比肖夫通信故障造成顶压波动案例分析
2011-04-27王永康
王永康 房 戈
(安阳钢铁公司,河南 安阳 455004)
随着高炉大型化、高压化发展的趋势,传统的煤气清洗工艺已经不能满足生产需求。在1969年前西德比肖夫(Bischoff)公司成功开发的一种具有控制高炉炉顶压力功能,先进、可靠、有效的煤气清洗系统。
从高炉重力煤气除尘器出来的粗煤气进入比肖夫清洗装置,经预洗涤器进行一次水喷淋清洗,洗掉了较粗颗粒的煤气,产生半净煤气。然后经环缝洗涤器接受二次喷淋清洗、除湿,最后煤气流出比肖夫清洗装置,整个清洗过程完成。
环缝装置是比肖夫清洗装置的主要设备,也是炉顶顶压调节执行机构。当环缝装置移动时,就改变了环缝装置与煤气通道的接触面积,从而改变了高炉煤气的流通量,也就改变了高炉炉顶压力。它不仅调节了高炉的炉顶压力,同时也调节了煤气清洗的洗涤效果。所以环缝装置不仅要调节高炉炉顶压力,还要调节环缝装置的差压,既要保证炉顶压力,还要保证煤气洗涤质量,在高炉生产中至关重要。
安钢2800高炉于2007年建成投产,采用比肖夫装置控制炉顶压力,同时配有TRT发电装置。
1 控制系统
安钢2800m3高炉于2007年投产,整个高炉自动控制系统硬件上采用施耐德昆腾系列PLC,软件上采用Unity2.3编程软件及Citect6.0组态软件,网络采用千兆级光纤以太网,将高炉生产区域PLC、上位机连接起来,组成了稳定、可靠的工业环网。
以下介绍比肖夫的控制方式,通过两个PLC完成对环缝装置的操作。
一个PLC是本体PLC,在本体PLC中,写有对环缝锥开度的PID控制程序,如图1所示。
在程序中通过顶压设定值(SP)与顶压实际值(PV)的比较,经PID运算输出锥开度对环缝锥开度进行定位调节,以控制锥开度行程。当顶压上升时,PID输出值增大,环缝装置锥开度加大,此时,煤气流量增大,使得炉顶压力随之降低;反之,煤气压力减小时,PID输出值减小,环缝装置锥开度减小,此时煤气流量减小,使得炉顶压力随之增大,使炉顶压力保持在稳定的设定值上,形成PID闭环控制。
另一个PLC是比肖夫煤气清洗装置的PLC,这个PLC中接受到来自本体PLC锥开度的数据后,通过4~20mA输出模板控制环缝锥开度装置的执行机构。
简言之,一个 PLC负责发控制命令,另一个PLC负责执行命令,这也是这座高炉比肖夫装置控制的特点。
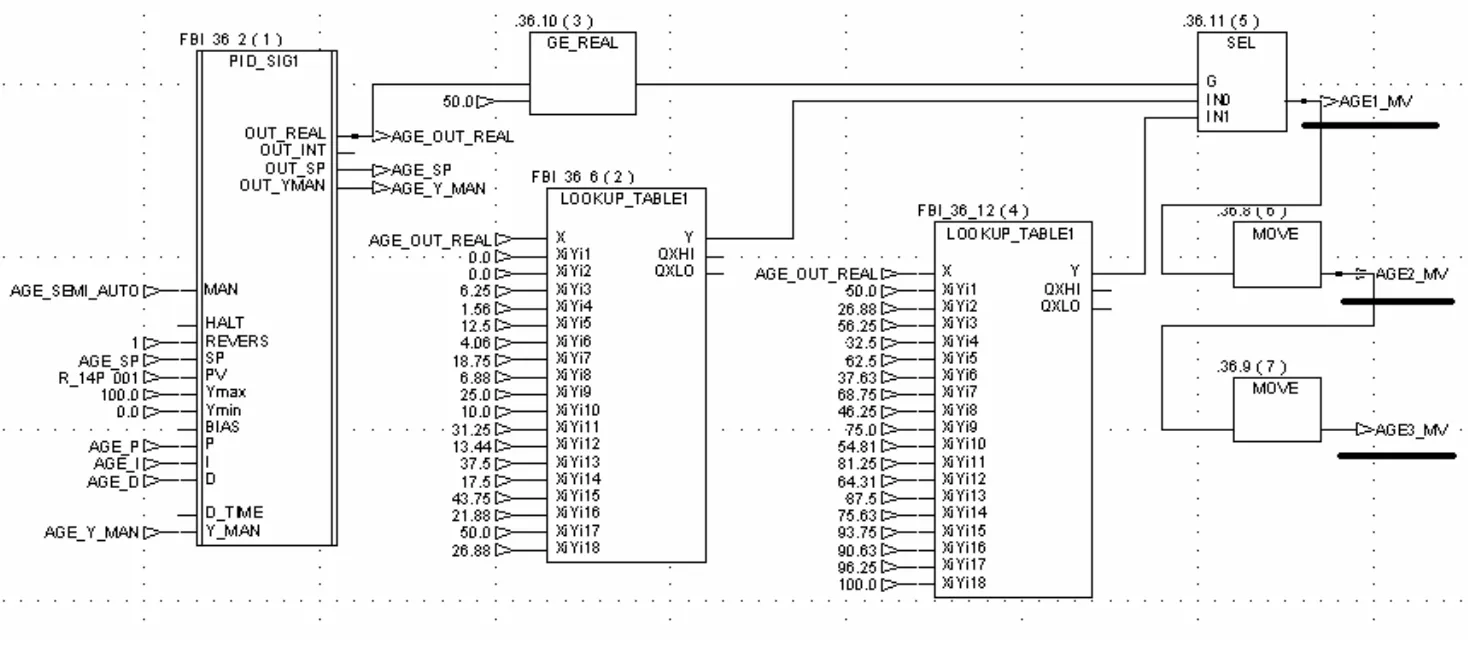
图1 PID控制程序
2 故障现象
在正常生产过程中环缝锥开度突然没有数据,显示“#COM”,高炉压力的“测量值”有数据显示,如图2所示。 故障持续几秒钟时间马上恢复正常,如此反复没有规律。此时高炉顶压在故障发生后出现波动,正常顶压在210kPa,在故障时顶压最高到251kPa,最低到190kPa,上下波动50kPa左右,对高炉生产造成了不良影响。
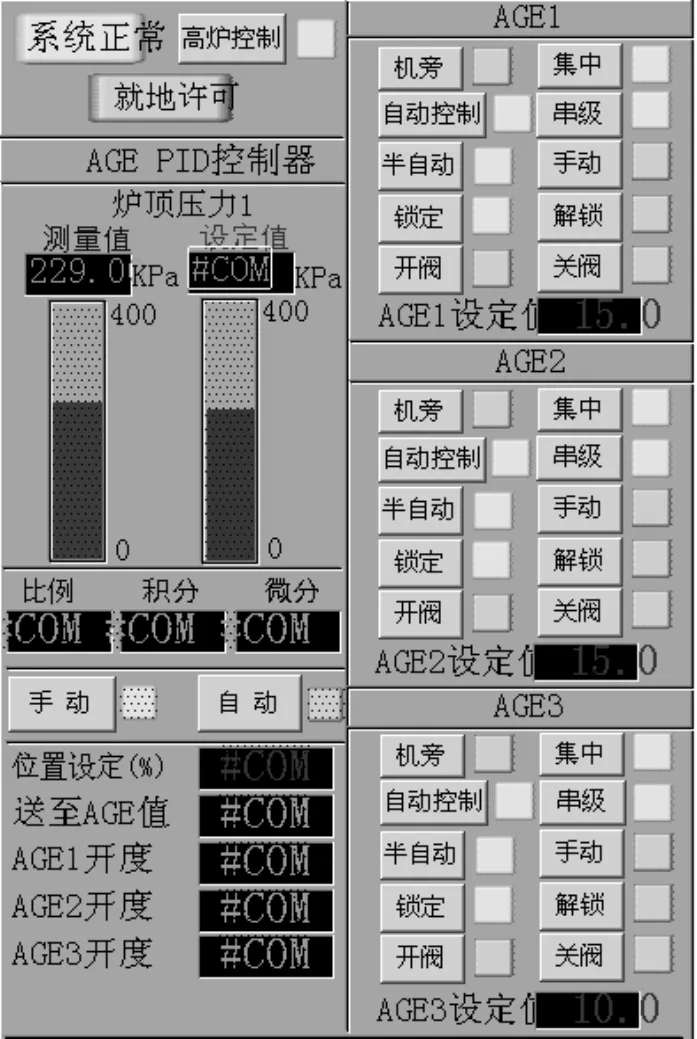
图2 环缝截图
3 故障原因及解决方案
3.1 故障分析
经过现场询问操作人员及观察,当环缝出现故障显示“#COM”时,HMI画面中环缝的开度值不显示,但是在本体PLC程序中环缝调节的输出值由30度一直减小到0;此时环缝调节均为自动调节。而且同时发现,当环缝出现故障显示“#COM”时,HMI上其他画面的参数均能正常显示,没有出现“#COM”现象。由此分析故障是网络中断造成,但不是所有网络中断,是网络中有某个中断造成这种现象。
在HMI画面Citect通讯配置中,一共连接了本体、炉顶、热风炉、煤气清洗四套PLC系统,通讯故障时仅仅是煤气清洗PLC的数据全为“#COM”,其他三套PLC数据正常。
以上可以判断通讯问题出在两个PLC之间,本体PLC和比肖夫PLC。
3.2 顶压波动原因
在故障时,顶压设定值(SP)大于顶压实际值(PV)时,PLC程序中PID输出增大,即环缝锥开度要变大,此时由于两个PLC之间的网络问题通信中断,本体PLC中锥开度AG1_MV的输出值不能传送给比肖夫PLC,环缝锥开度的执行机构不动作,环缝保持原有开度不变。这时,由于顶压设定值(SP)一直大于顶压实际值(PV),所以在很短的时间内环缝的开度PID输出值变为 100%,因为在PID调节过程中,阀门没有响应,所以开度值一直增大,直到阀门全开为止。
当通信恢复正常,本体PLC中锥开度的PID输出值AG1_MV为100%全开状态,通过光纤环网将开度值送给比肖夫PLC,比肖夫PLC控制环缝执行机构动作,此时输出模板输出电流为最大值20mA,所以执行机构将环缝全开,环缝煤气流增大,使得炉顶压力随之降低,这就造成了炉顶压力突然减小的情况。
反之情况亦然,顶压设定值(SP)小于顶压实际值(PV)时会造成环缝开度为 0,顶压随之增大的情况。
以上情况分析可以将这次通信故障造成炉顶压力波动分为三个阶段。
1)开始通信故障时,仅仅是锥开度没有显示,但是这时的环缝锥开度没有动作,保持原来开度值,炉顶压力基本保持不变。
2)通信故障恢复初期,环缝的锥开度迅速从原来的开度变为全开或全关,造成顶压波动大的事故。
3)通信恢复后期,顶压设定值(SP)、顶压实际值(PV)经过PID运算调节后,逐步调节环缝锥开度到正常值,顶压随即恢复正常。
3.3 解决方案
1)通过网络拓扑图的分析,对网络关键设备进行了排查,检查并更换了PLC到交换机、交换机到交换机之间的网线,确保每个水晶头接触良好。
2)在故障情况下,当环缝锥开度显示为“#COM”时,建议操作人员应该将环缝操作迅速改为手动操作,并手动设定锥开度值,避免通信恢复正常时比肖夫锥开度全开或全关的现象,一定程度上降低了炉顶压力产生较大波动的情况。
3)在PLC程序中的IO扫描中选择“保留上一次值”,当PLC网络通信中断时,数据能够保持上一次的扫描值不变,避免了因为网络中断所有PLC数据全为0的情况,保证了数据的延续性。
3.4 值得注意的问题
关于比肖夫控制、执行的问题。在此次故障中,比肖夫环缝锥开度的操作仅在高炉值班室,高炉工长根据生产实际情况在HMI画面上设定高炉顶压,与实际顶压经过PID运算后将锥开度值,通过光纤环网及数个交换机后传输到动力厂的 TRT操作室中的比肖夫PLC中,再由比肖夫PLC对锥开度的执行机构进行调节控制,这样以来出现问题后设备环节比较繁琐复杂,对于迅速处理故障问题造成了一定障碍。建议在今后工程建设时,要以保障高炉正常生产为前提,充分考虑日常运行维护中出现的各种问题,将比肖夫控制PLC与高炉本体PLC合二为一,用一套PLC进行设定、调节、并且控制执行机构动作,这样可以避免日常生产中因PLC之间网络中断造成的各种生产故障。
[1] 田涛.过程计算机控制及先进控制策略的实现[M].北京:机械工业出版社,2007:1-13.
[2] 郑晟等.现代可编程控制器原理与应用[M].北京:科学出版社,2000.