:群体大小为100,最大迭代次数设定为200,惩罚因子设为10。

表4 优化结果
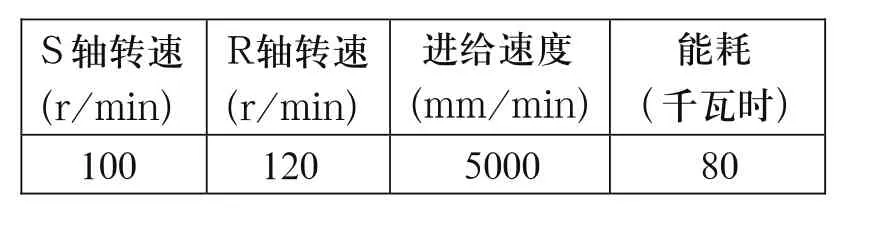
表5 工厂实际加工参数
4 结论
本文对长钢轨双工位整形机切削参数进行了研究,根据整形机的特殊加工工艺,建立了以最低能耗为优化目标,以机床的转速、进给速度、加工质量和刀具耐用度为约束的数学模型。并利用粒子群算法进行优化。对比现场经验参数获得的实际能耗,表明该方法优化的切削参数具有明显的节能效果。
[1] 艾兴,肖诗纲.切削用量简明手册[M].北京:机械工业出版社,1994.
[2] Kennedy J,Eberhart R C.Particle swarm optimization [A].Proceedings of IEEE International Conference on Neural Net2works [C].Piscataway,NJ:IEEE Press,1995.1942-1948.
[3] Eberhart R C,Kennedy J.A new optimizer using particle swarm theory [A].Proceedings of the Sixth International Symposium on Micro Machine and Human Science [C].Nagoya,Japan:IEEE Press,1995.39~43.
[4] Shi Y H,Eberhart RC.Parameter selection in particle swarm optimization.Proceedings of Annual Conference on Evolutionary Programming,San Diego,1998.
[5] 张丽平,俞欢军,陈德钊,胡上序.粒子群优化算法的分析与改进[J].信息与控制,2004,33(5):513-517.
[6] 陈贵敏,贾建援,韩琪.粒子群优化算法的惯性权重递减策略研究[J].西安交通大学学报, 2006,40(1):53-61.
