电连接器连接效果的分析
2011-04-25练贤常
练贤常 蒋 会
(资阳南车电力机车有限责任公司,四川 资阳 641301)
1 连接器的简介
连接器是连接电气线路的机电元件,也可称作插头插座,广泛应用于各种电气线路中,起着连接或断开电路的作用。连接器的种类繁多,应用范围广泛。连接器有不同的分类方法,按照频率分,有高频和低频连接器;按照外形分有圆形和矩形连接器;按照用途分,有印制板用连接器、机柜用连接器、音响设备用连接器、电源连接器、特殊用途连接器等
连接器的基本性能可分为三大类:即机械性能、电气性能和环境性能。机械性能就连接功能而言,插拔力是重要的机械性能。主要电气性能包括接触电阻、绝缘电阻和抗电强度。常见的环境性能包括耐温、耐湿、耐盐雾、抗振动和冲击等。
2 连接器的选择条件
正确的选择和使用电连接器是保证电路可靠性的一个重要方面。连接器自身的电气参数是选择连接器首先要考虑的问题,另外还包括连接器的安全参数和机械参数。
2.1 电气参数
(1)额定电压。又称工作电压,它主要取决于连接器所使用的绝缘材料,接触对之间的间距大小。某些元件或装置在低于其额定电压时,就不能完成其应有功能。
(2)额定电流。又称工作电流,同额定电压一样,在低于额定电流的情况下,连接器能正常工作。在连接器的设计过程中,是通过对连接器的热设计来满足额定电流要求的,因为在接触对有电流流过时,由于存在导体电阻和接触电阻,接触对将会发热,当其发热超过一定极限时,将破坏连接器的绝缘和形成接触对表面镀层的软化,造成故障。因此,其额定电流实际是限制连接器内部的温升不超过设计的规定值。所以,多芯连接器应降额使用,芯越多,降幅应越大。
(3)接触电阻。接触电阻是指两个接触导体在接触部分产生的电阻,连接器的接触电阻指接触对电阻,它包括接触电阻和接触对导体电阻。
(4)屏蔽性。在现代电气电子设备中,元器件的密度以及他们之间相关功能的日益增加,对电磁干扰提出了严格的限制。
2.2 安全参数
(1)绝缘电阻。是指在连接器的绝缘部分施加电压,从而使绝缘部分的表面内活表面上产生漏电流而呈现出的电阻值。它主要受绝缘材料、温度、湿度、污损等因素影响。
(2)耐压。指接触对的相互绝缘部分之间或绝缘部分与地,在规定时间内所能承受的比额定电压更高而不产生击穿现象的临界电压。它主要受接触对间距和爬电距离的几何形状,绝缘体材料及环境温度和湿度,大气压力的影响。
(3)燃烧性。连接器不仅应要求能防止引燃,还要求一旦被引燃时能在短时间内自灭。
2.3 机械参数
(1)单脚分离力和总分离力。连接器中接触压力是一个重要指标,它直接影响到接触电阻的大小和接触对的磨损量。
(2)机械寿命。连接器寿命是指插拔寿命,通常为500~1000次。
(3)接触对数目和针孔性。首先可根据电路的需求来选择接触对数目,同时要考虑连接器的体积和总分离力的大小。
(4)抗振动、冲击、碰撞。主要考虑连接器在规定频率和加速度条件下的振动、冲击、碰撞时的接触对的电连续性。
(5)连接方式。连接器一般由插头和插座组成,其中插头也称自由端连接器,插座也称固定端连接器。通过插头、插座的插合和分离来实现电路的连接和断开,因此就产生了插头和插座的各种连接方式。对圆形连接器来说,主要有螺纹式连接、卡口式连接和弹子式连接。
(6)端接方式。端接方式是指连接器的接触对与电线或电缆的连接方式。合理选择端接方式和正确使用端接技术,也是使用和选择连接器的一个重要方面。
3 连接器的端接
3.1 端接方式的分类
(1)焊接。焊接最常见的是锡焊。锡焊连接最重要的是焊锡料与被焊接表面之间应形成金属的连续性。
(2)压接。压接是为使金属在规定的限度内压缩和位移并将导线连接到接触对上的一种技术。好的压接连接能产生金属互熔流动,使导线和接触对材料对称变形,这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。目前普遍认为采用正确的压接连接比锡焊好,特别是在大电流场合必须使用压接。压接时须采用专用压接钳或自动、半自动压接机。应根据导线截面,正确选用接触对的导线筒。要注意的是压接连接是永久性连接,只能使用一次。
(3)绕接。绕接是将导线直接缠绕在带棱角的接触件绕接柱上。
(4)刺破接连。刺破连接又称绝缘位移连接,连接时不需要剥去电缆的绝缘层,依靠连接器的“U”字形接触簧片的尖端刺入绝缘层中,使电缆的导体滑进接触簧片的槽中并被夹持住,从而使电缆导体和连接器簧片之间形成紧密的电气连接。
(5)螺钉连接。螺钉连接是采用螺钉式接线端子的连接方式。
3.2 压接连接的优点
在一根或多根导线与任何形状的接触件之间由压接技术产生的连接,压接连接方式主要有如下优点:
(1)是各种生产规模高效连接的加工方法。
(2)能采用全制动或半制动压接机,或手动工具进行加工。
(3)无需焊点。
(4)没有使接触件弹性受损坏的焊接温度和焊接氧化。
(5)无对人体伤害的重金属和溶剂气体。
(6)压接连接后仍能保持导体柔软性。
(7)无导体绝缘层的烧焦、变色和过热。
(8)电气和机械特性具有重现性。
3.3 压接工艺的要求
要获得好的电气连接,在压模、压接筒以及导体的截面变形量之间要有正确的配合,需要有合适的压接工具和好的压接工艺。
(1)工具、压接筒和导线的组合应相适应。(2)剥线要求:为了获得良好可靠的压接连接效果,导线剥离必须正确。
1)剥线长度:它取决于采用的压接筒的型别和尺寸。剥线长度=压接筒长度+1mm(线截面积≤1mm2)剥线长度=压接筒长度+2mm(1<线截面积≤10mm2)[1]
2)剥离的绞合线无损伤:例如个别断裂或完全断裂,它取决于剥离工具刀口的深度,其深度要根据导体直径决定。
3)绞线的捻扭应正确:如果导线的捻扭已扰乱,可以顺着线芯绞合方向轻微捻扭一下使其恢复。4)导线剥离部分应清洁,并且应无绝缘残粒。(3)压接过程要求。为了获得良好的电气连接效果,压接质量非常重要。
1)导线应正确位于压接筒中:绞合线的所有股线应在压接筒内,闭式压接筒,在检查孔应能见到压接导体(即导线线芯)。
2)导线绝缘层末端与压接筒之间的距离应合适:应保证线芯截面积不大于1mm2时小于1mm,线芯截面积1~10mm2时小于2mm。
3)压痕在压接筒上的位置应正确,压痕的深度应恰当。
4)在压接的过程中应该保持导线和压接筒在同一轴线上。
3.4 压接质量的探讨
(1)端连接指标-抗张强度[1]
端连接的质量直接影响电气连接效果及连接器的机械寿命,因此国标对接触器的抗张强度有明确规定,其抗张强度要求见图1。
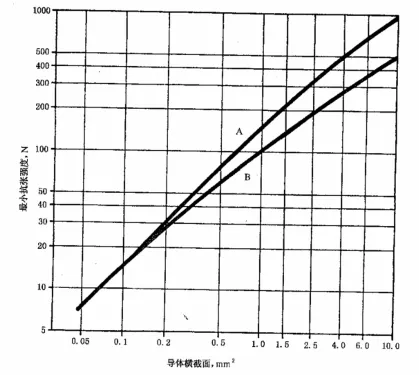
图1 抗张强度坐标图
(2)实例分析
以相同的材料为前提,影响抗张强度的因素有压痕形状、压痕位置、压痕深度,现在我们以闭式压接筒为例对影响抗张强度的因素进行分析。
1)压痕形状C:闭式压接筒压接工具压痕一般有四爪八点和四爪四点压线钳,其压痕形状分别如图2、图3。
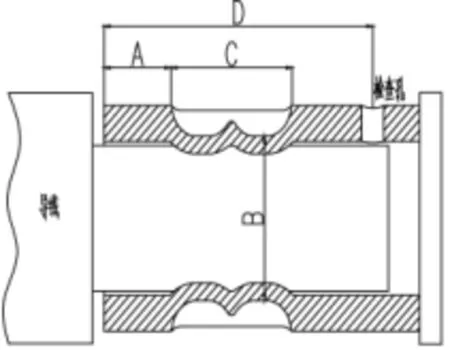
图2 四爪八点压线钳压痕形状
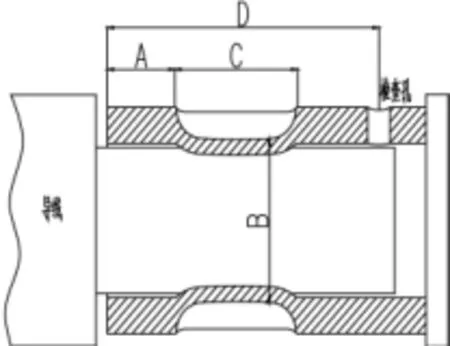
图3 四爪四点压线钳压痕形状
压痕的形状由压接工具本身决定,在这里就不作过多阐述。
2)压接位置:压接位置即上图中C所在的位置,在其他条件相同的情况下(即材料、工具和压接深度相同),压痕位置A>0且A+C<D时其拉力值最大且基本相同,A值太小,压接时会损坏插芯,A+C>D,则压接到线芯末端,抗张力强度会大大下降。现在以规格为1.0mm2的机车导线和四爪八点压线钳作拉力试验,以此来分析压接位置对压接抗张强度的影响,其实验数据如下表1。
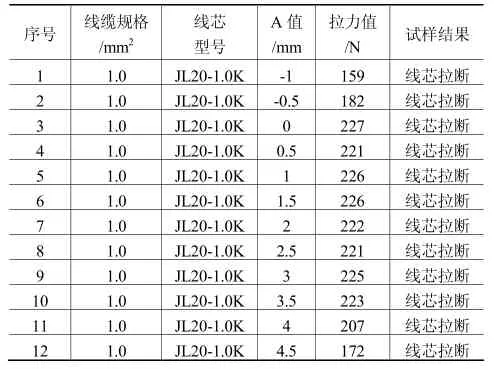
表1 线芯压接样品拉力值表
根据以上实验数据绘线芯拉力值坐标图如图 4所示。
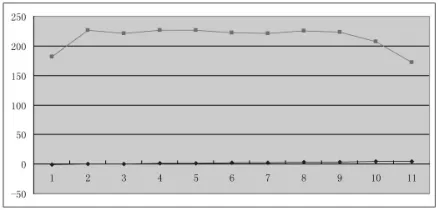
图4 线芯压接位置与拉力值坐标图
由图4表1不难看出,压痕位置对抗张强度基本无影响。根据现场经验,A值在1~1.5mm的位置其连接及外观均能达到最佳效果。
3)压接深度B:多数压接工具均有深度调节旋钮。压接深度一定要调节适当,过深会损伤线芯,过浅压接不紧密,抗张强度会降低。现在以规格为1.0mm2的机车导线和四爪八点压线钳(型号:K975265)做拉力试验,以此来分析压接深度对压接抗张强度的影响,其实验数据如表2。
根据以上实验数据绘线芯拉力值坐标图如图 5所示。
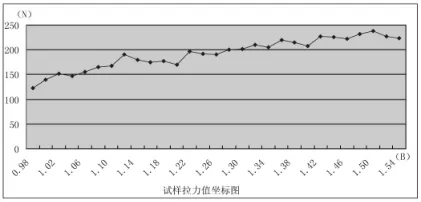
图5 线芯压接深度试样拉力值坐标图
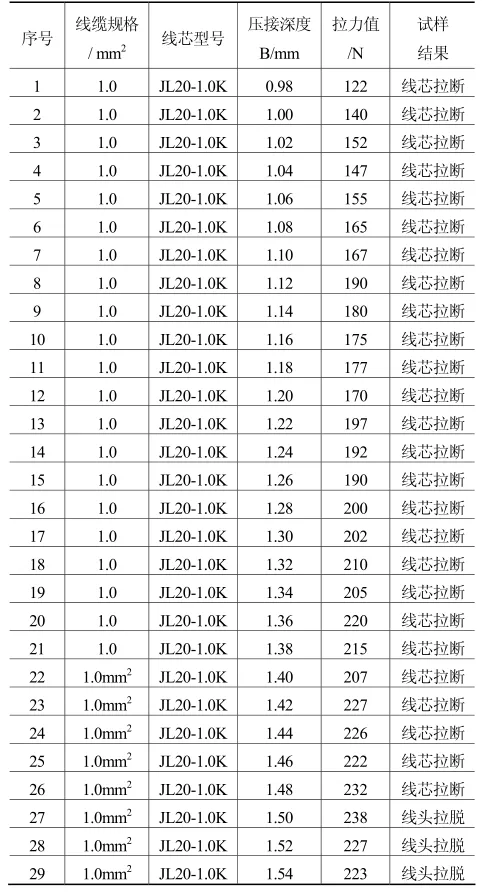
表2 线芯压接样品拉力值表
由以上数据可以得出如下结论:拉力值随着压线钳压接深度B值的逐渐加大出现一种先增加后减小的趋势。试验数据从序1至26拉力值随着B值的增加而增加,且线芯均为拉断,不难判断,在B值小于1.5mm时,线芯是有损伤且随着B值的减小损伤程度会加剧。实验数据序27到29拉力值随着B值的增加而减小,且线芯均为拉脱,不难判断,随着B值再继续增加,线芯会更易拉脱,拉力值还会继续减小。
4 连接器安装
连接器的压接接触件的导线束不应由于其本身的重量对嵌入的接触件产生张力,这种张力会使连接器接触件倾斜。这种倾斜对振动、冲击、碰撞时的接触对的电连续性有影响,严重时会导致两配对连接器接触件的损坏。因此要正确的安装连接器的电缆夹,即在压接接触器的导线束要直接在连接器的接触端处弯曲,应使其在插合接触件的横向和纵向不存在机械应力作用。
操作者将压接好的插芯插入连接器装置后应捋清导线束各条导线,在安装电缆夹时应保证连接器内部的线束有一定的预留弧度,不得紧绷。线缆夹的松紧度应合适,应保证线缆不能松动,保证导线束不受损伤。
另外,在插合和分离连接器时,为避免对嵌入的接触件产生应力,应沿轴向插合和分离连接器并且不推不拉导线束。
5 结论
通过对连接器各个特性的掌握,把握可变因素便可以使电气连接效果更好更稳定。
[1] 中华人民共和国国家标准——无焊连接第二部分. GB/T18290.2-2000idt ZEC 60352-2:1996.